Изобретение относится к станкостроению и может быть использовано на промьшшенных предприятиях, выпускающих машины и оборудование, оснащенные гидроприводом.
Цель изобретения - повышение качества изготавливаемых деталей и повышение производительности путем упрощения эксплуатации.
На чертеже схематически изображен предлагаемый станок.
Станок содержит смонтированные на станине шпиндельный узел с гидрав лическим механизмом подачи, вьтолнен ным в виде гидроцилиндра 1, гидравли ческий механизм 2 зажима, гидронасос 3, электродвигатель 4 привода насоса и шпиндельного узла, предохранительный клапан 5 с дистанционным управлением разгрузки, гидрораспределител 6 гидроцщ1индра 1, гидрораспределитель 7 мехайизма зажима, подпорный клапан 8, пропорциональньй клапан 9, поддерлсивающий постоянное отношение
давлений
PL к Р.
где Р -- давление
а Р - давление
на входе в клапан, на выходе из клапана и гидробака 10. Станок содержит также трубопровод 11, соединяющий механизм 2 зажима с гид- рораспределителем 7, нагнетающую магистраль 12, соединяющую гидронасос 3 через предохранительньй клапан 5 и гидрораспределитель 7 с механизмом 2 зажима. Сливная магистраль 13 соединяет гидрораспределитель 7 и предохранительный клапан 5 с гидробаком 10. Всасьшающая магистраль 14 соединяет гидробак 10 с гидронасосом 3. В нагнетающей магистрали 12 установлен пропорциональный клапан 9.
Наличие подпорного клапана 8, настроенного на небольшое давлен позволяет производить вспомогател ные операции (предварительньш заж
Станок р.аботает следующим образом Рабочий инструмент развальцовка)
v/ii w-lyci.xjicir Ч.
15 устанавливается в шпиндель станка, ,«
чэ трубы, отвод шпинделя в исходное а предназначенная для развальцовки
труба - в механизм зажима. При включении электродвигателя 4 начинает вращаться шпиндель 1 и включается в работу насос 3. При этом предохранительный клапан 5 разгружен и рабочая жидкость от насоса 3 через предохранительньй. клапан 5 сливается в гидробак 10. При включении распределителя 7 в положение Зажим разгрузка
положение), не вызьшак перегрева бочей жидкости в гидросистеме ст а также позволяет не производить выключение и включение электродви 50 теля 4 во время пауз между сняти и установкой на станок деталей (тр
Предлагаемьй станок обеспечива взаимосвязь между усилиями подачи
55
зажима, обеспечивает более высоко качество изготовления деталей (тр отличается простотой в эксплуатац Кроме того, не требуется наличия циально подготовленного персонала
автоматически прекращается и в нагнетающей магистрали станка возникает давление, соответствующее настройке подпорного клапана 8 (10-8 атм), при
13535592 .
этом в рабочую полость механизма зажима.поступает рабочая жидкость под
р. давлением Р тг осуществляется
К
предварительный зажим трубы 16. В исходном положении распределителя 6 нерабочая полость механизма подачи шпинделя подключена к линии нагнетания, а рабочая полость - к линии слива и шпиндель находится в крайнем правом положении. При включении распределителя 6 рабочая полость будет подключена к линии нагнетания, а нерабочая полость - к линии слива и шпиндель начнет перемещаться влево. При соприкосновении рабочего инстру- мента 15 развальцовки с трубой и по ме- ре осуществления развальцовки трубы давление Р в нагнетающей магистрали станка будет расти соответственно сопротивляемости деформации материала трубы. При этом в рабочей полости механизма зажима давление Р также будет расти пропорционально давлению Р,, т.е.
усилие зажима трубы и усилие, создаваемое рабочим инструментом на трубу также будут изменяться взаимосвязано и- пропорционально. При окончании развальцовки трубы распределитель 6 устанавливается в исходное положение и шпиндельный узел перемещается в крайнее правое положение.
