Изобретение относится к станкостроениго и может быть использовано в поточно-автоматизированных линиях на операции одновременной обработки внутренней и наружной цилиндрических поверхностей абразивных кругов.
Целью изобретения является повьшение качества обработки кругов в пакете путем раздельного центрирования их по наружному и внутреннему диаметрам.
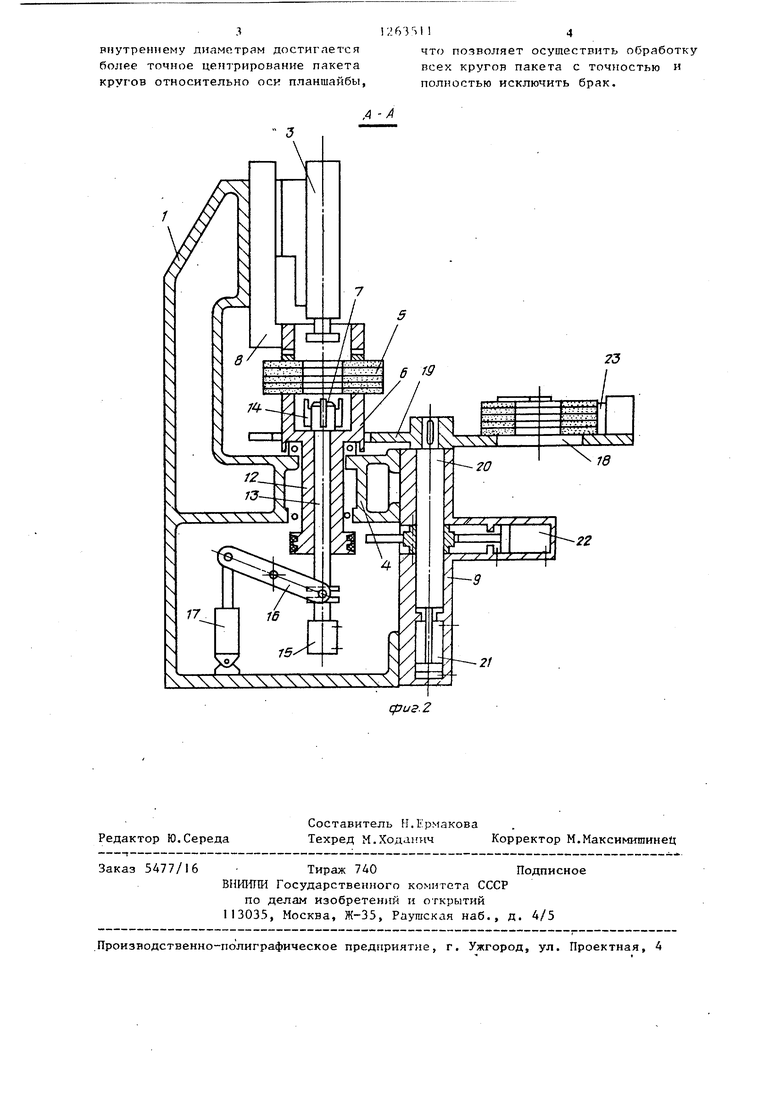
На фиг.1 схематически показан станок , вид сверху; на фиг.2 - разрез А-А на фиг.1.
Станок содержит станину ), шлифовальную бабку 2 для наружного шлифования, шлифовальную бабку 3 для внутреннего шлифования, бабку 4 изделийшлифовальных кругов 5 с планшайбой 6 механизм 7 центрирования пакета кругов по внутреннему диаметру, устройство 8 для зажима пакета на планшайбе 6, двухпозйционный механизм 9 загрузки, предназначенньй для переноса пакета кругов 5 с подаюш.яго. транспортера 10 на планшайбу бис планшайбы
на отводящий транспортер 1 1 .
I
Механизм 7 центрирования установлен внутри шпинделя 12 и имеет пиноль I3 с размещенным на ней кулачKOBbHvi патроном 14, который приводится в действие гидроцштиндром 15. Пиноль 13 связана посредством рычага 6 с цилиндром 17, который обеспечивает перемещение пиноли 13 внутри шпинделя. При этом цилиндр 17 может обеспечивать ступенчатое перемещение пнноли с остановками кулачкового патрона 14 на уровне каждого круга в пакете.
