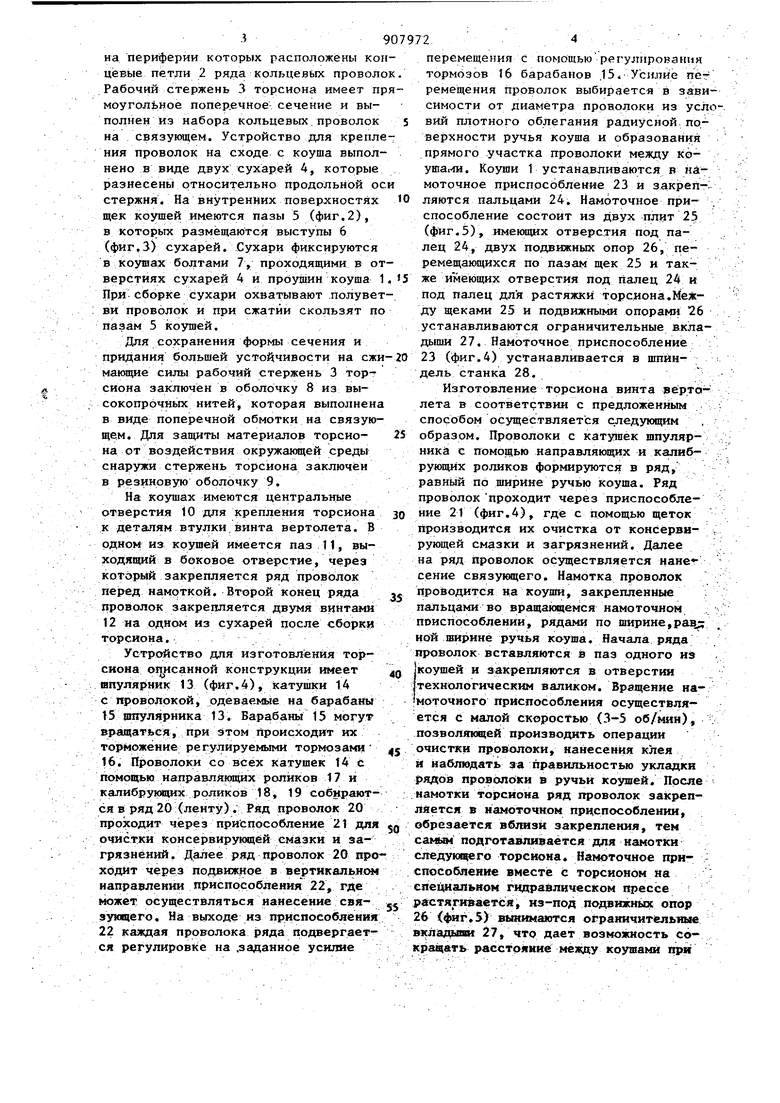
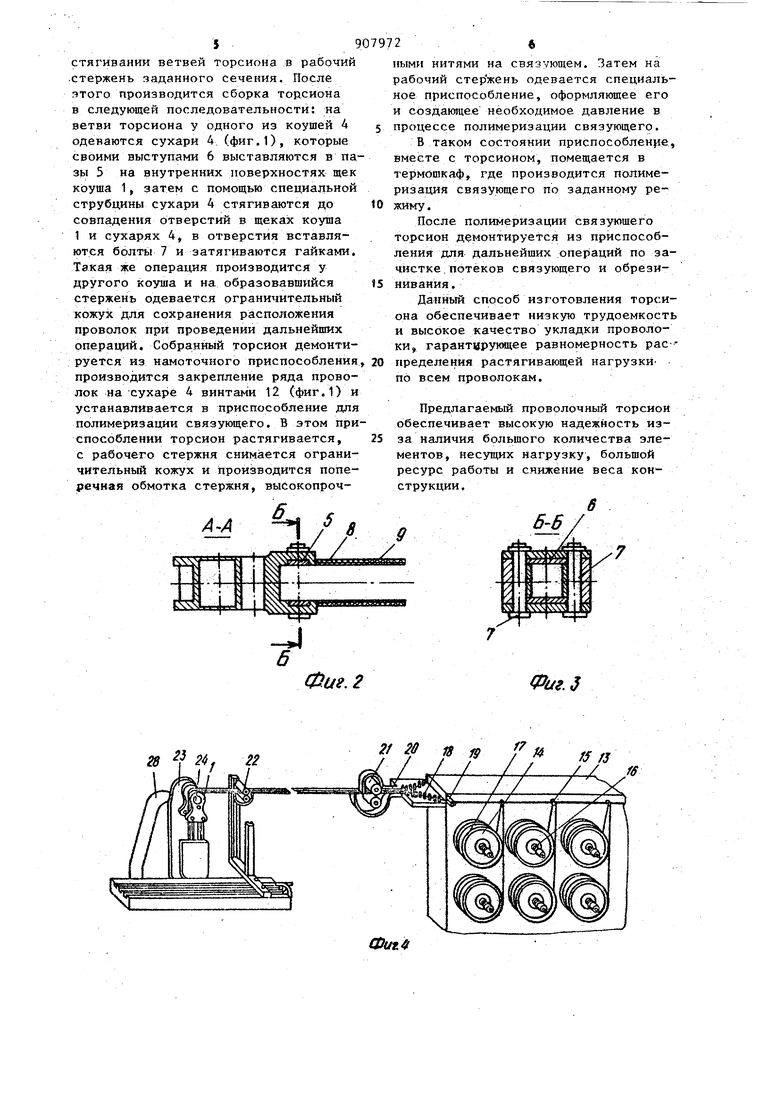
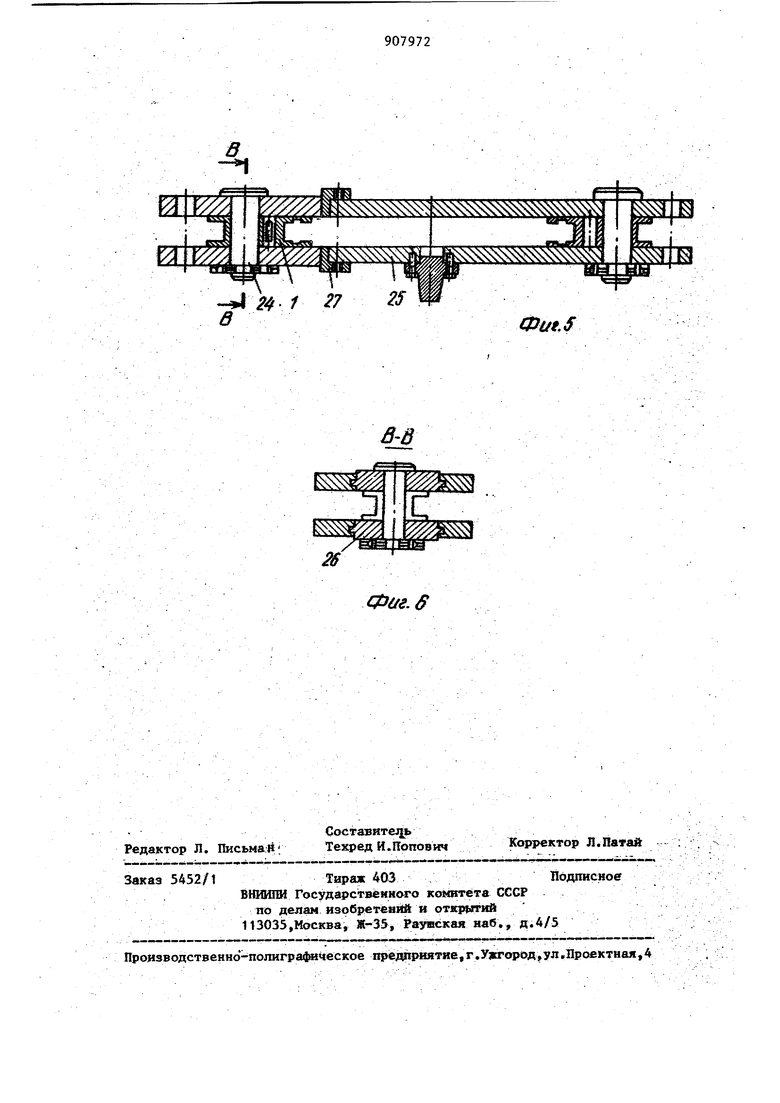
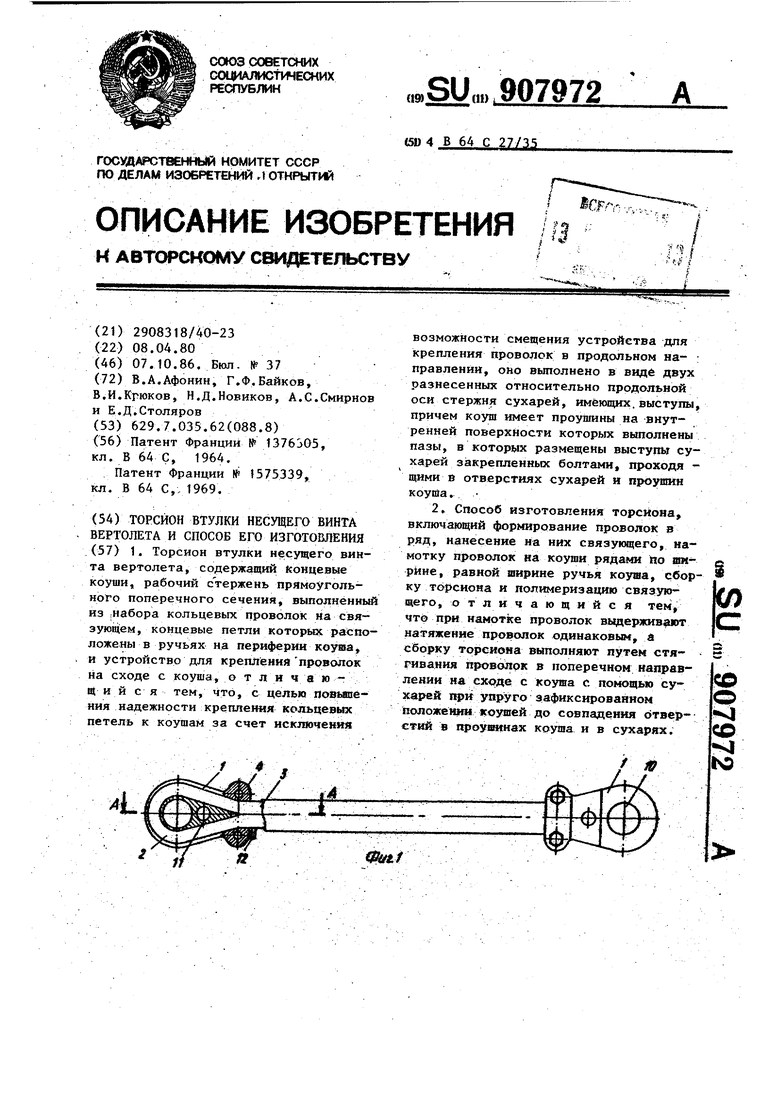
V Изобретение относится к авиационной технике, а именно к конструкции торсиона винта вертолета, соединяюще му лопасть .винта со втулкой и воспри нимающему центробежную силу лопасти при ее колебательном движении в плоскости тяги винта, а также при изменении угла ее установки, и к способу изготовления такого торсиона. Известна конструкция торсиона вин та вертолета, включающая два концевых коуша с отверстиями для его присоединения, с одной стороны к втулке, и с другой к лопасти винта, два рабочих стержня прямоугольного поперечного сечения из набора кольцевых проволок, расположенных в ручьях на периферии коушей. Недостатком конструкции такого торсиона является наличие повьшенных напряжений растяжения и изгиба в наиболее напряженных проволоках при за данных параметрах.сечения, длины тор сиона, нагрузки и перемещений закрут ки из-за разноса двух рабочих стержней друг относительно друга. Другим существенным недостатком этой конструкции яв11яется ненадежность крепления коушей к рабочим стержням торсиона вследствие чего при отсутствии центробежной силы на лопасти при взм хе ее на некоторьп угол от порыва ветра не представляется возможным воспринять составляющую веса лопасти, так как коуши не зафиксированы в продольном направлении. „ Известен торсион втулки несущего винта вертолета, содержащий два концевые коуша, которые связаны двумя параллельными пучками проволок на связующем, и устройство для крепления проволок на сходе с каждого коугаа. Недостатком такой конструкции тор сиси также является наличие повышенньпс напряжений растяжения и изгиба в наиболее напряженных проволоках при заданных параметрах сечения, дли ны торсиона,. нагрузки и перемещений закрутки из-за разноса