В нагнетающей магистрали станка вновь установится давление, соответ- ствующее настройке подпорного клапана 8. Распределитель 7 переключают в положение .Разжим и обработанная труба вынимается из зажимного устройства. Затем процесс .повторяется вновь.
Наличие подпорного клапана 8, настроенного на небольшое давление, позволяет производить вспомогательные операции (предварительньш зажим
Jl v/ii w-lyci.xjicir Ч.
чэ трубы, отвод шпинделя в исходное
положение), не вызьшак перегрева рабочей жидкости в гидросистеме станка, а также позволяет не производить выключение и включение электродвига- 50 теля 4 во время пауз между снятием и установкой на станок деталей (труб).,
Предлагаемьй станок обеспечивая взаимосвязь между усилиями подачи и
55
зажима, обеспечивает более высокое качество изготовления деталей (труб); отличается простотой в эксплуатации. Кроме того, не требуется наличия специально подготовленного персонала
для переналадки станка перед развальцовкой нового вида труб.
Формула изобрете ния
Станок для развальцовки труб, содержащий шпиндельный узел с механизмом подачи, гидравлический механизм зажима деталей с гидрораспределителем, предохранительный клапан, гид- робак, гидронасос, электродвигатель, кинематически подключенный к гидронасосу и шпиндельному узлу, трубопроводы, соединяющие механизм зажима с его гидрораспределителем, нагнетающую магистраль, соединяющую гидронасос с гидрораспределителем механизма зажима и предохранительным клапаном, сливную магистраль, соединяющую гид- .рораспределитель и предохранительный клапан с гидробаком, и всасьгоающую магистраль, соединяюгчую гидробак с
гидронасосом, отличающий- с я тем, что, с целью повышения качества изготавливаемых деталей и повьппения производительности путем упрощения эксплуатации, механизм подачи шпиндельного узла выполнен в виде гидроцилиндра и снабжен гидрораспределителем, подключенным к полостям гидроцилиндра трубопроводами, а также к нагнетающей и сливной магистралям станка, а станок дополнительно снабжен - подпорным и пропорциональным клапанами, подпорный из которых подключен к трубопроводу, соединяющему гидрораспределитель с нерабочей полостью гидроцилиндра с одной стороны и гидробаком - с другой, а пропорциональный клапан установлен в нагнетающей магистрали станка между гидронасосом и гидрораспределителем механизма зажима.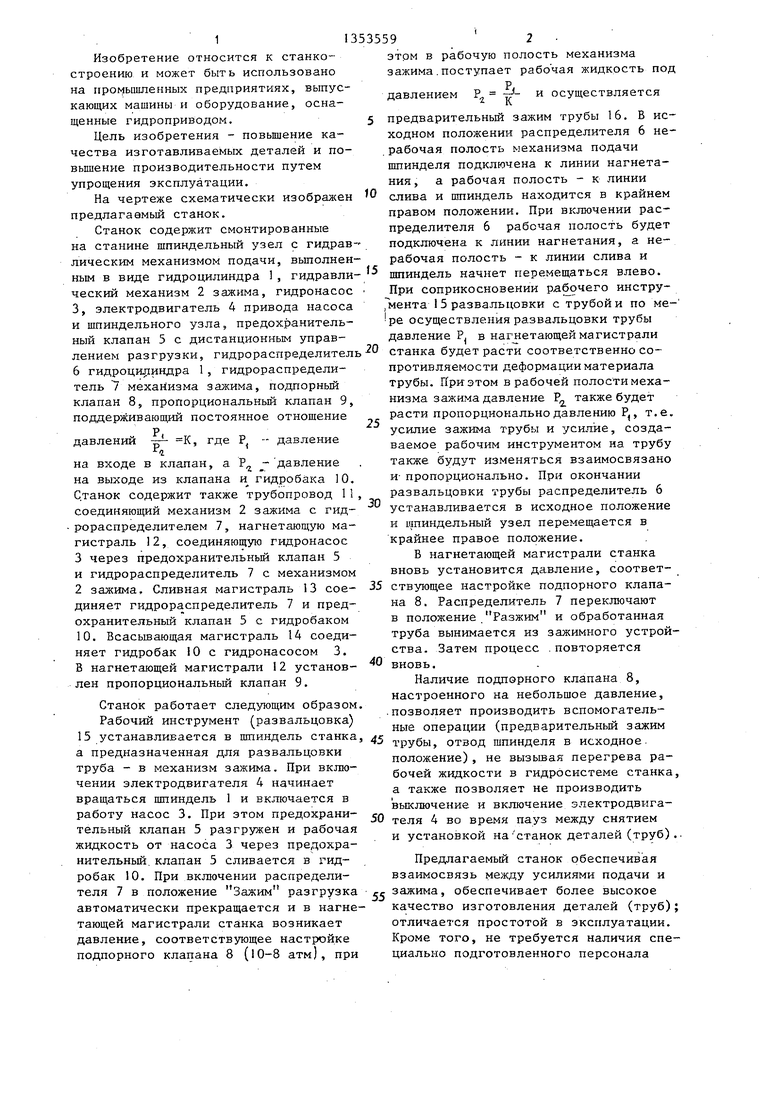