Механизм 9 загрузки закреплен на станине 1 и содержит загрузочный захват 18 и разгрузочный захват 19, которые установлены на подвижном в осевом направлении валу 20. Вал 20 имеет привод 21 подъема и привод 22 поворота. Загрузочный захват 18 снабжен механизмом центрирования пакета кругов 5 по наружному диаметру, выполненным в виде губок 23 высотой, равной высоте пакета кругов. Губки 23 подвижны в радиальном направлении
Станок имеет систему управления, которая обеспечивает последовательную работу механизмов станка в заданных режимах в полуавтоматическом или автоматическом циклах.
Станок работает с.псдуюпшм обрятом, 3 устянанливан1тся на загрузочный захват 18 подающим транспортером 10 и центрируются на захвате по
наружному диаметру губками 23. Установка кругов на захват производится во время обработки пакета, закрепленного на планщайбе. После окончания обработки составные, части станка перемещаются в исходные положения, чего включается привод 21 подъема вала 20, несущего захваты 18 и 19. При этом разгрузочный захват 19 поднимает обработанный пакет с планшайбы. Включается привод 22 поворота вала 20 и захваты 18 и 19 переносят пакеты к отводящему транспортеру 11, а пакет заготовку - в рабочую зону станка. При этом захват становится
соосно планшайбе. Вал 20 опускается до установки пакета заготовок на планшайбу 6. При этом губки механиз-. ма центрирования не выходят, из соприкосновения с наружным диаметром круга.
Включается цилиндр 17 подъема пиноли 13. Кулачковый патрон 4 входит в отверстие пакета. Включается гидроцилиндр 15, кулачки патрона 14 расходятся и производят центрирование кругов по внутреннему диаметру. При этом круги, занимавшие недопустимое поло- . жение для обработки отверстия, занимают положение, необходимое для качественной обработки.
