Изобретение относится к переработке полимеров и может быть использовано в литьевых формах для изготовления полимерных изделий типа ворсистых щеток методом литья под давлением.
Целью изобретения является повышение качества получаемых изделий за счет сокращения площади контакта отлитых ворсинок с поверхностью каналов формующей полости при раскрытии формы и, следовательно, уменьшения усилия извлечения отлитой щетки в 1,5-2 раза, что позволяет исключить вытяжки, остаточные деформации и разрыв ворсинок.
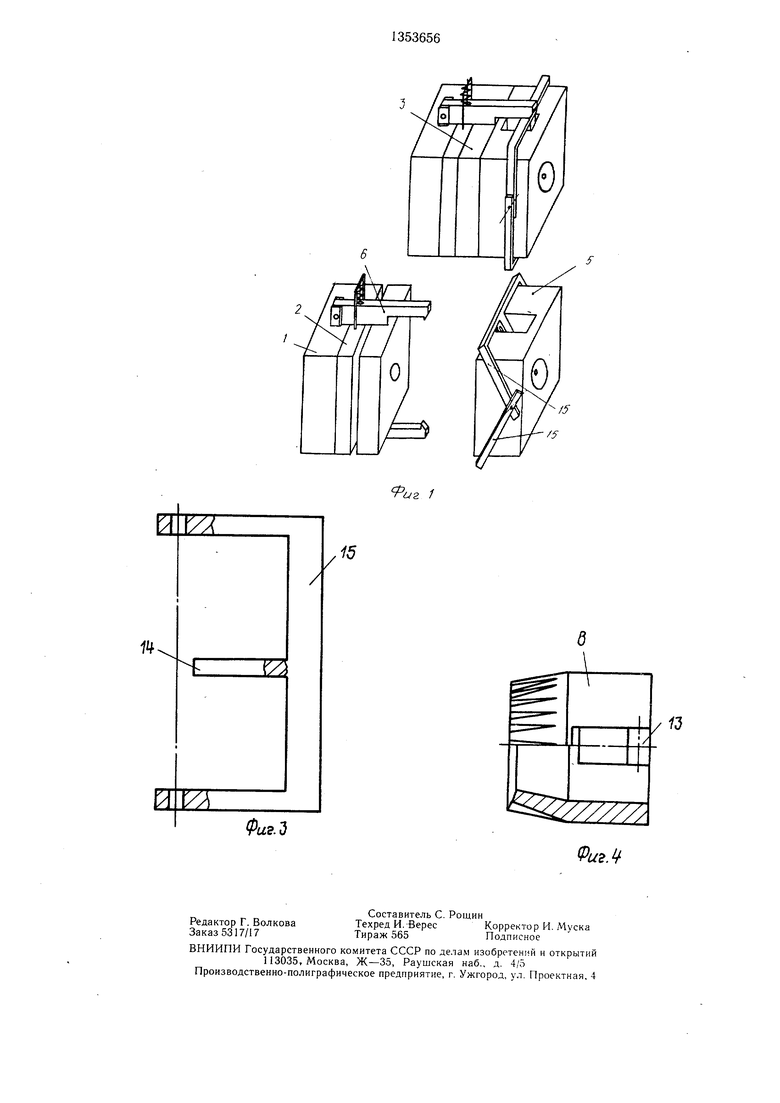
На фиг. 1 представлена литьевая форма для изготовления полимерной щетки в сборе; на фиг. 2 - разрез формы по центральной оси формующей матрицы; на фиг. 3 - кулиса, общий вид; на фиг. 4 - коническо- цилиндрическая втулка.
Литьевая форма для щетки содержит вижную полуформу 1 с плитой 2 пуансона и плитой 3 срыва, неподвижную полуформу 4 с формующей матрицей 5, взаимодействующей через тяги 6 с подвижной полуформой 1. Формующая матрица 5 состоит из плотно подогнанных между собой центрального знака 7 и коническо-цилиндриче- ских втулок 8-12, в конусной части которых находятся каналы для получения ворсинок. Втулки 8-12 имеют по паре пальцев 13, оси которых находятся в плоскости, парал10
ремешаются на боль.шее расстояние, по сравениьо с пальцами втулок, которые находятся на меньшем расстоянии от этой оси.
