Изобретение относится к области электроэрозионной обработки, в частности к снособам изготовления инструментов, предназначенных для электроэрозионного изготовления сложнонрофильных деталей типа кулачковых валиков методом обкатки.
Известен снособ изготовления металлического электрода-инструмента посредством гальвапопластического осаждепия металла на матрицу, получаемую свободным литьем со слепка. При этом слепок получают путем прокатывания эталонной детали но нластичиому материалу. Этот способ не позволяет получить достаточно высокую точность формообразования обрабатываемого профиля, так как при получении профиля электрода-инструмента никак не учитывается межэлектродный зазор, при котором осуществляется обработка детали. Кроме того, слепок, изготовленный из пластичного материала, не обладает необходимой механической прочностью и долговечностью.
Цель изобретения - повышение точности образования профиля электрода-инструмента за счет авто.матического учета межэлектродного зазора. Это достигается тем, что слепок изготавливают из стали методом электроэрозионной обкатки, причем в качестве инструмента иснользуют мастер-электрод, выполненный, например, из меди с профилем, соответствующим требуемому профилю обрабатываемой детали. М.астер-электрод включают в цепь генератора импульсов в качестве анода.
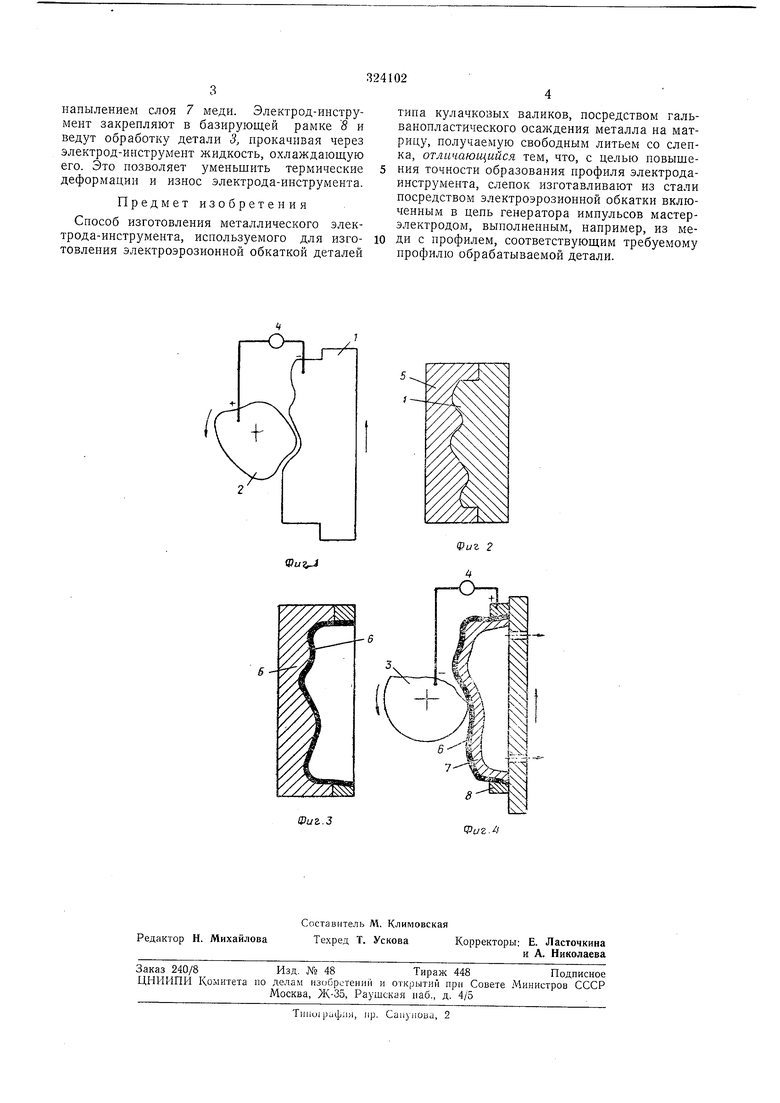
На фиг. 1 представлена схема образования слепка; на фиг. 2 - схема образования матрицы; на фиг. 3 - схема получения готового профиля электрода-инструмента; па фиг. 4 - схема обработки кулачкового валика.
Процесс изготовления электрода-инструмента осуществляется следующим образом. Слепок / изготавливают на электроэрозионном обкатном станке мастер-электродом 2, выполненным из меди и представляющим собой копию обрабатываемой детали 3 с требуемым профилем. Мастер-электрод 2 включен в цень генератора 4 импульсов в качестве анода. Обработку слепка ведут на том же оборудованнп и в тех же режимах, на которых
впоследствии обрабатывают деталь, учитывая таким образом межэлектродный зазор и износ электрода-инструмента.
Со слепка / свободным литьем из легкоплавкого кислотостойкого материала, нанри- lep сплава Гарта, образуют матрицу 5 (см. фиг. 2), по профилю которой изготавливают посредствол гальваиопластического осаждения собственно электрод-инструмент 6 (см. фиг. 3), внутреннюю поверхность которого занапылением слоя 7 меди. Электрод-инструмент закреиляют в базирующей рамке 8 и ведут обработку детали 3, прокачивая через электрод-инструмент жидкость, охлаждающую его. Это позволяет уменьшить термические деформации и износ электрода-инструмента.
Предмет изобретения
Способ изготовления металлического электрода-инструмента, используемого для изготовлеиия электроэрозионной обкаткой деталей
типа кулачковых валиков, посредством гальванопластического осаждения металла на матрицу, получаемую свободным литьем со слепка, отличающийся тем, что, с целью иовышения точности образования профиля электродаинструмента, слепок изготавливают из стали посредством электроэрозионной обкатки включенным в цепь генератора импульсов мастерэлектродом, выполненным, например, из меди с профилем, соответствующим требуемому профилю обрабатываемой детали.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ МЕТАЛЛИЧЕСКОГО ЭЛЕКТРОДА- ИНСТРУМЕНТА | 1969 |
|
SU252497A1 |
| Способ изготовления электрода-инструмента для электроэрозионного профилирования алмазно-абразивных кругов | 1980 |
|
SU889367A1 |
| Способ изготовления электрода-инструмента | 1982 |
|
SU1351731A2 |
| Способ электроэрозионного изготовления формообразующих элементов вырубных штампов | 1982 |
|
SU1085730A1 |
| СПОСОБ ЭЛЕКТРОХИМИЧЕСКОЙ ОБРАБОТКИ | 1972 |
|
SU327032A1 |
| Способ электроэрозионного изготовления вырубных штампов | 1978 |
|
SU774891A1 |
| СПОСОБ ЭЛЕКТРОХИМИЧЕСКОЙ ОБРАБОТКИ ТЕЛЕСКОПИЧЕСКИХ КОНСТРУКЦИЙ ЗУБНЫХ ПРОТЕЗОВ | 2004 |
|
RU2270637C2 |
| СПОСОБ КОМБИНИРОВАННОЙ ОБРАБОТКИ | 2010 |
|
RU2492032C2 |
| Станок для электроэрозионной обработки проволочным электродом-инструментом | 1981 |
|
SU1068248A1 |
| Способ изготовления электрода-инструмента для размерной электрохимической обработки | 1982 |
|
SU1144815A1 |
Фиг 2
Фиг.З
-о
Фиг./