двух пучков проволок друг относительно друга. Другим недостатком такого торсиона является технологическая трудност намотки двух пучков проволоки с обеспечением их равномерного натяжения в обоих пучках, а также трудности,ст гивания проволок в два рабочих стерж ня. 2 Известен способ изготовления торсиона, включающий формирование проволок в ряд, нанесение на них связующего, намотку проволок на коуши рядами по ширине, равной ширине ручья коуща, сборку торсиона и полимеризацию связующего. Недостатком такого способа является отсутствие регулирования натяжения каждой проволоки в ходе намотки и последунщего стягивания проволок на сходе с коуша в направлении перпендикулярном оси торсиона Для обеспечения сохранения расположения проволок, полученного при намотке. В ходе сборки торсиона на намоточном приспособлении не обеспечивается одновременное растяжение торсиона вдоль оси. Цель изобретения - повьш1(ение надежности крепления концевых петель к коушам за счет исключения возможности смещения устройства для крепления проволок в продольном направлении. Цель достигается тем, что устройство для крепления проволок на сходе с коуша торсиона выполнено в виде двух разнесенных относительно продольной оси стержня сухарей, имеющих выступы, причем коуш имеет проушины, на внутренней поверхности которых выполнены пазы, в которых размещены выступы сухарей, закрепленных болтами, проходяпщми в отверстиях сухарей и проушин коуша. Способ изготовления торсиона винта верт9лета такой конструкции характеризуется тем, что при намотке проволок выдерживают натяжение провоЛок одинаковым, а сборку торсиона выполняют путем стягивания проволок в поперечном направлении на сходе с коуша с помощью сухарей при упруго зафиксированном положении Коушей до совпадения отверстий.