Изобретение относится к технологическому оборудованию для производства витых ленточных магнитопрово- дов и может быть использовано в электротехнической про1-я т1ленности при навивке ленточных магнитопрово дов на прямоугольную оправку.
Цель изобретения - повышение производительности при навивке ленточного магнитопровода на прямоугольную оправку, повышение качества изготавливаемого магнитопровода за счет , более плотной навивки.
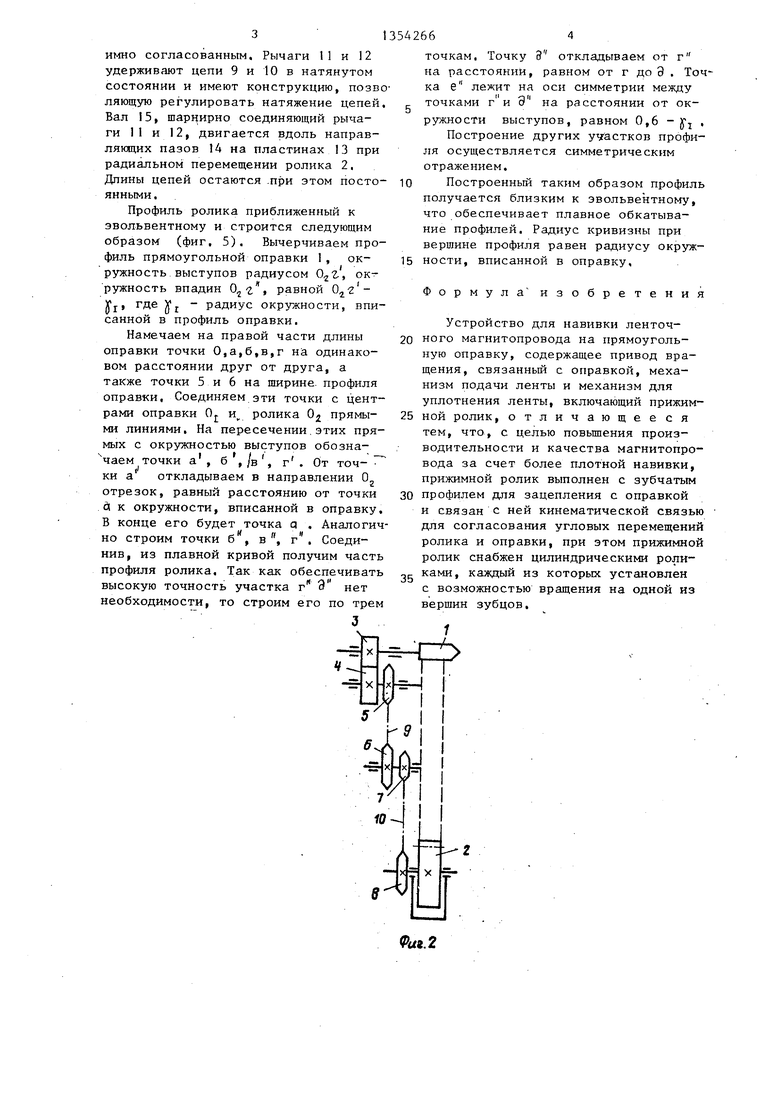
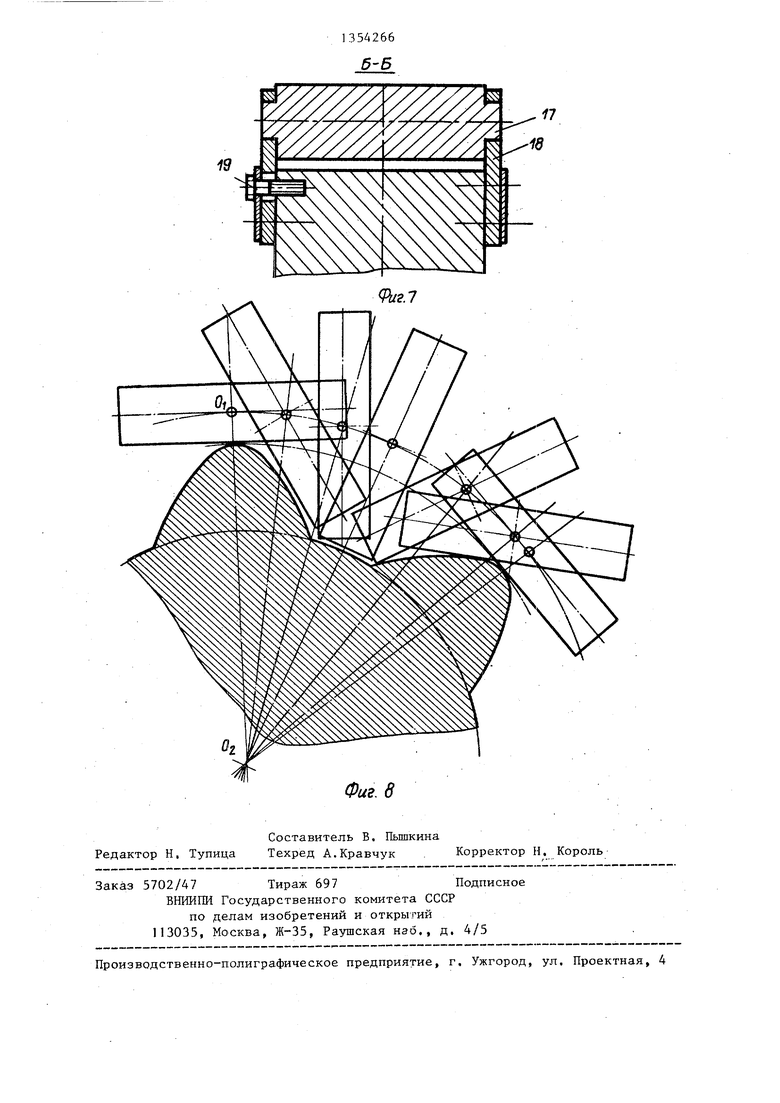
На фиг, 1 и 2 изображены кинематические схемы устройства; на фиг. 3 узел кинематического замыкания цепей, общий вид; на фиг, 4 - разрез А-А на фиг, 3; на фиг. 5 - схема построения профиля ролика; на фиг, 6 зуб профильно го ролика, общий вид; на фиг. 7 - разрез Б-Б .на фиг. 6; на фиг, 8- схема обката оправки и ролика.
Устройство для навивки ленточного магнитопровода на прямоугольную оправку содержит станину, прямоугольную оправку 1, связанную с приводом вращения, прижим ленты к которой осуществляется механизмом уплотнения , включающим профильный ролик 2, установленный на штоке пневмоци- линдра и кинематически связанный с вращением оправки 1 через зубчатую пару 3 и 4 и цепную передачу, включающую звездочки 5 - 8 и цепи 9 и 10, С помощью этих кинематических звеньев осуществляется согласование вращения прижимного ролика с оправкой. Рычаги 11 и 12 удерживают цепи в постоянно натянутом положении. Две пластины 13 с дуговЫ1чи направляющими пазами 14 повышают жесткост конструкции при высоких частотах вращения оправки. Вал 15 передает