Изобретение относится к шинной промышленности, в частности к изготовлению бортовых колец из металлической обрезинен- ной проволоки, и может быть использовано на шинных заводах в системе кольце- делательных агрегатов.
Целью изобретения является повышение качества обрезинивания бортовой проволоки за счет регулирования времени контакта проволоки с резиновой смесью.
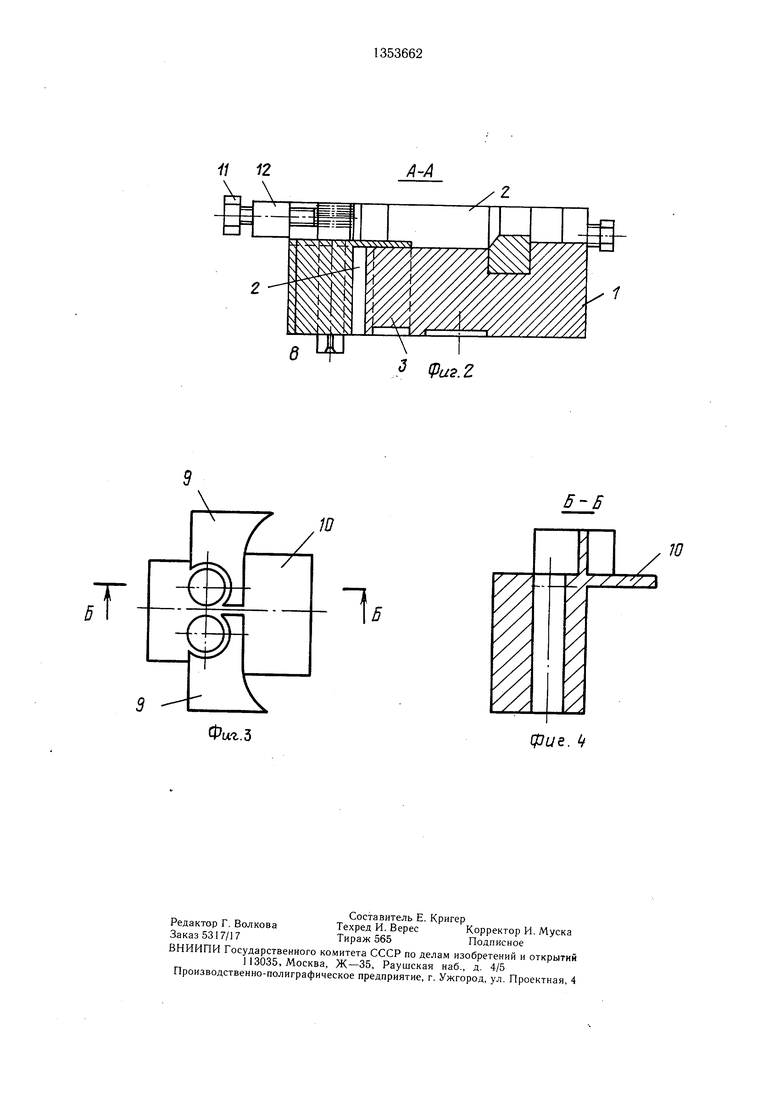
На фиг. 1 изображено предлагаемое устройство, обш,ий вид; на фиг. 2 - разрез А-А на фиг. 1; на фиг. 3 - вкладыш; на фиг. 4 - разрез Б-Б на фиг. 3.
Устройство содержит Т-образную головку, состояш,ую из корпуса 1 с внутренней полостью 2, делителем 3 потока, на- правляюш ей гребенкой 4 и профилирующей планкой. Последняя состоит из двух частей 5 и 6, одна часть 6 из которых установлена с возможностью вертикального
рез делитель 3 потока поступает во внутреннюю полость 2 Т-образной головки. После ее заполнения приводится в продольное движение распределенная во внутренней
5 полости 2 проволочная лента из одиночных проволок 13. С помош,ью винта И осуществляется перемещение вкладыша 8 с направляющей гребенкой 4 и регулирование длины заполняемой резиновой смесью внутренней полости 2 при прохождении в ней
пучка проволок 13 в процессе настройки в зависимости от пластоэластических свойств резиновой смеси, ее температуры, скорости движения проволочной ленты и других технологических факторов за счет изме 5 нения продолжительности контакта проволоки с резиновой смесью. При прохождении пучка одиночных проволок 13 через части 5 и 6 профилирующей планки в зависимости от времени контакта проволоки с резиновой смесью осуществляется настройка
перемещения в пазу а корпуса 1 с помощью 20 толщины обрезиненной проволоки посредрегулировочного винта 7, расположенного на корпусе 1 головки с внешней стороны. Регулировочный винт 7 предназначен для регулирования толщины щели. Во внутренством вертикального перемещения одной из частей 6 профилирующей планки с помощью винта 7. Вследствие улучшения качества покрытия проволоки создается возможность
ней полости 2 смонтирован вкладыш 8, вы- 5 выпуска проволочной ленты с минимальным
полненный в виде двух боковых 9 и центрального 10 элементов. Вкладып 8 связан с винтом 11, который сопряжен с сухарем 12 корпуса 1.
