Изобретение относится к оснастке для переработки полимеров и может быть использовано для изготовления изделий с внутренней резьбой.
Цель изобретения - расширение технологических возможностей формы.
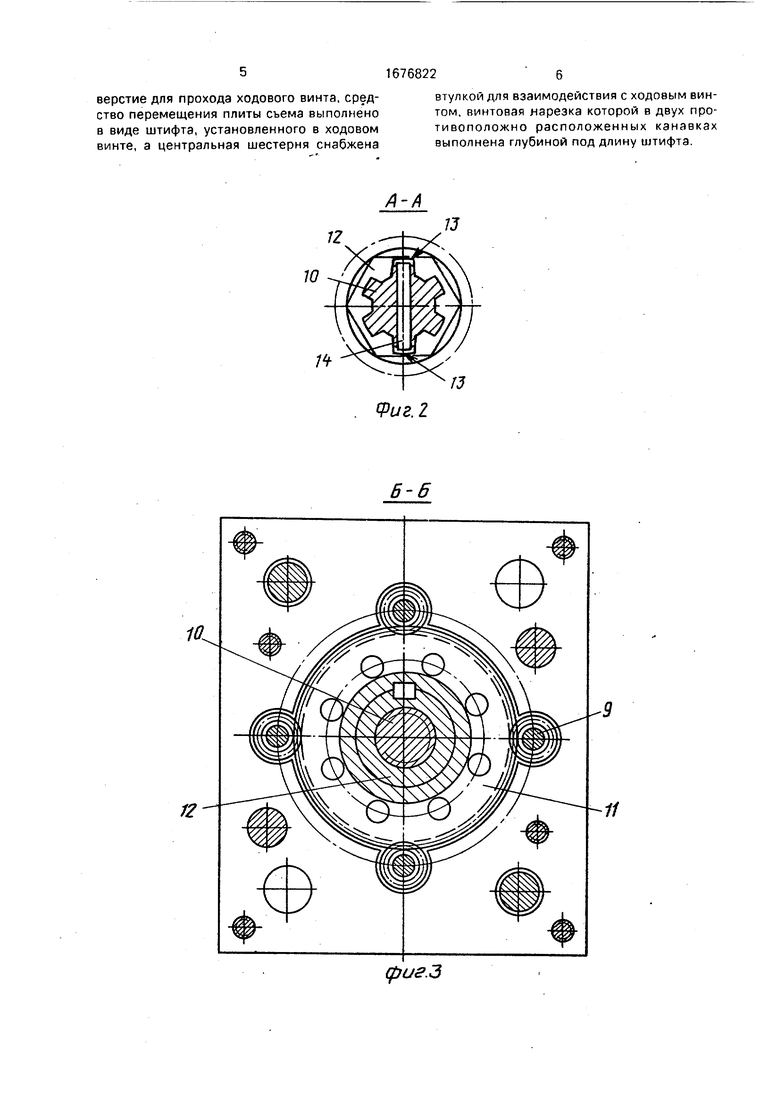
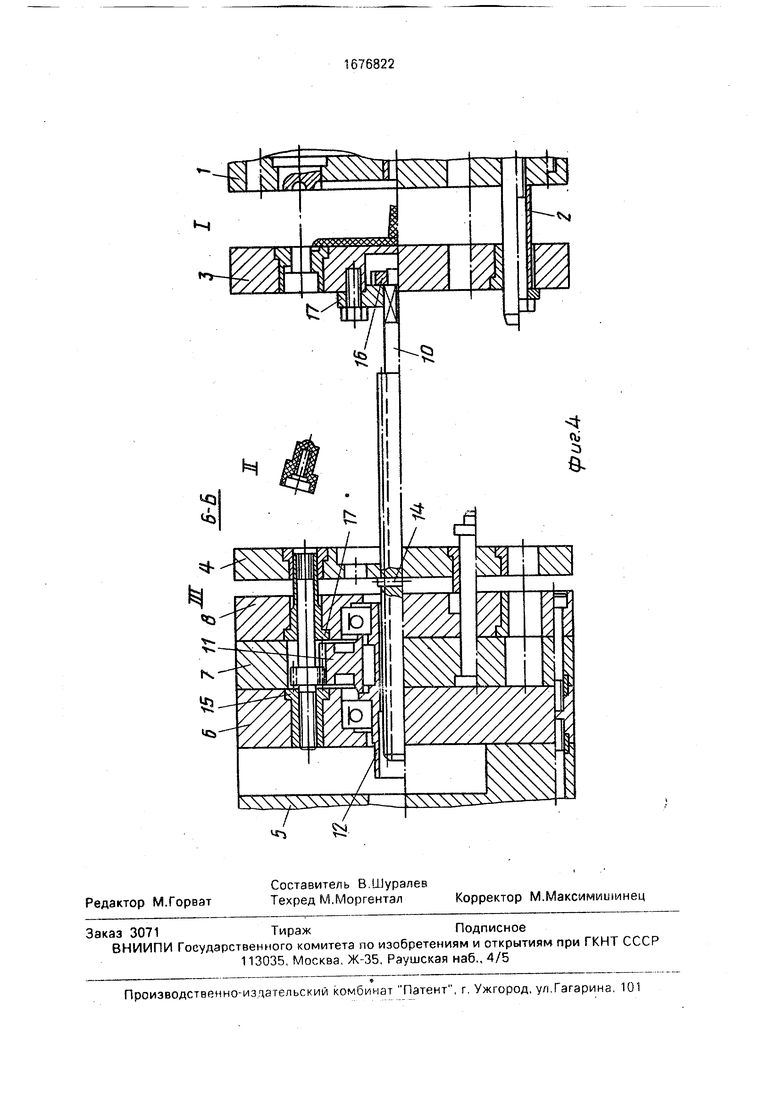
На фиг.1 показана форма, продольный разрез; на фиг.2 - разрез А-А на фиг.1; на фиг.З - разрез Б-Б на фиг.1; на фиг.4 - то же в разомкнутом положении.
Литьевая форма содержит литниковую плиту 1, связанную тягами 2 с плитой матриц 3, плиту съема 4 со средством ее перемещения, основание 5, промежуточные плиты 6-8 и механизм вывертывания резьбовых знаков 9, включающий ходовой винт 10, закрепленный с возможностью ограниченного перемещения в плите матриц 3, центральную шестерню 11, снабженную втулкой 12 для взаимодействия с ходовым винтом 10. Винтовая нарезка во втулке 12 выполнена в двух противоположно расположенных канавках 13 глубиной под длину штифта 14, который установлен в ходовом бинте и является средством перемещения плиты съема 4.
Ходовой винт 10 кинематически связан с резьбовыми знаками 9, хвостовики которых расположены в маточных гайках 15.
В плите съема 4 выполнено отверстие для прохода ходового винта.
На конце ходового винта установлена Ограничительная гайка 1 б. В сомкнутой форме между фланцем 17, закрепленным в плите матриц 3, и гайкой 16 имеется зазор а.
Концентрично на резьбовых знаках 9 установлены пуансоны 17
