Предлагаемый алмазно-расточной станок предназначен преимущественно для обработки внутренних закрытых поверхностей, например, в задвижках трубопроводной арматуры и может быть использован в металлообрабатывающей промышленности.
Известны алмазно-расточные станки, щпиндельные головки и приспособление для крепления изделий которых выполнены устаповочно перемещаемыми с помощью кезависнмы.х приводов, например гидроцилиндров, а инструментальный блок соединяется после установки изделия с приводпой борщтангой, ориентированной в заданном угловом положении.
Предлагаемый алмазно-расточной станок отличается от известных тем, что инструментальный блок смонтирован в приспособлении для крепления изделий с возможностью самоустановки и центрируется во время загрузочных операций фиксирующим устройством приспособления, а во время наладочных и рабочих - двумя приводными борщтангами, расположенными по обе стороны блока и сообщающими ему вращение.
Для обеспечения безрисочного вывода ориентированного инструмента из расточенного отверстия в нредлагаемом станке одна из шпиндельных головок снабжена силовым механизмом отвода борщтанги вдоль ее оси на небольшую величину, выполненным, например, в виде подвижного гидроунора.
Механизм фиксации блока выполнен в виде подвижной в направлении, перпендикулярном оси расточки, оправки, на которой смонтированы базирующие призмы и упругие фиксирующие элементы, взаи.модействующие с соответствующими гнездами корпуса блока. Указанные отличия позволяют обеспечивать точность, качество и производительность при обработке закрытых поверхностей.
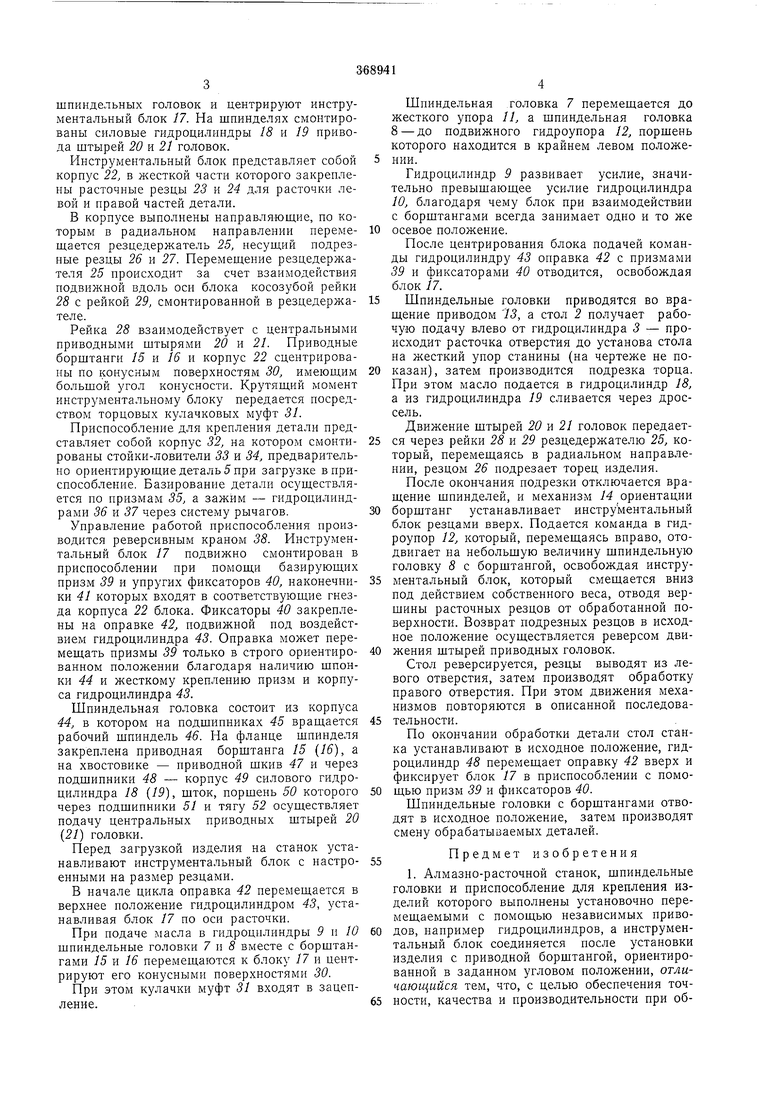
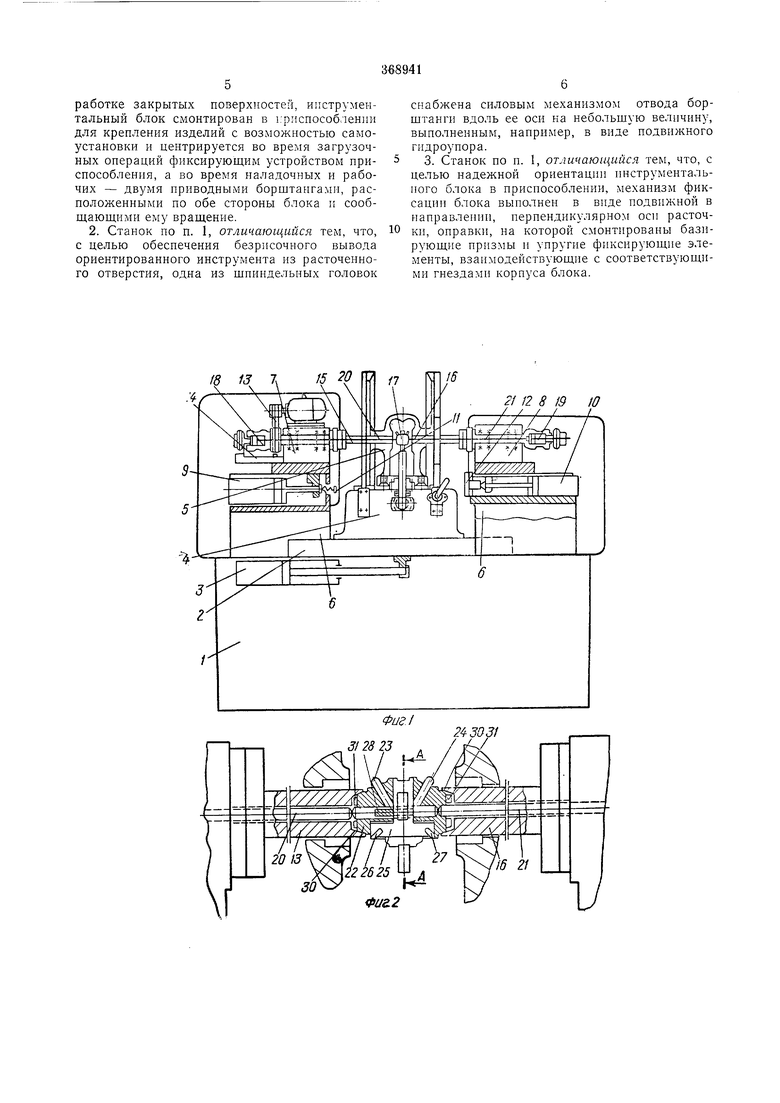
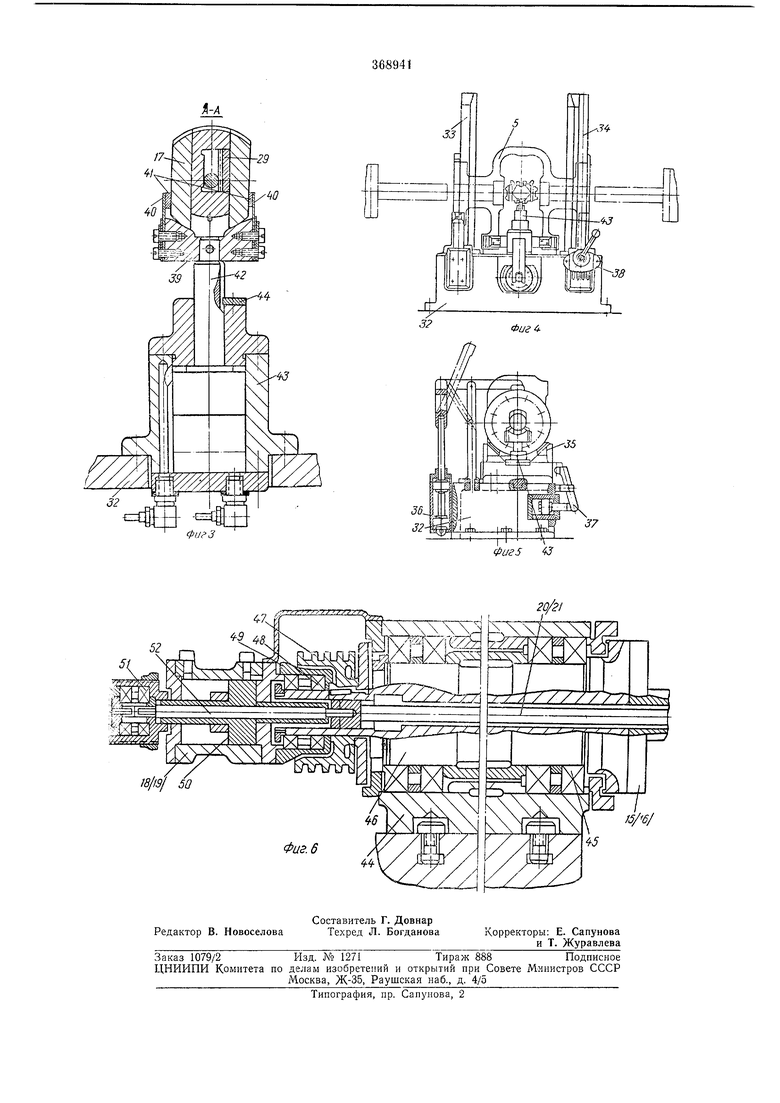
На фиг. 1 изображе1;а кинематическая схема предлагаемого станка; на фиг. 2- узел инструментального блока; на фпг. 3 - разрез по А-А па фиг. 2; на фиг. 4 - общий вид приспособления для крепления детали, вид спереди; на фиг. 5-то же, вид сбоку; на фиг. G- продольный разрез щпиндельной головки станка.