в проушинах коуша и в сухарях. На фиг. 1 изображен o6ttfiA вид торСиона винта вертолета; на фиг.2 разрез А-А фиг.1; на фиг,3 - разрез Б-Б фиг.2; на фиг.4 - приящщиальиая схема устройства для осуществления способа изготовления торсиона; на фиг.5 - общий вид приспособления для намотки и сборки торсиона; на фиг.6 разрез В-В фиг.5. Торсион винта вертолета имеет два концевых коуша 1 (фиг.1), в ручьях 3 на периферии которых расположёны ко цевые петли 2 ряда кольцевьгх провол Рабочий стержень 3 торсиона имеет п моугольное попер.ечное сечение и выполнен из набора кольцевых, проволок на связующем. Устройство для крепл ния проволок на сходе с коуша выпол нено в виде двух сухарей 4, которые разнесены относительно продольной о стержня. На внутренних поверхностях щек коушей имеются пазы 5 (фиг.2), в которых размещаются выступы 6 (фиг.З) сухарей. Сухари фиксируются в коушах болтами 7, проходящими в от верстиях сухарей 4 и проушин коуша При сборке сухари охватывают полувет : ви проволок и при сжатии скользят по пазам 5 коушей. Для сохранения формы сечения и придания большей устойчивости на ежи макяцие силы рабочий стержень 3 торт сиона заключён в оболочку 8 из высокопрочных нитей, которая выполнена в виде поперечной обмотки на связующем. Для защиты материалов торсиона рт воэдействия окружакяцей среды снаружи стержень торсиона заключен в резиновую оболочку 9. На коушах имеются центральные отверстия 10 для крепления торсиона к деталям втулки,винта вертолета. В одном из коушей имеется паз 11, выходящий в боковое отверстие, через который закрепляется ряд проволок перед намоткой. Второй конец ряда проволок закрепляется двумя винтами 12 на одном из сухарей после сборки торсиона. Устройство для изготовления торсиона описанной конструкции имеет шпулярник 13 (фиг,4), катушки 14 с проволокой, одеваемые на барабаны 15 шпулярника 13. Барабаны 15 могут вращаться, при этом происходит их тор1можение регулируемыми тормозами 16. Проволоки