1
Изобретение относится к области шлифования и полирования, например к профилированию и правке шлифовальных кругов на металлических связках, применяемых в машиностроении для шлифования широкой номенклатуры деталей, в частности имеюших сложный профиль (фасонные фрезы и резцы, лопатки компрессоров и турбин).
Известны способы профилирования и правки шлифовальных кругов на металлических связках.
Наиболее эффективным из них является способ электроэрозиоиного профилирования шлифовальных кругов фасонными электродамиинструментами с применением электроискровых и электроимпульсных источников питания.
По этому способу один полюс источника питания подсоединяется к обрабатываемому кругу, другой - к электроду-инструменту. Необходимый профиль па электроде-инструменте протачивается мастер-резцом. Обработка ведется в среде диэлектрика, например масла или керосина.
При сближении наружных поверхностей йраш,аюш,ихся шлифовального круга и электрода-инструмента в наиболее близко расположенных точках круга и электрода-инструмента возникает дуговой разряд, способствуюш,ий удалению определенного количества связки. Суммарное действие одиночных разрядов обеспечивает образование на шлифовальном круге профиля, обратного профилю электродаинструмента.
Производительность электроэрозионного профилирования н нравки шлифовальных кругов зависит от величины среднего рабочего тока, определяемой числом рабочих импульсов (импульсов, приводящих к возникновению
электрических разрядов и способствуюш их полезному съему материала) и их энергией.
Однако этот способ нмеет низкую производительность обработки на чистовых режимах (до 60 ) вследствие того, что принятое
относительное расположение шлифовального круга и электрода-инструмента обеспечивает небольшую плош,адь обработки.
Небольшая плошадь обработки не позволяет эффектнвно использовать вырабатываемую
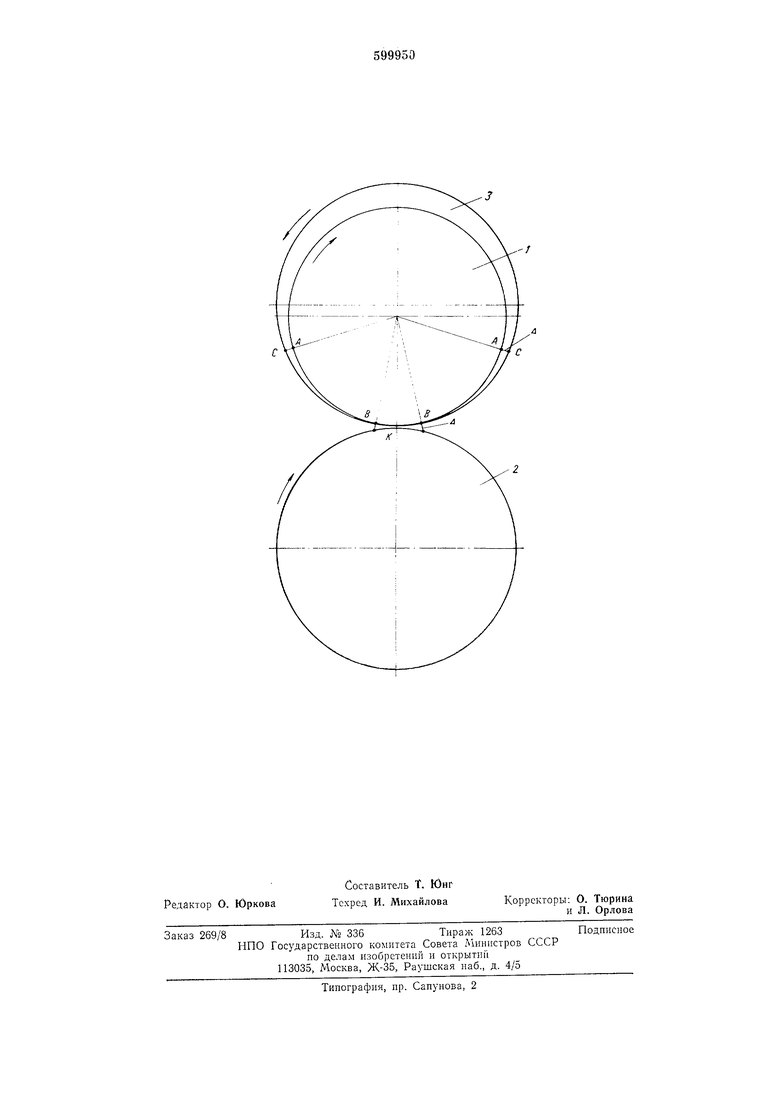
источником питания мош,ность, практически используется 20-30% вырабатываемой мощности. Поэтому для увеличения производительности обработки на практике увеличивают вырабатываемую источником питания мощность, увеличивают энергию импульсов. Увеличение энергии импульсов при правке шлифовальных кругов приводит к термическому разрушению абразивных, например алмазных, зерен и увеличению шероховатости обрабатываемой поверхности шлифовального круга, чтс в свою очередь приводит к сиижению стойкости шлифовальиого круга и ухудшению качества шлифуемой лм поверхиости детали. Целью изобретения является иовышение производительиости обработки при электроэрозиоииом ирофилироваиии и иравке шлифовальиых кругов при сохраиеиии высокого качества заиравляемой иоверхиости. Для этого ио предлагаемому способу электроэрозиоииого ирофилироваиия шлифовальиых KpyiOB, вк.иочаюш,ему Браш,еиис шлифовальиого круга и электрода - ииструмепта, правку производят кольцеобразным электродом-ииструмеитом с виутрепией рабочей поверхиостью, диаметр которой иревышает диаметр круга, причем круг размеш,а1от виутри иравяш,его электрода-ииструмеита со сл1еш,енисм отиосительио оси его враш,ения, а величииу смеш,еимя определяют из условия обесиечсиия гарантированпого рабочего зазора. Изобретение иоясияется чертежом. По известиому способу иаружиая поверхность шлифовального круга 1 обрабатывается иаружиой поверхностью электрода-ииструмеита 2. Если наибольшее межэлсктродное расстояние, при котором возникает пробой межэлектродного промежутка равно А, то плош,адь обработки для известного способа опредлины дуги Bt(B деляется как ироизведеиие на ширииу крута. По предлагаемому способу наружная поверхность шлифовального круга 1 обрабатывается вну тренней поверхностью электродаинструмента 3. При тех же условиях плош,адь обработки по предлагаемому способу определяется как произведение длины дуги АК.