После подачи расплава полимера и тех нологической выдержки производится размыкание формы. При этом ходовой винт 10 перемещается вместе с плитой матриц 3, плитой съема 4 и основанием 5 и промежуточными плитами 6-8. Плита матриц 3 вскоре останавливается тягами 2, образуется разъем 1 (фиг.4). Ходовой винт 10 некоторое время перемещается, пока не выбран зазор а (фиг,. Во время этих перемещений втулка 12 не вращается, поскольку нег взаимного перемещения ее относительно ходо- вого винта 10. Резьбовые знаки не вращаются и только успе&а -ог сы- нуть изделия из матриц При дальнейшем перемещении плиты схема 4 и плит 6-8 образуется разъем II (фиг 4) Поскольку перемещение ходового винта 10 остановлено, в гулка , 2 перемещается вдоль него и -(врез Ц8.ЧГСЭ1 ьоую шестерню 11 передает вращение рейсовым знакам 5 Резсбовые знаки
68224
9 начинают вывинчиваться из изделий, которые от проворачивания удерживаются пуансонами 17, Штифт 14 ходового винта 10 при этом проходит сквозь втулку 12 по кэ5 навкам 13 (фиг.2) и оказывается перед плитой съема 4, Перемещение подвижной полуформы в это время продолжается и штифт 14 останавливает плиту съема 4 за кромки ее центрального отверстия. Образуется разъем II (фиг.4). К этому времени резьбовые знаки 9 вывернуты из изделий, а сами изделия плитой съема 4 сбрасываются с пуансонов 17,
В форме средство перемещения плиты
5 съема выполнено в виде штифта, установленного в ходовом винте, непосредственно взаимодействующего с плитой съема и не зависящего от наличия или отсутствия в лить- „ евой машине неподвижного упора, что позволяет форму устанавливать на литьевую машину любой марки впрыска полимера.