со всех катушек 14 с помощью направляющих роликов 17 и калибрукнщ«с роликов 18, 19 собираются в ряд 20 (ленту). Ряд проволок 20 проходит через приспособление 21 для очистки консервирующей смазки и загрязнений. Далее ряд проволок 20 про ходит через подвижное в вертикальном направлении приспособления 22, где может осуществляться нанесение связуюцего. На выходе из приспособления 22 каждая проволока ряда подвергается регулировке на .заданное усилие 2 перемещения с помощью регулирования тормозов 16 барабанов ,15 Усилие пет ремещения проволок выбирается в зависимости от диаметра проволоки из условий плотного облегания радиусной- по.верхности ручья коуша и образования прямого участка проволоки между коушаг-ш. Коуши 1 устанавливаются в намоточное приспосбблеиие 23 и зaкpeпляются пальцами 24. Намоточное приспособление состоит из двух 25 (фиг.5), имекицих отверстия под палец 24, двух подвижных опор 26, перемещающихся по пазам щек 25 и также имеющих отверстия под палец 24 и под палец для растяжки торсиона.Между щеками 23 и подвижными onopaHii 26 устанавливаются ограничительные вкладыши 27. Намоточное приспособление ; 23 (фиг.4) устанавливается в шпиндель станка 28. Изготовление торсиона винта рерто- лета в соответствии с предложенным способом осуществляется следующим образом. Проволоки с катушек шпулярника с помощью направляющих и калибрующих роликов формируются в ряд, равный по ширине ручью коуша. Ряд проволок проходит через приспособление 21 (фиг,4), где с помощью щеток производится их очистка от консёрви- v рукяцей смазки и загрязнений. Далее на ряд проволок осуществляется нанег сение связующего. Намотка проволок проводится на коущи, закрепленные ; пальцами во вращающемся намоточном поиспособлении, рядами по ширине,рач;;. ИОй ширине ручья коуща. Начала ряда проволок вставляются в паз одного из |коушей и закрепляются в отверстии