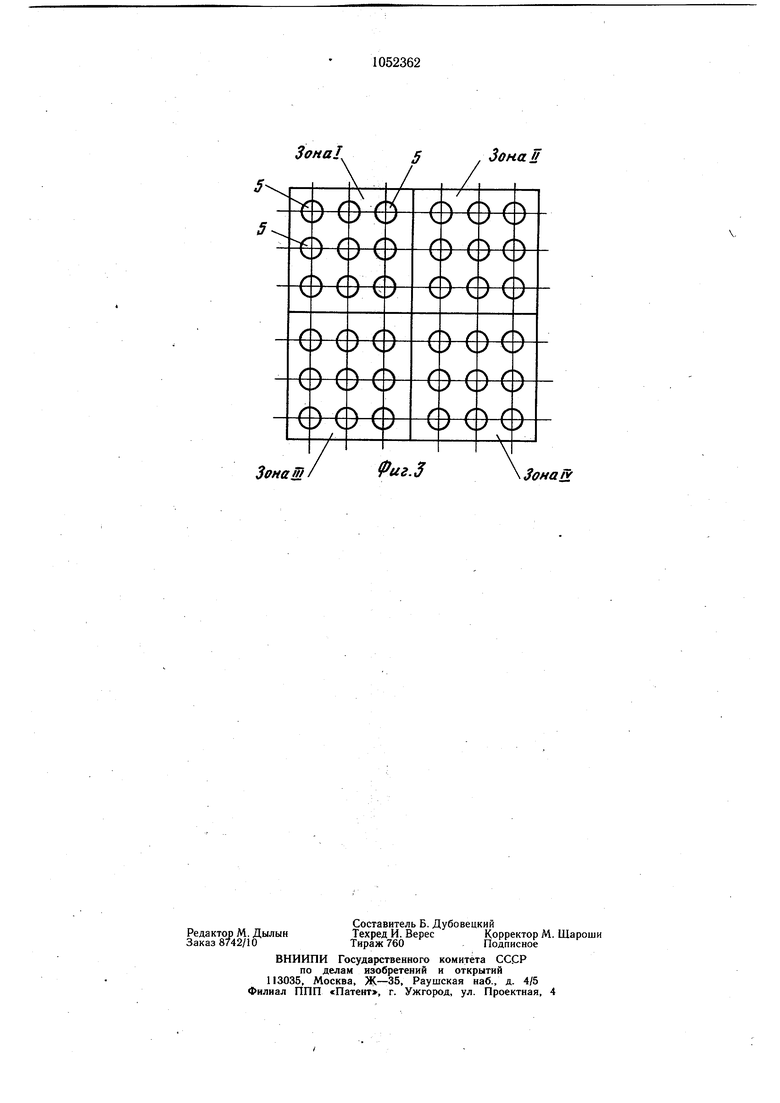
Изобретение относится к станкостроению, а именно к металлорежущим станкам с числовым программным управлением. Известны металлорежущие станки с многошпиндельными головками и автоматической сменой инструмента, содержащие стойку с приспособлением для установки деталей и магазином инструментов 1. Недостатком известных станков является то, что приспособление для установки деталей и магазин инструментов расположены на одной стороне стойки. При этом все щпиндели расположены в одной плоскости. Такая компоновка ограничивает количество одновременно обрабатываемых деталей и инструментов, употребляемых при обработке деталей. Цель изобретения - расширение технологических возможностей станка путем увеличения емкости магазина инструментов. Указанная цель достигается тем, что в металлорежущем станке с многошпиндельНОИ головкой и автоматической сменой инструмента, содержащем стойку с приспособлением для установки деталей и магазином инструментов, приспособление для установки деталей и магазин инструментов расположены на противоположных сторонах стойки, причем последняя установлена с возможностью поворота для размещения инструментов в рабочей зоне при смене. На фиг. 1 - показан станок в процессе обработки детали; на фиг. 2 - то же, при смене инструмента; на фиг. 3 - зоны размещения групп инструмента, соответствующих определенным шпинделям. Металлорежущий станок содержит шпиндельную бабку 1, многошпиндельную головку 2, подвижный рабочий стол 3 и магазин инструментов. Магазин инструментов выполнен в виде стойки 4 с гнездами 5 для закрепления инструментальных оправок б, На противоположной стороне стойки 4 расположено приспособление 7 для