С помощью винта 11 вкладыш 8 возвратно-поступательно перемещается во внутренней полости 2. Вкладыш 8 установлен в пазах корпуса 1 посредством боковых элементов 9. Направляющая гребенка 4 может быть выполнена в виде контактирующих роликов, на поверхности которых нанесены кольцевые канавки, образующие от- 5 верстия для прохода проволоки или планки из твердых сплавов с прорезями или отверстиями. Направляющая гребенка 4 установлена на центральном элементе 10. Боковые элементы 9 выполнены соответрезиносодержанием с толщиной покрытия в пределах 0,1-0,2 мм. Покрытие проволоки эластичной резиновой смесью осуществляется внутри Т-образной головки, а окончательное ее профилирование происходит 30 при протягивании находящейся на проволоке резиновой смеси через профильную планку за счет движения самой проволоки 13.
Формула изобретения
Устройство для обрезинивання бортовой проволоки, содержащее Т-образную головку, состоящую из корпуса, направляющей гребенки, внутренней полости с делителем потока и профилирующей пленки, со средством для регулирования толщины щели, отличаю- ствующей конфигурации для обеспечения гер- 40 щееся тем, что, с целью повышения ка- метичности внутренней полости устройства чества обрезинивания бортовой проволоки при перемещении вкладыша 8.за счет регулирования времени контакта проУстройство работает следующим образом. волоки с резиновой смесью, оно снабжено Пучок одиночных проволок 13 распреде- смонтированным во внутренней полости вкла- ляется по кольцевым канавкам контактирую- . дышем в виде двух боковых и центрального щих роликов гребенки 4 или через прорези элементов установленным с возможностью или отверстия направляющей планки, про- возвратно-поступательного перемещения пускается через внутреннюю полость 2 и вдоль полости, а направляющая гребенка профилирующую планку. Резиновая смесь че- установлена на центральном элементе.
рез делитель 3 потока поступает во внутреннюю полость 2 Т-образной головки. После ее заполнения приводится в продольное движение распределенная во внутренней
5 полости 2 проволочная лента из одиночных проволок 13. С помош,ью винта И осуществляется перемещение вкладыша 8 с направляющей гребенкой 4 и регулирование длины заполняемой резиновой смесью внутренней полости 2 при прохождении в ней
пучка проволок 13 в процессе настройки в зависимости от пластоэластических свойств резиновой смеси, ее температуры, скорости движения проволочной ленты и других технологических факторов за счет изме 5 нения продолжительности контакта проволоки с резиновой смесью. При прохождении пучка одиночных проволок 13 через части 5 и 6 профилирующей планки в зависимости от времени контакта проволоки с резиновой смесью осуществляется настройка
20 толщины обрезиненной проволоки посредством вертикального перемещения одной из частей 6 профилирующей планки с помощью винта 7. Вследствие улучшения качества покрытия проволоки создается возможность
выпуска проволочной ленты с минимальным
5 выпуска проволочной ленты с минимальным
5
резиносодержанием с толщиной покрытия в пределах 0,1-0,2 мм. Покрытие проволоки эластичной резиновой смесью осуществляется внутри Т-образной головки, а окончательное ее профилирование происходит 30 при протягивании находящейся на проволоке резиновой смеси через профильную планку за счет движения самой проволоки 13.