Происходит перемещение коническо-ци- линдрических втулок 8-12 и центрального знака 7 одна относительно другой и образование зазора между коническими поверхностями втулок. Формующая матрица раскрывается и не препятствует извлечению пуансона 18 отлитой щетки, точнее отлитых ворсинок щетки. После извлечения из формующей полости отлитая идетка сбрасывается с пуансона 18 плитой 3 срыва.
При последовательном раскрытии формующей матрицы 5 уменьшается в 1,5-2 раза усилие извлечеУ1ия отлитой щетки за счет уменьшения площади контакта отлитых ворсинок с поверхностью каналов формующей полости 17. Тем самым исключается вытяжка, остаточная деформация и разрыв ворсинок щетки. Улучшается качество по- 20 в.ерхности отлитой щетки. Конструкция такой литьевой формы позволяет получить качественные ворсинки щетки даже значительной длины, без применения каких-либо дополнительных устройств.
15
25
Формула изобретения
Литьевая форма для щетки, содержащая подвижную полуформу с плитой пуансона и плитой срыва, неподвижную полуформу с
лельной плоскости разъема при сомкнутом 30 формующей матрицей, в заимодейству ощей
состоянии формы. Пальцы 13 входят в зацепление с пазами 14 симметрично расположенных кулис 5. Кулисы 5 своими подвижными концами взаимодействуют с тягами 6.
через тяги с подвижной полуформой, от- личающаяся тем, что, с целью повыщения качества изделий, формующая матрица состоит из плотно подогнанных центрального знака и коническо-цил-индрических втулок.
Литьевая форма для щетки работает 35 в конусной часгц которых выполнены каследующим образом.
Расплав полимера от литьевой мащи- ны поступает через литниковый канал 16 в формущую полость 17. После затвердевания полимера в формующем гнезде подвижная полуформа 1 отводится. Тяги 6, установленные на подвижной полуформе, взаимодействуют с подвижными концами кулис 15. Кулисы своими пазами 14 перемещают пальцы 13 коническо-цилиндрических втулок 8-12. При этом пальцы втулок, находящихся далеко от оси вращения кулис, пе40
налы, причем втулки расположены с возможностью перемещения относительно одна другой и каждая из которых снабжена парой пальцев, оси которых при сомкнутой форме расположены в плоскости, параллельной плоскости разъема формы, соединенных с пазами двух кулис, которые симметричны относительно оси вращения, пересекающей центральную ось формующей матрицы, причем кулисы подвижными концами зацепле- j|5 ны с тягами и установлены с возможностью поворота.
ремешаются на боль.шее расстояние, по сравениьо с пальцами втулок, которые находятся на меньшем расстоянии от этой оси.
Происходит перемещение коническо-ци- линдрических втулок 8-12 и центрального знака 7 одна относительно другой и образование зазора между коническими поверхностями втулок. Формующая матрица раскрывается и не препятствует извлечению пуансона 18 отлитой щетки, точнее отлитых ворсинок щетки. После извлечения из формующей полости отлитая идетка сбрасывается с пуансона 18 плитой 3 срыва.
При последовательном раскрытии формующей матрицы 5 уменьшается в 1,5-2 раза усилие извлечеУ1ия отлитой щетки за счет уменьшения площади контакта отлитых ворсинок с поверхностью каналов формующей полости 17. Тем самым исключается вытяжка, остаточная деформация и разрыв ворсинок щетки. Улучшается качество по- 0 в.ерхности отлитой щетки. Конструкция такой литьевой формы позволяет получить качественные ворсинки щетки даже значительной длины, без применения каких-либо дополнительных устройств.