А иа ширину круга. Очевидно, что длина дуги АК.А значительно больше длины дуги ВК,В, соответственно этому увеличивается и плош,адь обработки. При диаметре шлифовального круга 120 мм, диаметре электрода-инструмеита 130 мм и ,2 мм плош;адь обработки ио известному способу в 8 раз меньше плош,ади обработки но предлагаемому способу. Увеличение илош,ади обработки иозволяет вести правку шлифовальных кругов при большей величиие средиего рабочего тока, с большим числом рабочих имиульсов, что обеспечивает увеличение производительности процесса профилирования при сохранении высокого качества заиравляемой поверхности. При ирофилировании шлифовального круга АПП 120X15X5X32 АСВ2ЬО/200 М59 100% по известиому способу на чистовом режиме ири частоте следования электрических импульсов 8 кГц получена наибольшая производительность съема 60 при среднем рабочем токе ЮЛ, по предлагаемому способу производительность съема металлоабразивного слоя возрастает до 90 .мм-/мин при среднем рабочем токе 15А. Паиболсе эффективен предлагаемый способ профилирования при выборе биения с поверхности шлифова.чьного круга. В этом случае выстуиающие участки иоверхности круга за один его оборот обрабатываются на длине дуги в 8 раз большей, чем ири обработке круга по известпому способу, это приводит к такому же увеличению производительности съема металлоабразивиого слоя. В итоге ободее время электроэрозионного профилирования шлифова.чьных кругов снижается в 1,5-2 раза. Формула изобретения Способ электроэрозионного ирофилирования шлифовальных кругов, осуществляемый при сообш,еиии кругу и иравящему электроду-ииструменту движения вращения, о т л и ч а ю щ и йс я тем, что, с целью повышеиия производительности, правку производят кольцеобразиььм электродом-инструментом с внутренней рабочей иоверхиостью, диаметр которой превышает диаметр круга, причем круг размещают внутри правящего электрода-ииструмента со смещением относительно оси его вращения, а величииу смещеиия определяют из условия обесиечения гарантированного рабочего зазора.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ электроконтактной обработки | 1972 |
|
SU493327A1 |
| Способ электроэрозионного профили-РОВАНия АбРАзиВНыХ КРугОВ | 1979 |
|
SU795839A1 |
| Способ электроэрозионного формирования радиусного профиля на алмазно-шлифовальном круге | 2021 |
|
RU2776570C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПРОФИЛЬНЫХ ШЛИФОВАЛЬНЫХ КРУГОВ | 2008 |
|
RU2364497C1 |
| Способ профилирования шлифовального круга | 1988 |
|
SU1645117A1 |
| СПОСОБ ШЛИФОВАНИЯ СЛОЖНОПРОФИЛЬНЫХ ПОВЕРХНОСТЕЙ ДЕТАЛЕЙ | 2010 |
|
RU2432239C1 |
| Способ повышения точности и производительности круглого наружного шлифования | 2015 |
|
RU2621495C1 |
| Способ обработки сферических торцев деталей | 1977 |
|
SU654396A1 |
| Способ врезного шлифования профильной детали фасонным шлифовальным кругом | 1985 |
|
SU1271718A1 |
| Способ комбинированной правки абразивных кругов и устройство для его осуществления | 1986 |
|
SU1355393A1 |