Формула изобретения
3 Фиг. г
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для обрезинивания бортовой проволоки | 1985 |
|
SU1260243A1 |
| Способ обрезинивания бортовой проволоки | 1990 |
|
SU1733256A1 |
| Устройство для обрезинивания проволок | 1980 |
|
SU1018855A1 |
| Устройство для обрезинивания проволок | 1980 |
|
SU937221A1 |
| Пневматическая радиальная легковая шина | 2021 |
|
RU2793768C2 |
| Пневматическая радиальная легковая шина и легкогрузовая шина | 2021 |
|
RU2797707C2 |
| Головка экструзионного пресса для обкладки листового материала | 1980 |
|
SU870172A1 |
| Устройство к кольцеделательному агрегату для изготовления бортовых колец пневматических шин | 1976 |
|
SU747735A1 |
| Торсион втулки несущего винта вертолета и способ его изготовления | 1980 |
|
SU907972A1 |
| Пневматическая шина для двухколесного транспортного средства с номинальной шириной профиля 54 мм | 2024 |
|
RU2827260C1 |
Изобретение относится к шинной промышленности, в частности к изготовлению бортовых колец из металлической обрези- ненной проволоки, и может быть использовано на шинных заводах. Цель изобретения - повышение качества обрезинива- ния бортовой проволоки за счет регулирования времени контакта проволоки с резиновой смесью. Для этого устройство снабжено смонтированным во внутренней полости 2 вкладышем 8 в виде двух боковых и центрального элементов. Вкладыш 8 установлен с возможностью возвратно-поступательного перемещения вдоль полости 2. Направляющая гребенка 4 установлена на центральном элементе. При работе устройства перемешают вкладыш 8 и регулируют длину заполнения резиновой смесью внутренней полости 2 при прохождении в ней пучка проволок 13 в процес-- се настройки в зависимости от пласто- эластических свойств резиновой смеси, ее температуры, скорости движения и дру-- гих факторов. 4 ил. Ш а СО 05 О Ю Фиг. /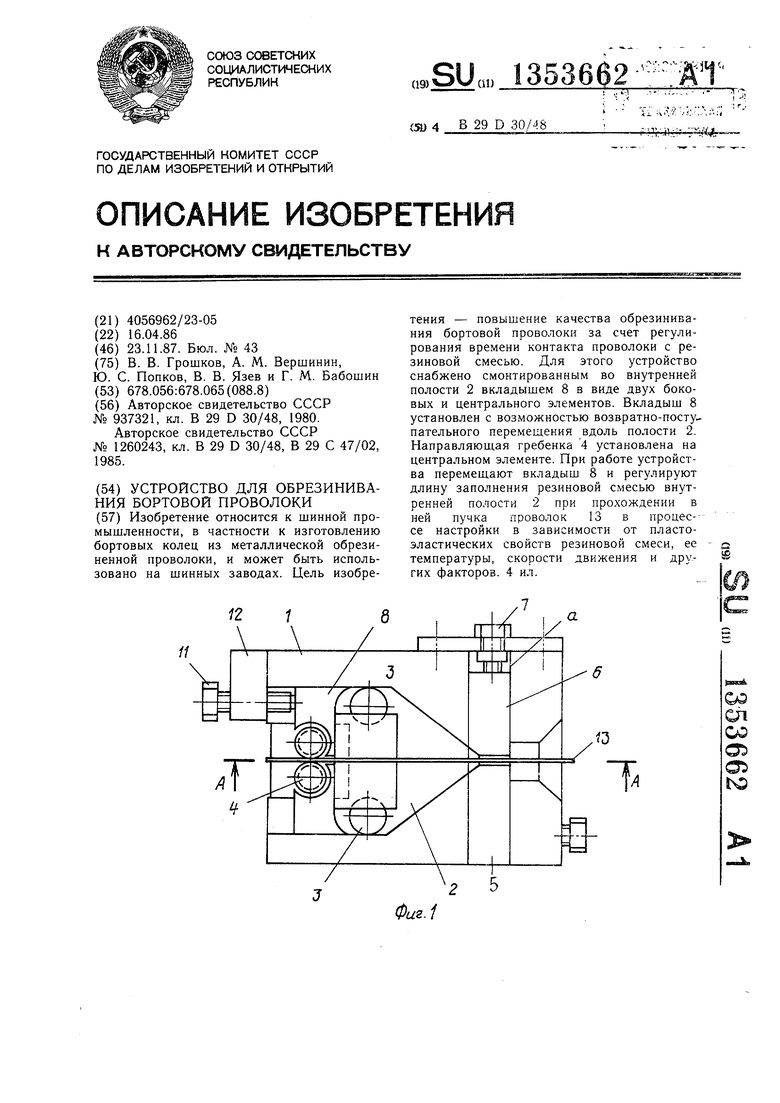
5-5
Ю
/ / / л
/.
Фиг.З
Срие. h
| Волновая лебедка | 1980 |
|
SU937321A1 |
| Солесос | 1922 |
|
SU29A1 |
| Устройство для обрезинивания бортовой проволоки | 1985 |
|
SU1260243A1 |
| Солесос | 1922 |
|
SU29A1 |
