1 i.iDopiM oiiiif 11(н-(|тсч к переработке
11.:|,1С ТМ;(Ч; MCT.)J,(V.l ;КГГруЗИИ.
Цс. П) и, и)б)етоиия - повышение надежности работы гоювки.
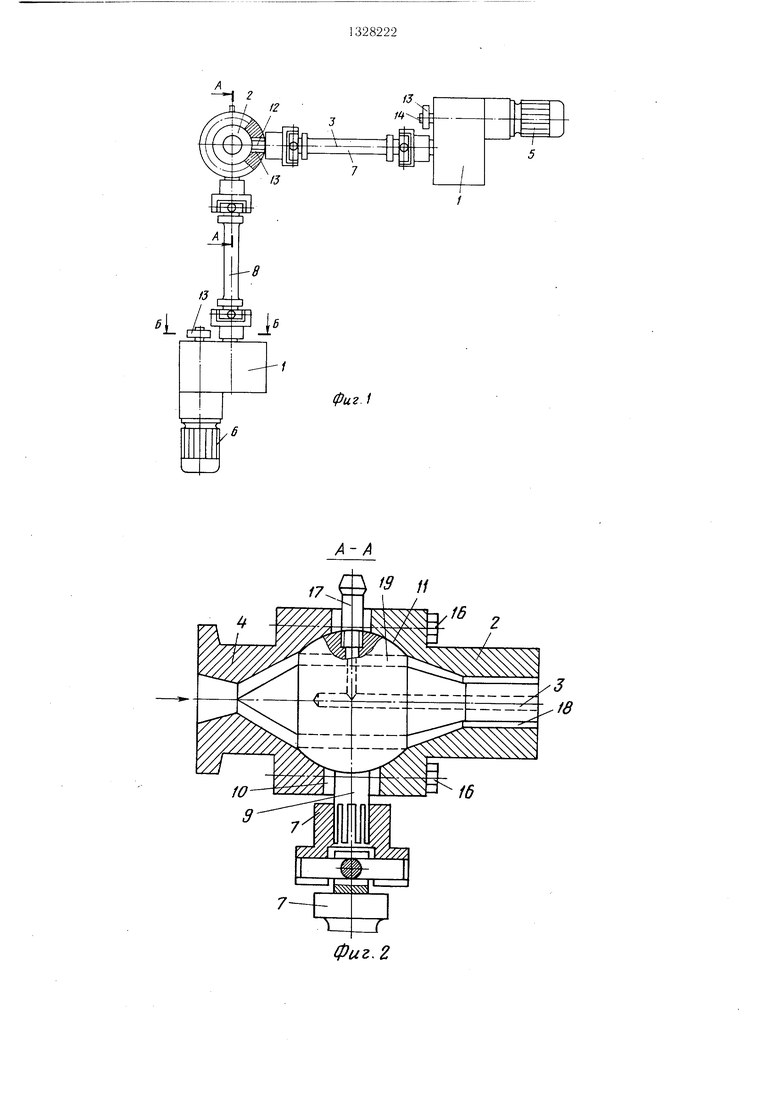
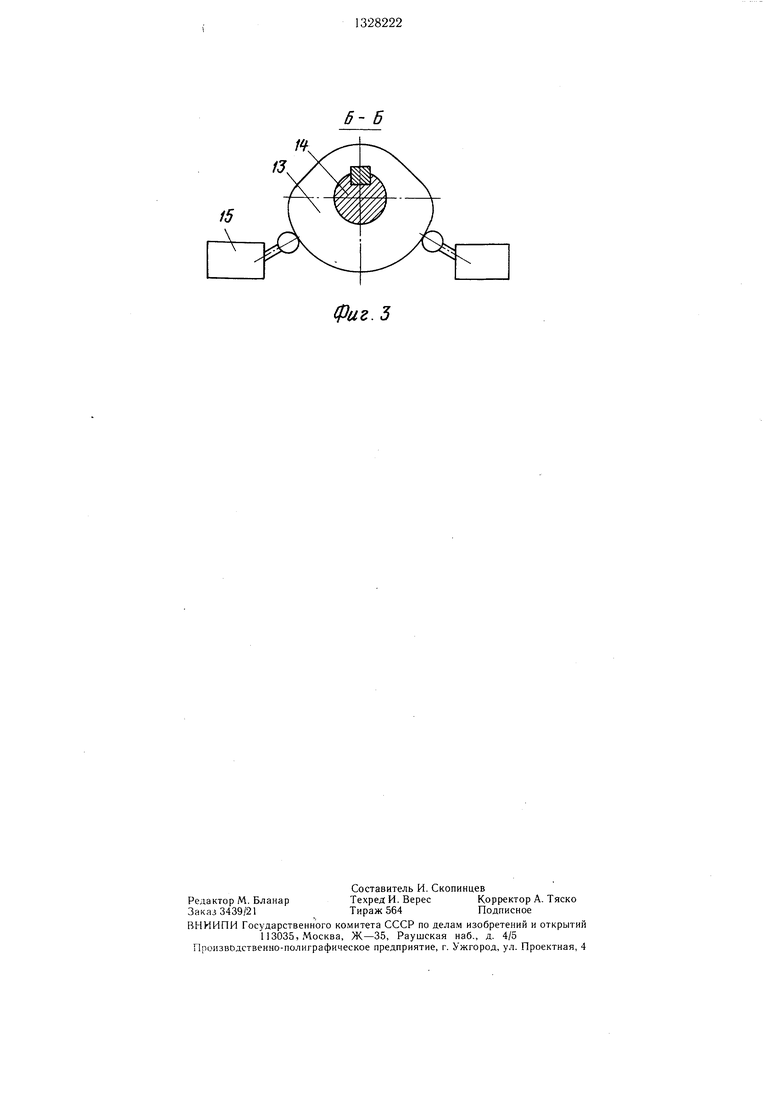
На фиг. I показана экструзионная головка, оби|ий вид; на фиг. 2 - разрез А-А на фиг. 1; на фиг. 3 - разрез Б-Б на фиг. 1.