Ходовой винт и после разъема формы не выходит из зацепления со втулкой 12, в коус торой каждая канавка 13 постоянно взаимодействует только с определенным витком многозаходного ходового винта. Штифт, установленный в ходовом винте в двух проти- воположно|Х витках, также будет взаимодействовать только с двумя противо30 положными канавками резьбовой втулки, выполненными глубиной под длину штифта. В случае многоступенчатого съема сложной отливки на ходовом винте устанавливается на этих же двух противоположных витках
35 последовательно, на определенном расстоянии друг от друга, несколько штифтов разной длины, взаимодействующих с разными плитами съема.
Отсутствие толкателей (тяг) упрощает
40 конструкцию пресс-формы, облегчает ее эксплуатацию, уменьшает габариты формы.
Поскольку штифт толкает плиту съема по центру, последняя перемещается без пе- Ас рекосов и заеданий, надежно сталкивая отлитые детали.
Формула изобретения Литьевая форма для изготовления полимерных изделий с резьбой, содержащая ни/овую плиту связанную тягами с плитой матриц, плит/ со средством ее перемещения и механизм вывертывания оводовых знаков, включающий ходовой ант, кинематически связанный через центральную шестерню с резьбовыми знаками, 55 отличающаяся тем. что, с целью расширения технологических возможно- C vf формы, ходовой винт закреплен с воз- 1 .хчсстью огран перемещения в rmvoe wf&Tjj iu, в плмге съеыа выполнено от5U
верстие для прохода ходового винта, средство перемещения плиты съема выполнено в виде штифта, установленного в ходовом винте, а центральная шестерня снабжена
втулкой для взаимодействия с ходовым винтом, винтовая нарезка которой в двух противоположно расположенных канавках выполнена глубиной под длину штифта.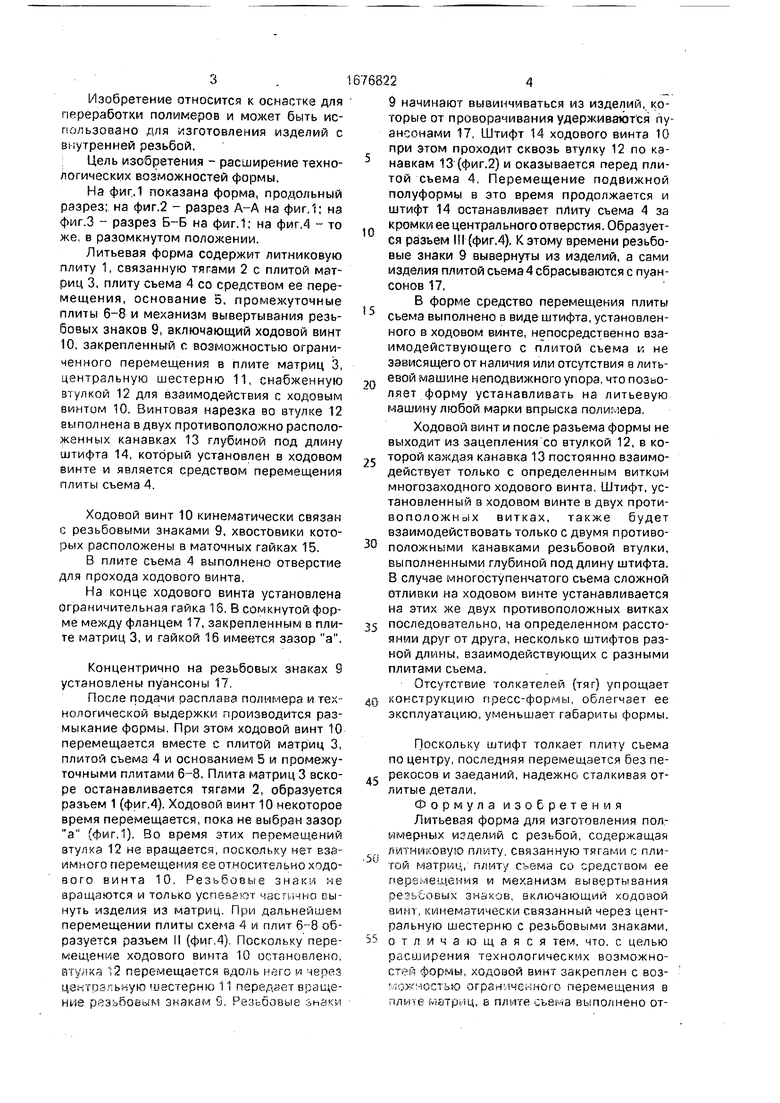
| название | год | авторы | номер документа |
|---|---|---|---|
| Литьевая форма для изготовления резьбовых изделий из полимеров | 1977 |
|
SU730580A1 |
| Литьевая форма для изготовления резьбовых изделий из пластмасс | 1980 |