технологическим валиком. Вращение наматочного приспособления осуществляется с малой скоростью (3-5 об/мин), . позволяющей производить операции очистки проволоки, нанесения клея и Наблюдать за правильностью укладки рядов проволоки в ручьи коушей. После намотки торсиона ряд проволок закрепляется в намоточном приспособлении, обрезается вблизи закрепления, тем сам(ям подготавливается для намотки следукищего торсиона. Намоточное при- способленке вместе с торсионом на ; специальном гидравлическом прессе астягивается, из-под подвижных опор 26 (фиг.5) вынимаются ограничительные акладывп 27, что дает возможность сокраща:Т1 расстояние между коушами при стягивании ветвей торснона в рабочий .стержень заданного сечения. После этого производится сборка торсиона в следующей последовательности: на ветви торсиона у одного из коушей А одеваются сухари 4 (фиг.1), которые своими выступами 6 выставляются в па зы 5 на внутренних поверхностях щек коуша 1, затем с помощью специальной струбцины сухари 4 стягиваются до совпадения отверстий в щеках коуша 1 и сухарях 4, в отверстия вставляются болты 7 и затягиваются гайками. Такая же операция производится у другого коуша и на образовавшийся стержень одевается ограничительный кожух для сохранения расположения проволок при проведении дальнейших операций. Собра.нный торсион демонтируется из намоточного приспособления
производится закрепление ряда проволок на сухаре 4 винтами 12 (фиг.1) и устанавливается в приспособление для полимеризации связующего. В этом приспособлении торсион растягивается, с рабочего стержня снимается ограничительный кожух и производится поперечная обмотка стержня, высокопрочА- А
Фие,2
по всем проволокам.
Предлагаемый проволочный торсиоН обеспечивает высокую надежность изза наличия боль.шого количества элементов, несущих Нагрузку, большой ресурс работы и снижение веса конструкции.