Экструзионная прямоточная головка содержит корпус 1, мундштук 2 и дорн 3, сопряженные между собой по сферической поверхности 4. На сферической поверхности дорна 3 укреплен основной вал 5, связанный с устройством 6 относительного.углового перемещения мундштука 2 и дорна 3. В корпусе 1 выполнено отверстие 7 для размещения основного вала 5. На сферической поверхности дорна 3 укреплен дополнительный вал 8, установленный перпендикулярно основному валу 5. Устройство 6 от носительного углового перемещения мундштука 2 и дорна 3 выполнено в виде двух независимых приводов 9 и 10, соединенных кинематическими передачами 11 и 12 с основным валом 5 и дополнительным валом 8, соответственно. В корпусе 1 выполнено отверстие 13 для размещения дополнительного вала 8. Для фиксации крайних положений дорна 3 головка содержит кулачки
14,размещенные на промежуточных валах
15.Мундштук 2 и дорн 3 смонтированы с образованием формующего зазора 16. В дорне 3 выполнены каналы 17 для прохода материала. Корпус 1 и мундштук 2 соединены между собой стяжными болтами 18. Головка снабжена конечными выключателями 19 для фиксации конечных положений дорна 3 и ниппелем для подачи воздуха.
Экструзионная головка работает СоПедую- щим образом.
Расплав полимера поступает в корпус 1 головки. Проходит через каналы 17, выполненные в дорне 3, и попадает в формующий зазор 16 между мундштуком 2 и дор- ном 3. При наличии разнотолщинности в заготовке датчик изменения толщины стенки (не показан) дает команду на включение
привода 9 (или 10), который через кинематическую пере;1ачу 1 I (или 12) поворачивает основной вал 5 (или дополнительный вал 8) и вместе с ним дорн 3, устраняя разнотолщинность за счет изменения формующего зазора 16. Образующая при этом несоосность на дополнительном валу 8 (или основном 5), компенсируется за счет кинематической передачи 12 (или 11). Крайние положения дорна 3 фиксируются посредством конечных выключателей 19, взаимодействующих с кулачками 14, установленными на промежуточных валах 15. В полость дорна подается воздух через ниппель.
Предлагаемая экструзионная прямоточная головка для изготовления пластмассовых труб позволяет повысить надежность работы экструзионного оборудования за счет уменьщения количества деталей, автоматизировать процесс получения труб и повысить качество получаемых изделий за счет автоматического регулирования разнотолщинности.
25
Формула изобретения
Экструзионная прямоточная головка для изготовления пластмассовых труб, содержащая корпус, мундщтук и дорн, сопряженные между собой по сферической по,, верхности, причем на сферической поверхности дорна укреплен основной вал, связанный с устройством относительного углового перемещения мундштука и дорна, а в корпусе выполнено отверстие для размещения основного вала, отличающаяся тем, что, с
5 целью повышения надежности работы головки, на сферической поверхности дорна укреплен дополнительный вал, установленный перпендикулярно основному валу, а устройство относительного углового перемещения мундщтука и дорна выполнено в виде двух независимых приводов, соединенных кинематическими передачами с основным и дополнительным валами, причем в корпусе выполнено отверстие для размещения дополнительного вала.