|
SU929442A1 |
| Литьевая форма для полимерных изделий с внешней резьбой | 1981 |
|
SU954244A1 |
| Литьевая форма для изготовления полимерных изделий с резьбой | 1985 |
|
SU1281438A1 |
| Литьевая форма для изготовления полимерных изделий | 1988 |
|
SU1650467A1 |
| ЛИТЬЕВАЯ ФОРМА С АВТОМАТИЧЕСКИМ ВЫВИНЧИВАНИЕМ РЕЗЬБОВЫХ ЗНАКОВС'Ч-; TJvJTi^'г |-ГчН'-^'-"•;-;--'::;и;.:-;;-.нд?;|С' i-i.':::, '• i.-л -т"-; f л-- >&^>&t-!x.f ; СПА | 1971 |
|
SU307905A1 |
| Литьевая форма для изготовления резьбовых изделий из полимеров | 1977 |
|
SU738890A1 |
| Литьевая форма для изготовленияРЕзьбОВыХ издЕлий из пОлиМЕРНыХМАТЕРиАлОВ | 1979 |
|
SU839717A1 |
| Пресс-форма для изготовления полимерных изделий с резьбой | 1982 |
|
SU1039728A1 |
| Литьевая форма для изготовления резьбовых изделий | 1984 |
|
SU1127777A2 |
Изобретение относится к литьевым формам для изготовления полимерных изделий с резьбой. Цель изобретения - расширение технологических возможностей. Для этого ходовой винт 10 закреплен с возможностью ограниченного перемещения в плите матриц 3, в плите съема4 выполнено отверстие ры ЕОЙ орий ие ого ью аттие для прохода ходового винта, средство перемещения плиты съема выполнено в виде штифта 14, установленного в ходовом винте, а центральная шестерня 11 снабжена втулкой 12 для взаимодействия с ходовым винтом 10, винтовая нарезка которой в двух противоположно расположенных канавках выполнена глубиной под длину штифта 14. При раскрытии формы ходовой винт 10 перемещается до выбора зазора а. За это время изделия частично извлекаются из матриц на резьбовых дисках 9. При дальнейшем раскрытии после останова ходового винта 10 начинается взаимодействие с ним втулки 12, в результате чего приводятся во вращение резьЬовые диски 9. Далее осво- бождеиныеот последних изделия сбрасываются плитой съема 4. 4 ил. tJ. 6 15П7 Ј9 4 77 3 I I I / w & О VJ О 00 ГО
12
П
13
, Фиг. I
б-б
11
фиг.З
| МЕХАНИЗМ ДЛЯ СКРУЧИВАНИЯ РЕЗЬБОВЫХ ИЗДЕЛИЙ | 0 |
|
SU338395A1 |
| Солесос | 1922 |
|
SU29A1 |