5
25
Формула изобретения
Литьевая форма для щетки, содержащая подвижную полуформу с плитой пуансона и плитой срыва, неподвижную полуформу с
30 формующей матрицей, в заимодейству ощей
формующей матрицей, в заимодейству ощей
через тяги с подвижной полуформой, от- личающаяся тем, что, с целью повыщения качества изделий, формующая матрица состоит из плотно подогнанных центрального знака и коническо-цил-индрических втулок.
40
налы, причем втулки расположены с возможностью перемещения относительно одна другой и каждая из которых снабжена парой пальцев, оси которых при сомкнутой форме расположены в плоскости, параллельной плоскости разъема формы, соединенных с пазами двух кулис, которые симметричны относительно оси вращения, пересекающей центральную ось формующей матрицы, причем кулисы подвижными концами зацепле- j|5 ны с тягами и установлены с возможностью поворота.
f
5
/5
| название | год | авторы | номер документа |
|---|---|---|---|
| Литьевая форма для изготовления полых изделий | 1991 |
|
SU1794034A3 |
| Автоматическая литьевая форма для литья под давлением длинноворсовой монолитной пластмассовой щетки | 1988 |
|
SU1548066A1 |
| Литьевая форма для изготовленияпОлиМЕРНыХ издЕлий C пОдНуТРЕНи-яМи | 1978 |
|
SU797882A1 |
| ЛИТЬЕВАЯ ФОРМА ДЛЯ ИЗГОТОВЛЕНИЯ ПОЛИМЕРНЫХ ИЗДЕЛИЙ | 1991 |
|
RU2021133C1 |
| ЛИТЬЕВАЯ ФОРМА ДЛЯ ИЗГОТОВЛЕНИЯ ИЗДЕЛИЙ ИЗ ТЕРМОПЛАСТОВ | 1991 |
|
RU2007297C1 |
| ЛИТЬЕВАЯ ФОРМА ДЛЯ ИЗГОТОВЛЕНИЯ ПОЛИМЕРНЫХ ИЗДЕЛИЙ | 1991 |
|
RU2015020C1 |
| Литьевая форма для изготовления полимерных изделий с резьбой | 1988 |
|
SU1676822A1 |
| Литьевая форма для полимерных изделийС ОТРыВОМ ТОчЕчНыХ лиТНиКОВ | 1979 |
|
SU802043A1 |
| Литьевая форма для изготовления изделий с поднутрениями из пластических масс | 2017 |
|
RU2664874C1 |
| ЛИТЬЕВАЯ ФОРМА | 1991 |
|
RU2011523C1 |
Изобретение относится к переработке полимеров и может использоваться для изготовления полимерных изделий типа ворсистых ш.еток методом литья под давлением. Целью изобретения является повышение качества отливаемых изделий. Поставленная цель достигается тем, что формующая матрица состоит из плотно подогнанных центрального знака 7 и коническо-цилиндриче- ских втулок 8-12, в конусной части которых выполнены каналы, причем втулки расположены с возможностью перемещения относительно друг друга при раскрытии-закрытии формы и каждая из них снабжена парой пальцев 13, оси которых при сомкну той форме расположены в плоскости, па раллельной плоскости разъема формы, i; пальцы соединены с пазами двух кулис 1Г;, симметричных относительно оси вращения, пересекающей центральную ось формующем матрицы, причем кулисы подвижными концами зацеплены с тягами 6 и установлены с возможностью поворота. 4 ил. ts жгдЕа 12 11 -10
n
Редактор Г. Волкова Заказ 5317/17
ВНИИПИ Государствеиного комитета СССР по делам изобретений и открытий
113035, Москва, Ж-35, Раушская наб., д. 4/5 Производственно-полиграфическое предприятие, г. Ужгород, ул. Проектная. 4
Составитель С. Рощин
Техред И.-ВересКорректор И. Муска
Тираж 565Подписное
| Литьевая форма для изготовленияпОлиМЕРНыХ издЕлий | 1979 |
|
SU810505A1 |
| Солесос | 1922 |
|
SU29A1 |