Цилиндр 17 может перемещать пиноль 13 с кулачковым патроном 14 ступенчато с остановками на уровне каждого круга в пакете, во время которых разводятся кулачки патрона для центрирования кругов. После того, как центрирование пакета на планшайбе окончено, вал 20 возвращается в исходное положение, при этом загрузочный захват 17 с механизмом центрирования оказьтается в зоне загрузки. I
После зажима заготовок кулачки патрона 14 сжимаются и вместе с пинолью 13 патрон отводится в исходное положение. Включается привод вращения планшайбы 6 и сообщаются рабочие .перемещения шлифовальным бабкам 2 и 3, которые производят одновременную
обработку наружного и внутреннего диаметра пакета кругов.
Таким образом, благодаря центрированию кругов и по наружному и по
3
рнутрениему диаметрам достигается более точное центрирование пакета кругов относительно оси планшайбы,
1263SI14
что позволяет осутествить обработку всех кругов пакета с точностью и полностью исключить брак.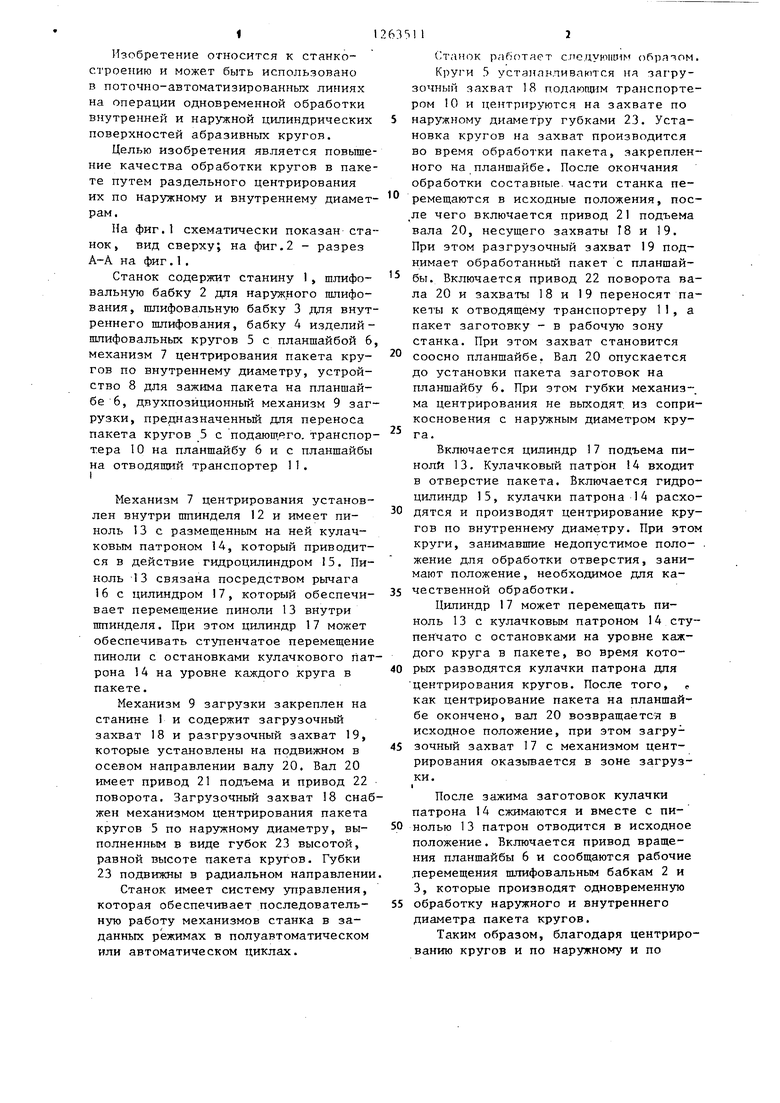
СТАНОК ДЛЯ ОБРАБОТКИ АБРА ЗИВНЫХ КРУГОВ, содержащий установл ные на станине шлифовальные бабки для наружного и внутреннего шлифования, бабку изделий с планшайбой, устройство для зажима кругов, механизм центрирования по наружному диаметру и механизм загрузки и разгрузки кругов, о тлич ающий ся тем, что, с целью повышения качества обработки кругов в пакете, он снабжен механизмом центрирования пакета кругов по внутреннему диаметру, выполненным в виде подвижной в осевом направлении пиноли с установленным на ней кулачковым патроном, который расположен соосно планшайбе, при этом механизм центрирования по наружному диаметру размещен на механизме загрузки.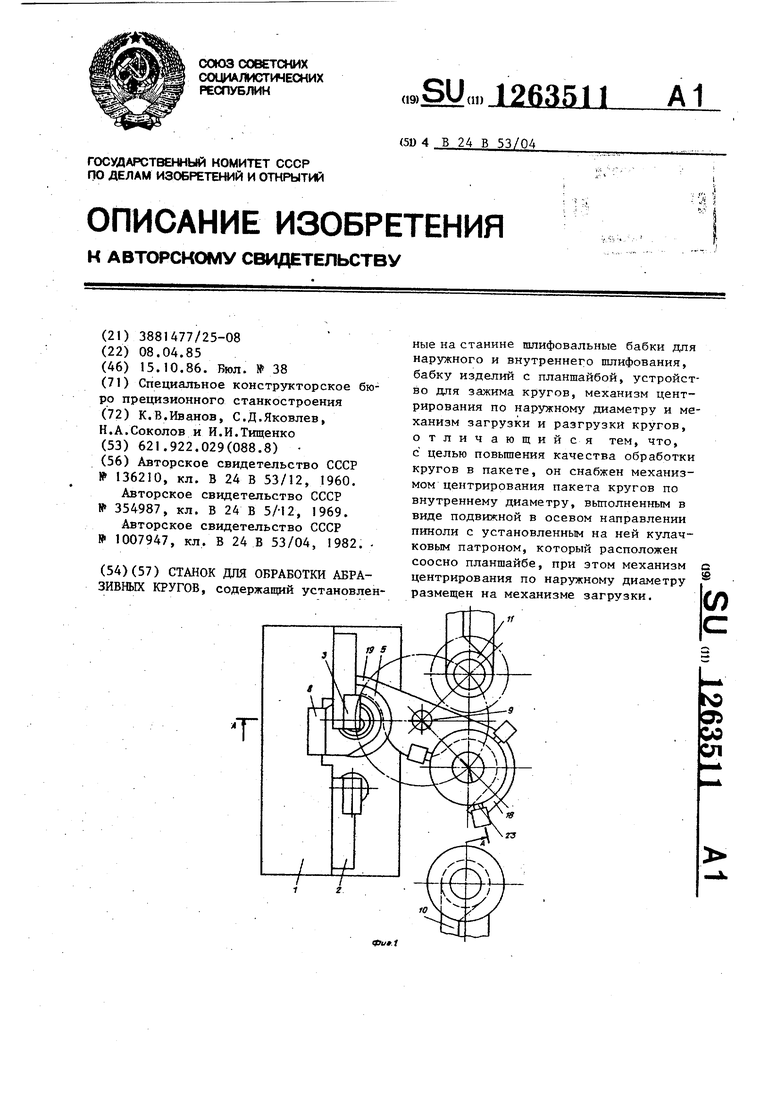
сриг.2