На станине 1 расположен стол 2, перемещаемый гидроцилиндром 3. На столе закреплено приспособление 4 для крепления изделия 5. На краях станины смонтированы мостики 6, несущие щпиндельные головки 7 и 8, подвижные под воздействием гидроцилиндров 9 и 10. Ход шпиндельной головки 7 ограничен
настраиваемым жестким упором И, а щпиндельной головкп 8 - подвпжным гидроупором 12.
Шпиндельные головки снабжены приводом 13 вращения и механизмом 14 ориентации
борштанг в заданном угловом положении. Борщтанги 15 и 16 закреплены к фланцам
шпиндельных головок и центрируют инструментальный блок 17. На шпинделях смонтированы силовые гидроцилындры 18 и 19 привода штырей 20 и 21 головок.
Инструментальный блок представляет собой корпус 22, в жесткой части которого закреплены расточные резцы 23 и 24 для расточки левой и правой частей детали.
В корпусе выполнены направляюшие, по которым в радиальном направлении перемещается резцедержатель 25, несуший подрезные резцы 26 и 27. Перемещение резцедержателя 25 происходит за счет взаимодействия подвижной вдоль оси блока косозубой рейки 28 с рейкой 29, смонтированной в резцедержателе.
Рейка 28 взаимодействует с центральными приводными штырями 20 и 21. Приводные борштанги 15 и 16 и корпус 22 сцентрированы по конусным поверхностям 30, имеющим большой угол конусности. Крутящий момент инструментальному блоку передается посредством торцовых кулачковых муфт 31.
Приспособление для крепления детали представляет собой корпус 32, на котором смонтированы стойки-ловители 33 и 34, предварительно ориентирующие деталь 5 при загрузке в приспособление. Базирование детали осуществляется по призмам 55, а зажим - гидроцилиндрами 36 и 37 через систему рычагов.
Управление работой приспособления производится реверсивным краном 38. Пнструментальный блок 17 подвижно смонтирован в приспособлении при помощи базирующих призм 39 и упругих фиксаторов 40, наконечники 41 которых входят в соответствующие гнезда корпуса 22 блока. Фиксаторы 40 закреплены на оправке 42, подвижной под воздействием гидроцилиндра 43. Оправка может перемещать призмы 39 только в строго ориентированном положении благодаря наличию шпонки 44 и жесткому креплению призм и корпуса гидроцилиндра 43.
Шпиндельная головка состоит из корпуса 44, в котором на подшипниках 45 вращается рабочий щпиндель 46. Па фланце шпинделя закреплена приводная борштанга 15 (16), а на хвостовике - приводной шкив 47 и через подшипники 48 - корпус 49 силового гидроцилиндра 18 (19), шток, поршень 50 которого через подшипники 51 и тягу 52 осуществляет подачу центральных приводных штырей 20 (21) головки.
Перед загрузкой изделия на станок устанавливают инструментальный блок с настроенными на размер резцами.
В начале цикла оправка 42 перемещается в верхнее поло}кение гидроцилиндром 43, устанавливая блок 17 по оси расточки.
При подаче масла в гидроцилиндры 9 и 10 шпиндельные головки 7 и S вместе с борштангами 15 и 16 перемещаются к блоку /7 и центрируют его конусными поверхностями 30.
При этом кулачки муфт 31 входят в зацепление.
Шпиндельная головка 7 перемещается до
жесткого упора //, а щпиндельная головка
8 - до подвижного гидроупора 12, поршень
которого находится в крайнем левом положеНИИ.
Гидроцилиндр 9 развивает усилие, значительно превышающее усилие гидроцилиндра 10, благодаря чему блок при взаимодействии с борщтангами всегда занимает одно и то же
осевое положение.
