Изобретение относится к шлифованию движущегося длинномерного материала абразивным инструментом и может быть использовано при шлифовании проволоки из бунта в бунт внутренней поверхностью абразивного инструмента.
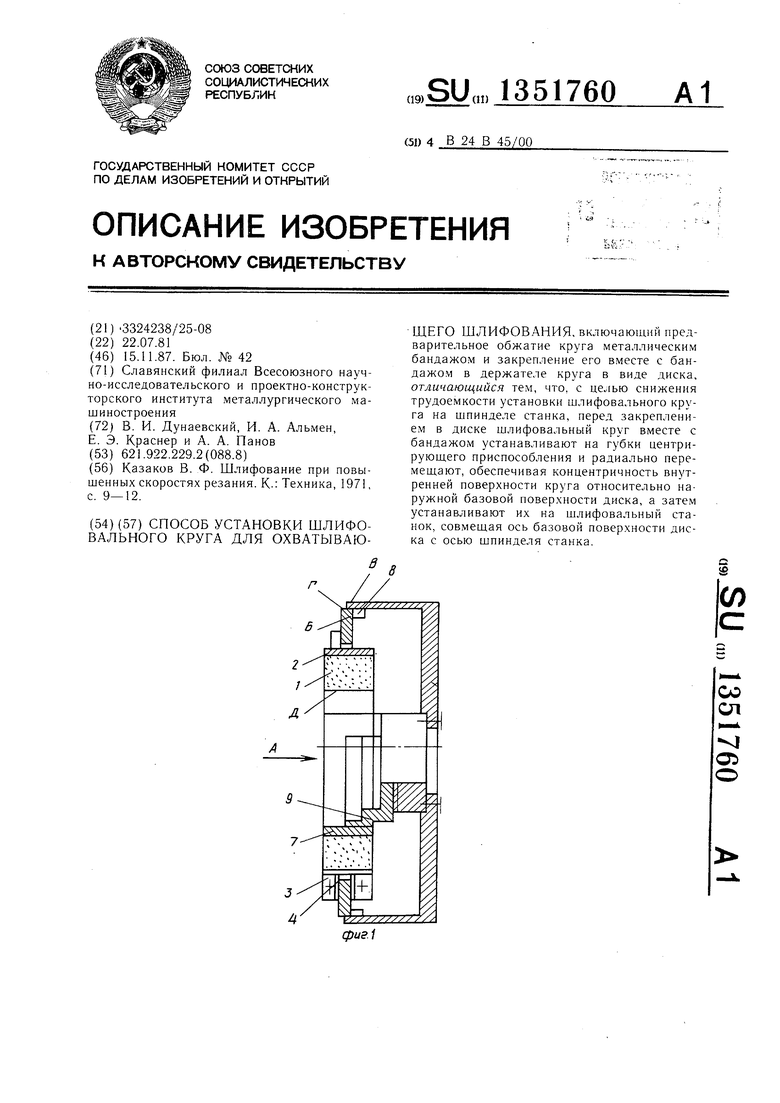
Известен способ установки шлифовального круга, включающий предварительное обжатие круга металлическим бандажом и закрепление его вместе с бандажом в держателе круга в виде диска.
Недостатко.м известного способа является высокая трудоемкость установки шлифовального круга на станке.
Цель изобретения - снижение трудоемкости шлифовального круга на шпинделе станка.
Поставленная цель достигается тем, что перед закреплением в диске шлифовальный круг вместе с бандажом устанавливают на губки центрирующего приспособления и радиально перемешают, обеспечивая концентричность внутренней поверхности круга относительно наружной базовой поверхности диска, а затем устанавливают их на щлифовальный станок, совмещая ось базовой поверхности диска с осью шпинделя станка.
На фиг. 1 показано устройство для осуществления способа, обший вид; на
0
фиг. 2 - вид А на фиг. 1; на фиг. 3 - разрез Б-Б на фиг. 2 (фиксирование диска и бандажа).
Способ установки шлифовального круга осуществляется следующим образом.
Шлифовальный круг 1 независимо от отклонений размеров наружного диаметра от номинального значения заключают в разъемный бандаж 2, снабженный губками 3, стягивают бандаж 2 резьбовым соединением 4, устанавливают проушинами 5 на центрирующий диск 6. При помощи центрирующих планок 7 и обоймы 8, имеющей базовую поверхность В, трехкулачкового пат- 5 рона 9 радиально перемещают внутреннюю поверхность Д шлифовального круга 1 относительно базовой поверхности Г центрирующего диска 6, затем фиксируют круг 1 с закрепленным бандажом 2 на центрирующем диске 6 резьбовым соединением 10. В фиксированном положении шлифовальный круг 1 с бандажом 2 снимают с обоймы 8 и устанавливают в шлифовальный станок (условно не показан), совмещая ось базовой поверхности диска с осью шпинделя станка.
Таким образом, предложенный способ установки шлифовального круга позволяет снизить трудоемкость установки шлифовального круга на станке.
