АВТОМАТ ДЛЯ ХРОМИРОВАНИЯ ВНУТРЕННЕЙ ПОВЕРХНОСТИ
ПОЛЫХ ДЕТАЛЕЙ
Заявлено 3 мая 1960 г. за As 665606/22 в Комитет по делам изобретений
и открытий при Совете Министров СССР Опубликовано в «Бюллетене изобретеннй .Ys 2 за 1961 г.
Недостатком известных автоматов для хромирования внутренней поверхности иолых изделий является необходимость транспортировки последних от одного агрегата к другому.
Предлагаемый автомат не имеет транспортирующих устройств н движущихся деталей, что упрощает его конструкцию и повыщает надежность при эксплуатации.
Достигается это тем, что неподвижно установленные обрабатываемые изделия подвергаются всем видам обработки в одной точке автомата, для чего к ним поочередно через одни и те же полые аноды подаются необходимые на данной стадии обработки растворы или горячий воздух. Регулирование подачи надлежащих растворов осуществляется командоаииаратом, автоматически открывающим или перекрывающим соответствующие краны. Этот же командоаппарат регулирует температурный и электрический режимы на различных этапах технологического процесса.
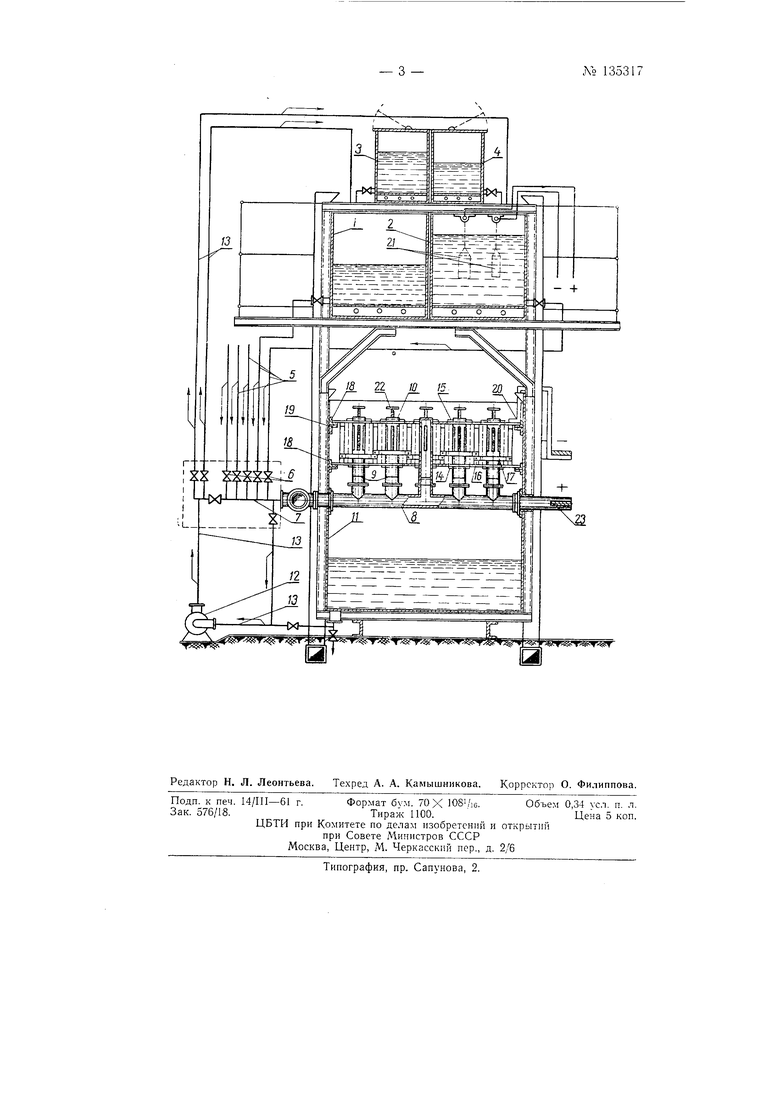
Автомат последовательно выполняет электрообезжиривание, холодную и горячую промывку, гальваническое осаждение покрытия, анодирование и сушку обрабатываемых изделий. Он состоит (см. чертеж) ил напорных баков / для обезжиривающего раствора и 2 - для электролита, дозатора 3, сосуда 4, для автоматической корректировки состава электролита подводящих растворы трубопроводов 5 с системой автоматически открываемых и закрываемых кранов 6, подводящего коллектора 7, коллектора 8, с патрубками и фланцами, центрирующих трубок 9, навинчивающихся на. них струйных анодов 10, сточного бака //, для стекающих растворов катодного устройства, центробежного насоса 12, системы трубопроводов 13 с кранами для возврата растворов из сточного тока в напорные емкости, а также источников постоянного тока, электроцодводки, командоаппарата и контрольно-измерительных приборовдатчиков (на чертеже не показанньтк). Катодное устройство состоит из
№ 135317
фланцев 14 и 15, жестко связанных штангами 16, на которых укреплены самораздвигающиеся хомуты 17 с пружинами для крепления обрабатываемых изделий. Катодное устройство устанавливается на винипластовых изоляторах 18 и уголками 19 крепится к корпусу сточной ванны. Электрический ток подводится к катодному устройству посредством катодной шины 20. Сточная ванна оборудована штуцерами для отвода растворов и вентиляционными бортовыми отсосами. Напорные баки для обезжириваюш,его устройства и электролита также имеют вентиляционные бортовые отсосы и снабжены электронагревателями с автоматическими терморегуляторами. Бак для электролита оборудован пластинчатыми электродами 21 и шинами, подводяшими постоянпый ток.
Горячий воздух для сушки деталей подводится к полым анодам по тому же коллектору, по которому в другое время подаются растворы. Аноды представляют собой трубки с заглушенным верхним концом и ручкой 22 для удобства монтажа. В стенках анодов имеется ряд сквозных отверстий, но которым поступает соответствующий раствор или горячий воздух. Постоянный ток к анодам подается через коллектор с патрубками посредством анодной шины 23.
Предмет изобретения
Автомат для хромирования внутренней поверхности полых деталей, состоящий из сборной и напорных емкостей, системы трубопроводов и насосов для нодачи растворов и горячего воздуха, нагревательных приборов, полых анодов струйного тина, катодно-опорного устройства и командоаппарата, отличающийся тем, что, с целью упрощения конструкции и устранения транспортировки деталей в процессе их обработки в автомате, подача к ним растворов и горячего воздуха производится поочередно через одни и те же полые аноды, для чего автомат снабжен системой кранов, автоматически переключаемых командоаппаратом, который регулирует также температурный и электрический режимы на различных этапах обработки деталей.