После центрирования блока подачей команды гидроцилиндру 43 оправка 42 с призмами 39 и фиксаторами 40 отводится, освобождая блок 17.
Шпиндельные головки приводятся во вращение приводом 75, а стол 2 получает рабочую подачу влево от гидроцилиндра 5 - происходит расточка отверстия до установа стола на жесткий упор станины (на чертеже не показан), затем производится подрезка торца. При этом масло подается в гидроцилиндр 18, а из гидроцилиндра 19 сливается через дроссель. Движение штырей 20 и 21 головок передается через рейки 28 и 29 резцедержателю 25, который, перемещаясь в радиальном направлении, резцом 26 подрезает торец изделия.
После окончания подрезки отключается вращение шпинделей, и механизм 14 ориентации
борштанг устанавливает инструментальный блок резцами вверх. Подается команда в гидроупор 12, который, перемещаясь вправо, отодвигает на небольшую величину шпиндельную головку 8 с борштангой, освобождая инструментальный блок, который смещается вниз под действием собственного веса, отводя вершины расточных резцов от обработанной поверхности. Возврат подрезных резцов в исходное положение осуществляется реверсом движения штырей приводных головок.
Стол реверсируется, резцы выводят из левого отверстия, затем производят обработку правого отверстия. При этом движения механизмов повторяются в описанной последовательности.
По окончании обработки детали стол станка устанавливают в исходное положение, гидроцилиндр 48 перемещает оправку 42 вверх и фиксирует блок 17 в приспособлении с помощью призм 39 и фиксаторов 40.
Шпиндельные головки с борщтангами отводят в исходное положение, затем производят смену обрабатываемых деталей.
Предмет изобретения
1. Алмазно-расточной станок, шпиндельные головки и приспособление для крепления изделий которого выполнены установочно перемещаемыми с помощью независимых приводов, например гидроцилиндров, а инструментальный блок соединяется после установки изделия с приводной борштангой, ориентированной в заданном угловом положении, отличающийся тем, что, с целью обеспечения точности, качества и производительности при обработке закрытых поверхностей, инструментальный блок смонтирован в криспособленни для крепления изделий с возможностью самоустановки и центрируется во время загрузочных операций фиксирующим устройствомприспособлення, а во время наладочных и рабочих - двумя приводными борштангамн, расположенными по обе стороны блока и сообщающими ему вращение.
2. Станок но п. 1, отличающийся тем, что, с целью обеспечения безрисочного вывода ориентированного инструмента на расточенного отверстия, одна из шпиндельных головок
6
снабжена силовым механизмом отвода борщтанги вдоль ее осп на небольшую величину, выполненным, например, в виде подвил ного гндроупора.
3. Станок по п. 1, отличающийся тем, что, с целью надежной ориентации пнструментального блока в приспособлении, механизм фиксации блока выполнен в внде подвижной в направленнп, перпендикулярном осп расточни, оправки, на которой смонтированы базирующие прнзмы п упругие фиксирующие элементы, взаимодействующие с соответствующими гнездами корпуса блока.
| название | год | авторы | номер документа |
|---|---|---|---|
| Алмазно-расточной станок | 1972 |
|
SU452439A1 |
| АЛМАЗНО-РАСТОЧНОЙ СТАНОК | 1973 |
|
SU374125A1 |
| Станок для обработки внутренних фасонных поверхностей | 1980 |
|
SU1024175A1 |
| ТОНКОРАСТОЧНЫЙ СТАНОК ДЛЯ ОБРАБОТКИ ОТВЕРСТИЙ И ТОРЦОВ КОРЕННЫХ ОПОР В БЛОКАХ ДВИГАТЕЛЕЙ | 1971 |
|
SU301020A1 |
| МНОГОШПИНДЕЛЬНЫЙ АЛМАЗНО-РАСТОЧНОЙ СТАНОК | 1971 |
|
SU302180A1 |
| Металлорежущий станок | 1983 |
|
SU1093423A1 |
| УСТРОЙСТВО для ВЫВОДА ИНСТРУМЕНТА БЕЗ ОБРАЗОВАНИЯ РИСКИ | 1972 |
|
SU335041A1 |
| ГЛУБОКОРАСТОЧНОЙ СТАНОК | 1969 |
|
SU242638A1 |
| Многопозиционный алмазно-расточный станок | 1972 |
|
SU559780A1 |
| АГРЕГАТНЫЙ СТАНОК | 1969 |
|
SU241920A1 |
f8 /J 7,
.4.
/ f2 8 i9 Ю
/ / / / /
Фиг