установки деталей 8. Каждому шпинделю многошпиндельной головки 2 соответствует определенная группа инструментов. Группы инструментов для каждого шпинделя размещены на стойке 4 с шагом равным расстоянию между шпинделями многошпиндельной головки 2 (фиг. 3) и занимают, например, зоны I, II, III, IV. Станок работает следующим образом. При смене инструментальных оправок 6 в шпинделях головки 2 стол 3 отходит в крайнее от головки 2 положение. После этого происходит разворот стола 3 (фиг. 2), при котором хвостовики инструментальных оправок 6 оказываются сориентированными с возможностью установки в приемные конуса шпиндельной головки 2. Затем перемещением стола 3 и щпиндельной бабки 1 шпинделя располагаются против свободных гнезд 5 магазина инструментов в соответствии с программой обработки. Далее магазин инструментов перемещается к шпинделям головки 2 до размещения и фиксации захватной части инструментальных оправок в гнездах 5. После этого инструментальные оправки 6 освобождаются от крепления в шпинделях, магазин отходит от головки 2. Для приема инструмента для последующей операции головку 2 устанавливают в соответствии с координатами этого инструмента. Перемещением магазина инструментов вводят и зажимают инструментальные оправки 6 в конусах соответствующих шпинделей. После цикла смены инструмента стол 3 возвращают в исходное положение для последующей обработки деталей. В предложенном станке по сравнению с известным приспособление для установки деталей и магазин инструментов размешены на противоположных вертикальных плоскостях стойки, а стойка установлена с возможностью поворота вокруг вертикальной оси рамещения инструментов в рабочей зоне шпинделей при смене, что расширяет технологические возможности станка.