| название | год | авторы | номер документа |
|---|---|---|---|
| ГИДРОСИСТЕМА МНОГОДИАПАЗОННОЙ МНОГОПОТОЧНОЙ ЭЛЕКТРОМЕХАНИЧЕСКОЙ ТРАНСМИССИИ | 2014 |
|
RU2555576C1 |
| Многооперационный станок | 1983 |
|
SU1126406A1 |
| Гидропривод протяжного станка | 2021 |
|
RU2760012C1 |
| Гидравлический механизм перемещения угольного комбайна | 1977 |
|
SU746109A1 |
| ГИДРАВЛИЧЕСКАЯ СИСТЕМА БРОНИРОВАННОЙ РЕМОНТНО-ЭВАКУАЦИОННОЙ МАШИНЫ | 2014 |
|
RU2553620C1 |
| Устройство для поперечной резки труб | 1980 |
|
SU948559A1 |
| Гидросистема рулевого управления колесного транспортного средства | 1983 |
|
SU1146227A1 |
| Гидравлическая система управления поворотом гусеничной машины | 1983 |
|
SU1134455A1 |
| Гидромеханическая трансмиссия транспортного средства | 1987 |
|
SU1458256A1 |
| Летучий станок для резки труб | 1981 |
|
SU996112A1 |
Изобретение: относится к станкостроению и может.быть использовано на промьшшенных предприятиях, выпускающих машины и оборудование, оснащенные гидроприводом. Цель изобретения - повьшение качества изготавливаемых деталей и повьшение производительности путем упрощения эксплуатации. Станок содержит шпиндельный узел с механизмом подачи в виде гидроцилиндра 1, механизм зажима 2, гидронасос 3 и электродвигатель 4. Узлы соединены гидравлической системой с гидрораспределителями 6 и 7, предохранительным клапаном 5, подпорньм клапаном 8 и пропорциональньгм клапаном 9, который поддерживает постоянное соотношение давлений на входе в клапан и выходе из клапана и гидробака 10. Труба (Т) 16 устанавливается в механизм зажима 2 и предварительно при включении гидронасоса 3 зажимается. При соприкосновении рабочего инструмента 15 с Т.16 и по мере развальцовки давление в нагнетающей магистрали 12 растет. В рабочей полости механизма зажима 2 давление также будет расти, т.е. усилие зажима Т 16 и усилие, создаваемое рабочим инстрз ентом на Т 16, также будет изменяться взаимосвязанно и пропорционально. 1 ил. Г IS15 1f
| Способ придания волокнистым материалам прочности и водоупорности | 1922 |
|
SU1341A1 |
| М., В/О Станкоимпорт. | |||