Вб
Фиг,д иыми нитями на связующем. Затем на рабочий стержень одевается специальное приспособление, оформляющее его и создающее необходимое давление в процессе полимеризации связующего. В таком состоянии приспособлен}1е, вместе с торсионом, помещается в термошкафу где производится полимеризация связующего по заданному режиму. После полимеризации связующего торсион демонтируется из приспособления для дальнейших операций по зачистке, потёков связующего и обрезинивания. Данный способ изготовления торсиона обеспечивает низкую трудоемкость и высокое качество укладки проволоки, гарантирукщее равномерность рас-пределения растягивающей нагрузки 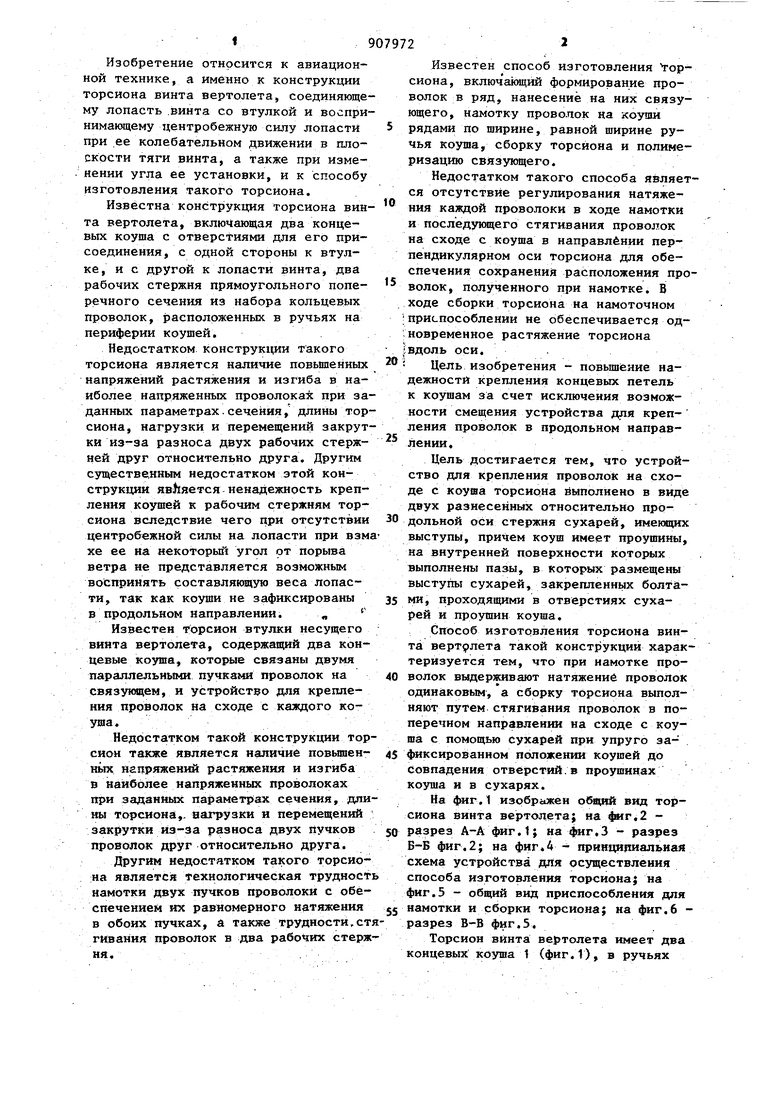
| название | год | авторы | номер документа |
|---|---|---|---|
| ВОЗДУШНЫЙ ВИНТ | 2014 |
|
RU2544442C1 |
| Технологическая линия для изготовления композитной арматуры | 2016 |
|
RU2637226C1 |
| ЛИНИЯ НАМОТКИ КАТУШЕК РЕЛЕ | 2004 |
|
RU2262479C1 |
| Технологическая линия для изготовления арматуры из композитных материалов | 2020 |
|
RU2770724C1 |
| ВТУЛКА НЕСУЩЕГО ВИНТА ВЕРТОЛЕТА | 2008 |
|
RU2360834C1 |
| Гайковерт для штуцерных резьбовых соединений трубопроводов | 1983 |
|
SU1155438A1 |
| Агрегат для термофиксации кордных шнуров из синтетических волокон | 1974 |
|
SU537148A1 |
| ТЕХНОЛОГИЧЕСКАЯ ЛИНИЯ И СПОСОБ ИЗГОТОВЛЕНИЯ НЕПРЕРЫВНЫХ ИЗОГНУТЫХ ПОЛИМЕРНЫХ КОМПОЗИТНЫХ СТЕРЖНЕЙ | 2017 |
|
RU2665536C1 |
| Станок для намотки волновых обмоток статоров электрических машин | 1989 |
|
SU1791914A1 |
| РАСКЛАДЧИК НАМОТОЧНОГО СТАНКА | 2009 |
|
RU2392214C1 |
28 f 24 22 2t 26
Фиг // / // /
Ш
ХвВЗфЗЩ
ж
3
ш
Фаг.
| Патент Франции № 1376305, кл | |||
| Нефтяной конвертер | 1922 |
|
SU64A1 |
| Патент Франции № 1575339, кл | |||
| Нефтяной конвертер | 1922 |
|
SU64A1 |