ЗонаШ
3oH.au
SoHuiy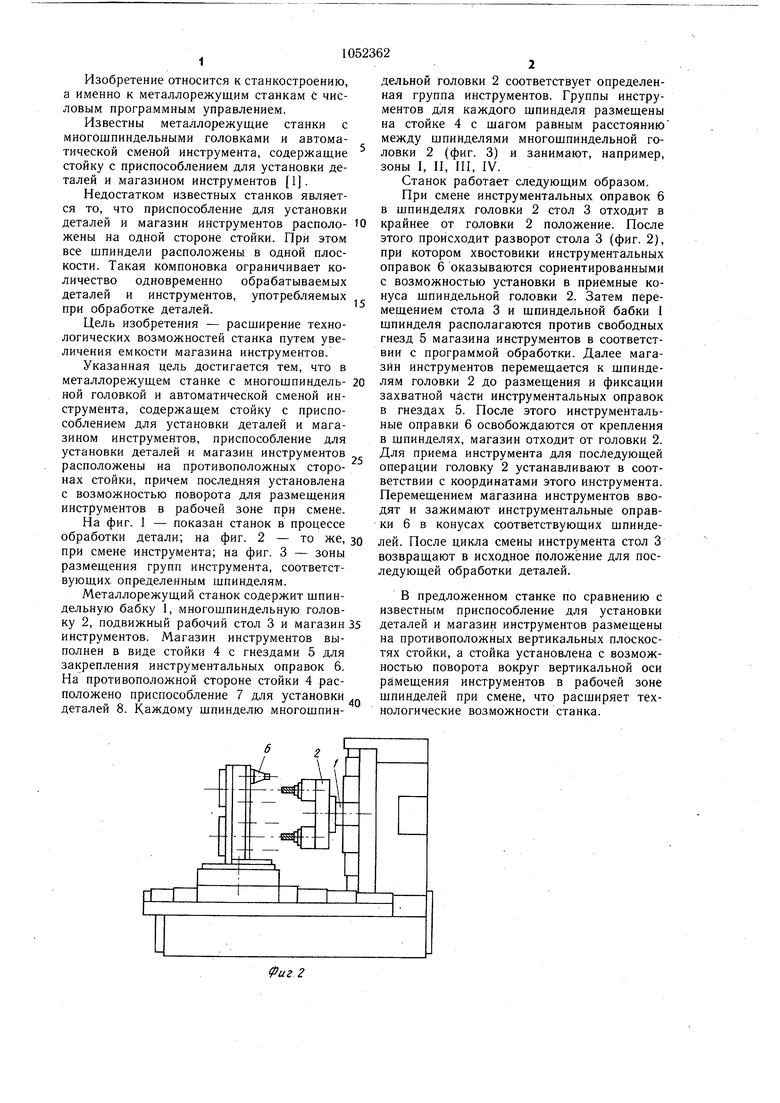
| название | год | авторы | номер документа |
|---|---|---|---|
| Многооперационный станок с автоматической сменой инструмента | 1983 |
|
SU1133799A1 |
| МНОГОЦЕЛЕВОЙ СТАНОК | 2014 |
|
RU2556180C1 |
| Устройство для автоматическойСМЕНы иНСТРуМЕНТОВ HA МЕТАллО-РЕжущЕМ CTAHKE | 1978 |
|
SU852163A3 |
| Устройство для автоматической смены инструмента и инструментальных головок на металлорежущем станке | 1987 |
|
SU1481026A1 |
| Многоцелевой станок с автоматической сменой инструмента | 1987 |
|
SU1834784A3 |
| Многоцелевой станок с подвижным порталом | 1990 |
|
SU1798110A1 |
| Автоматизированный технологический комплекс | 1985 |
|
SU1349969A1 |
| Многоцелевой станок с автоматической сменой инструмента | 1986 |
|
SU1342669A1 |
| Металлорежущий станок | 1980 |
|
SU1131464A3 |
| Многооперационный станок | 1979 |
|
SU880689A1 |
МЕТАЛЛОРЕЖУЩИЙ СТАНОК с много шпиндельной головкой и автоматической сменой инструмента, содержащий стойку с приспособлением для установки деталей и магазином инструментов, отличающийся тем, что, с целью расширения технологических возможностей путем увеличения емкости магазина инструментов, приспособление для установки деталей и магазин инструментов расположены на противоположных сторонах стойки, причем последняя установлена с возможностью поворота для размещения инструментов в рабочей зоне при смене. (Л ел ts3 со О5 N3 (риг. 1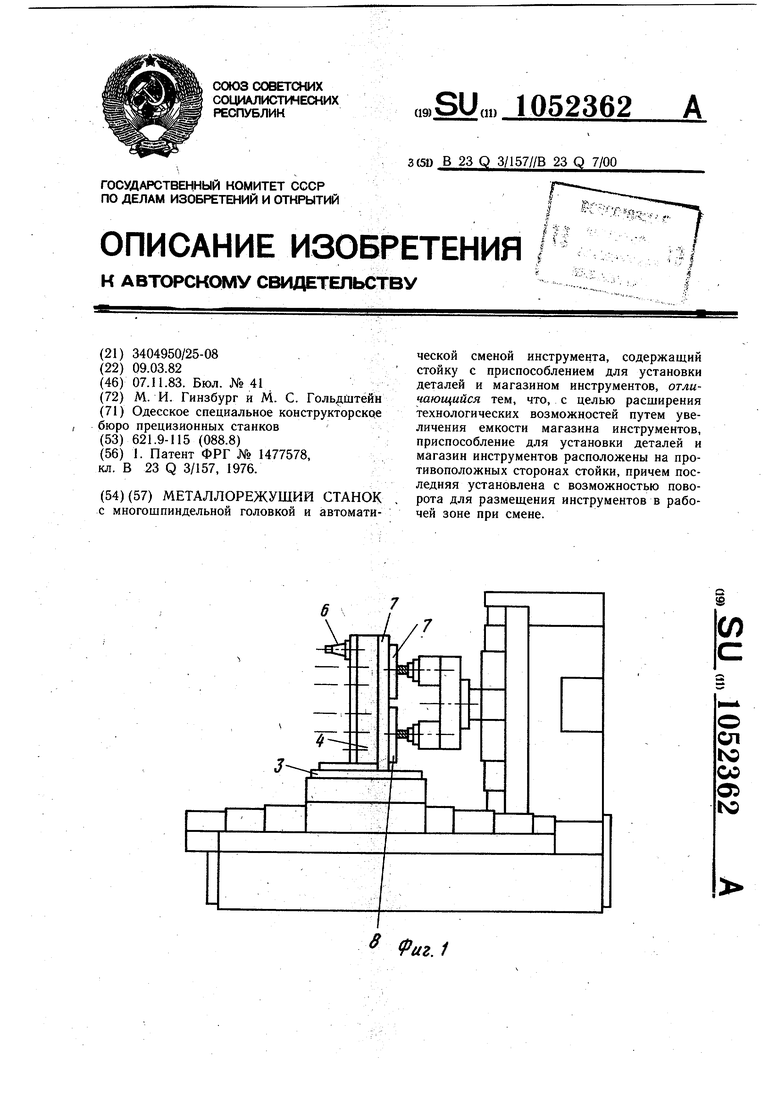
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Устройство для обнаружения боксования колесных пар тепловоза | 1987 |
|
SU1477578A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