0
5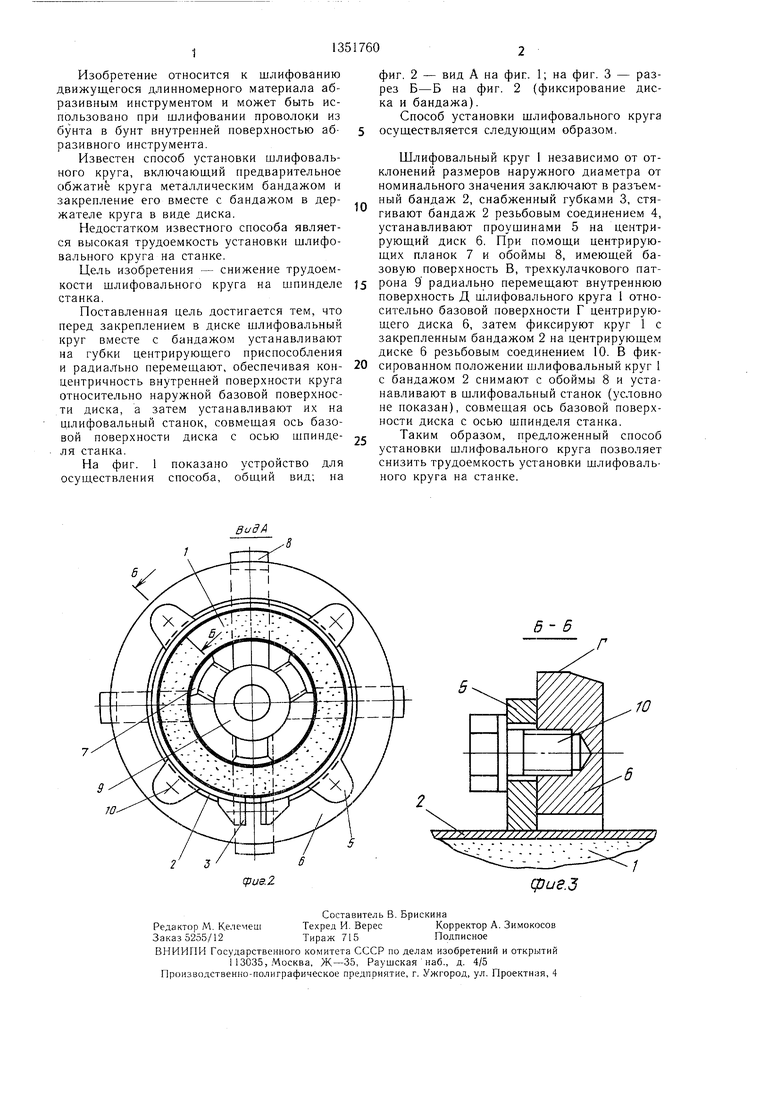
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для крепления шлифовального круга | 1982 |
|
SU1342709A1 |
| ШЛИФОВАЛЬНЫЙ СТАНОК С МНОЖЕСТВОМ ПАРАЛЛЕЛЬНЫХ АБРАЗИВНЫХ ЛЕНТ ДЛЯ ОДНОВРЕМЕННОГО ШЛИФОВАНИЯ ПОВЕРХНОСТЕЙ ОБРАБАТЫВАЕМЫХ ДЕТАЛЕЙ | 1993 |
|
RU2116880C1 |
| ГОЛОВКА ДЛЯ ШЛИФОВАНИЯ ЭЛЛИПТИЧЕСКИХ ПОВЕРХНОСТЕЙ ВАЛОВ | 2002 |
|
RU2211133C1 |
| СПОСОБ И СТАНОК ДЛЯ ОБРАБОТКИ КОЛЬЦЕВЫХ ПОВЕРХНОСТЕЙ | 2000 |
|
RU2215634C2 |
| СПОСОБ ОБРАБОТКИ ШЛИФОВАНИЕМ КОНСТРУКТИВНОГО ЭЛЕМЕНТА МАШИНЫ И ШЛИФОВАЛЬНЫЙ СТАНОК ДЛЯ ОСУЩЕСТВЛЕНИЯ СПОСОБА | 2008 |
|
RU2446037C2 |
| СПОСОБ ШЛИФОВАНИЯ ВИНТОВ | 2005 |
|
RU2305025C1 |
| СТАНОК ДЛЯ ШЛИФОВАНИЯ ПРОВОЛОКИ ПРИ ЕЕ ПЕРЕМАТЫВАНИИ С ОДНОГО БУНТА НА ДРУГОЙ | 1939 |
|
SU63489A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЛОПАТОЧНОЙ МАШИНЫ И ШЛИФОВАЛЬНЫЙ СТАНОК ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1996 |
|
RU2162782C2 |
| СТОПОРНЫЙ МЕХАНИЗМ ДЛЯ МНОГОЛЕНТОЧНОГО ШЛИФОВАЛЬНОГО СТАНКА | 1993 |
|
RU2118586C1 |
| Станок для обработки абразивных кругов | 1985 |
|
SU1263511A1 |
2 J
5- 6
Г
10
(puaZ
Составитель В. Брискина
Редактор М. Ке.чечешТехред И. ВересКорректор А. Зимокосов
Заказ 5255/12Тираж 715Подписное
ВНИИПИ Государственного комитета СССР по делам изобретений и открытий
113035, Москва, , Раушская наб., д. 4/5 Производственно-полиграфическое предприятие, г. Ужгород, ул. Проектиая, 4
фие.З
| Казаков В | |||
| Ф | |||
| Шлифование при повышенных скоростях резания | |||
| К.: Техника, 1971, с | |||
| Разборный с внутренней печью кипятильник | 1922 |
|
SU9A1 |