0
Фиг.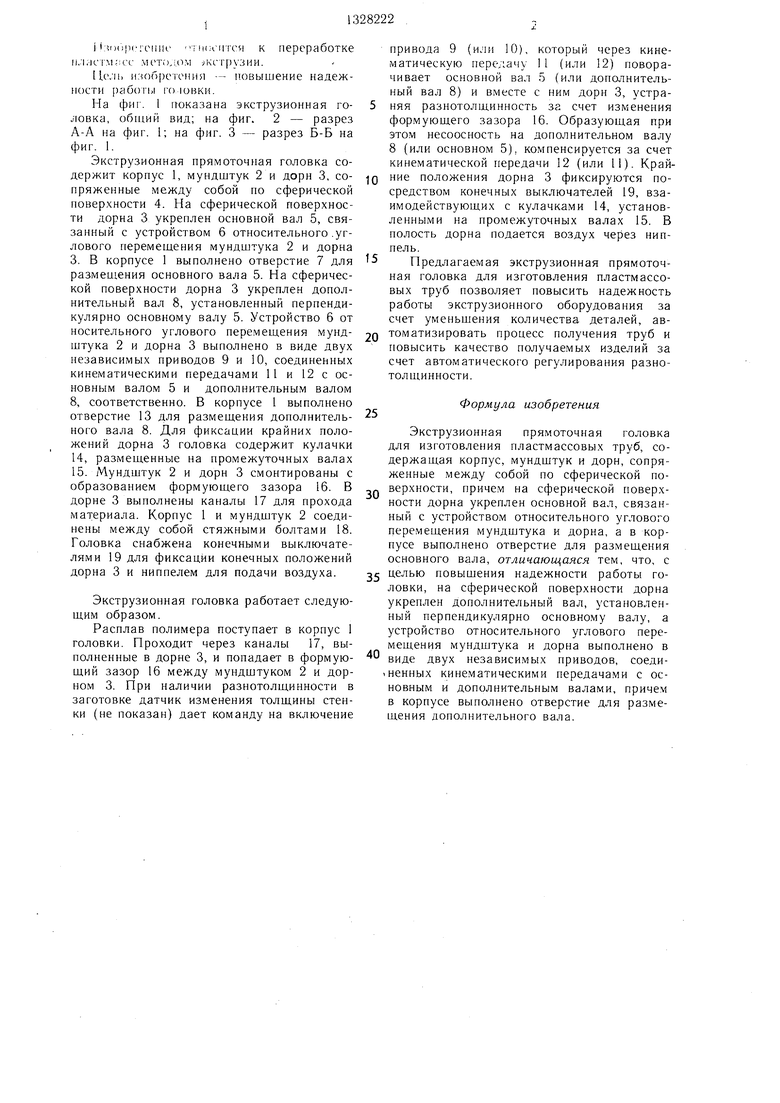
| название | год | авторы | номер документа |
|---|---|---|---|
| Экструзионная головка для изготовления трубчатых изделий из полимерных материалов | 1981 |
|
SU960039A1 |
| Экструзионная головка | 1973 |
|
SU466119A1 |
| ЭКСТРУЗИОННАЯ ГОЛОВКА ДЛЯ ИЗГОТОВЛЕНИЯ МЕТАЛЛОПОЛИМЕРНЫХ ТРУБ | 1997 |
|
RU2140359C1 |
| Устройство для изготовления пластмассовых труб с наружной гофрированной и внутренней гладкостенной оболочками | 1990 |
|
SU1776569A1 |
| Экструзионная головка для изготов-лЕНия ТРубОК из пОлиМЕРНыХ МАТЕРиАлОВ | 1979 |
|
SU816771A1 |
| Экструзионная головка для изготовления полимерных трубчатых изделий | 1980 |
|
SU889453A1 |
| ЭКСТРУЗИОННАЯ ГОЛОВКА С ЦЕНТРИРУЮЩИМ УСТРОЙСТВОМ | 2003 |
|
RU2245248C1 |
| Установка для нанесения полимерных покрытий на цилиндрические изделия | 1983 |
|
SU1141000A1 |
| ЭКСТРУЗИОННАЯ ГОЛОВКА И УСТРОЙСТВО ДЛЯ СМЕЩЕНИЯ И ФИКСАЦИИ ДОРНА | 2000 |
|
RU2197383C2 |
| Многоручьевая экструзионная головка | 1978 |
|
SU722778A1 |
Изобретение относится к переработке пластмасс методом экструзии. Цель изобретения - повышение надежности работы головки. Для этого головка содержит корпус, мундштук и дорн, сопряженные между собой по сферической поверхности. На сферической поверхности дорна укреплен основной вал. Основной вал связан с устройством относительного углового перемещения мундштука и дорна. В корпусе выполнено отверстие для размещения основного вала. На сферической поверхности дорна укреплен дополнительный вал, установленный перпендикулярно основному валу. Устройство относительного углового перемещения выполнено в виде двух независимых приводов. Приводы связаны кинематическими передачами с основными и дополнительным валами. В корпусе выполнено отверстие , размещения дополнительного вала. Мунд- щтук и дорн смонтированы с образованием формующего зазора. Расплав полимера входит в головку, попадает в формующий зазор. При наличии разнотолщинности в получаемой трубе-заготовке включается один из независимых приводов, например привод основного вала. Основной вал поворачивается, вместе с ним поворачивается и дорн. При этом изменяется формующий зазор и тем самым устраняется разнотол- щинность получаемой трубы-заготовки. Образующая при этом несоосность на другом дополнительном валу компенсируется за счет кинематической передачи. 3 ил. ifi (Л со ю 00 ГчЭ гч:) ГчЭ
Фиг. г
б- 6
1,
/J,
Фиг.З
| Kunststoffe, 1983, № 1 Патент ФРГ № 1908933, кл | |||
| Солесос | 1922 |
|
SU29A1 |
| Контрольный висячий замок в разъемном футляре | 1922 |
|
SU1972A1 |