вращающий момент от звездочки 6 к ведомой звездочке 7,, осуществляя в то же время колебательное движение вдоль паза 14 при подводе и отводе ролика к ленте в начале и конце навивки. Защитный чехол 16 предохраняет от попадания в зону быстровращающихся частей посторонних предметов. На вершинах зубьев профиля ролика 2 установлены сво- бодновраш.ающиеся ролики 17.
Устройство работает следующим образом.
5
Лента из магнитомягкой стали подается и фиксируется на оправке , после чего подводится прижимной ролик 2, сориентированный центрами своих выступов вдоль короткой оси оправки. При вращении оправки 1 от привода согласованно (через кинематическую связь) вращается ролик 2, Исходя из уравнения кинематического баланса, определяется количество зубьев зубчатых колес и звездочек.
Обозначим Z, ,Z4 ,Z j,Zj ,Z7,Zg - соответственно количество зубьев зубчатых колес и звездочек (позиции 3 - 8); Z, 2 - количество зубьев оправки; Z - количество профильного ро- Z,
0
лика, тогда
-L 1.i
. ПРИ- Z 4 (, 8 няв Z 13-22, определим соотношения Z - Z,.
О
При
1
к и
согласовании вращения оправ- и ролика 2 при неизменном про25
30
филе оправки (без навивки ленты) полностью отсутствует колебательное движение прижимного ролика за счет обкатывания поверхности оправки 1 по профилю 2. При увеличении периметра оправки за счет утолщения навивки имеет место частичное проскальзывание профилей и незначительное колебание ролика за счет неполного захода навивки во впадины ролика. При небольшом относительном увеличении периметра навивки (1,5 - 35 3) колебания ролика несущественные.
I
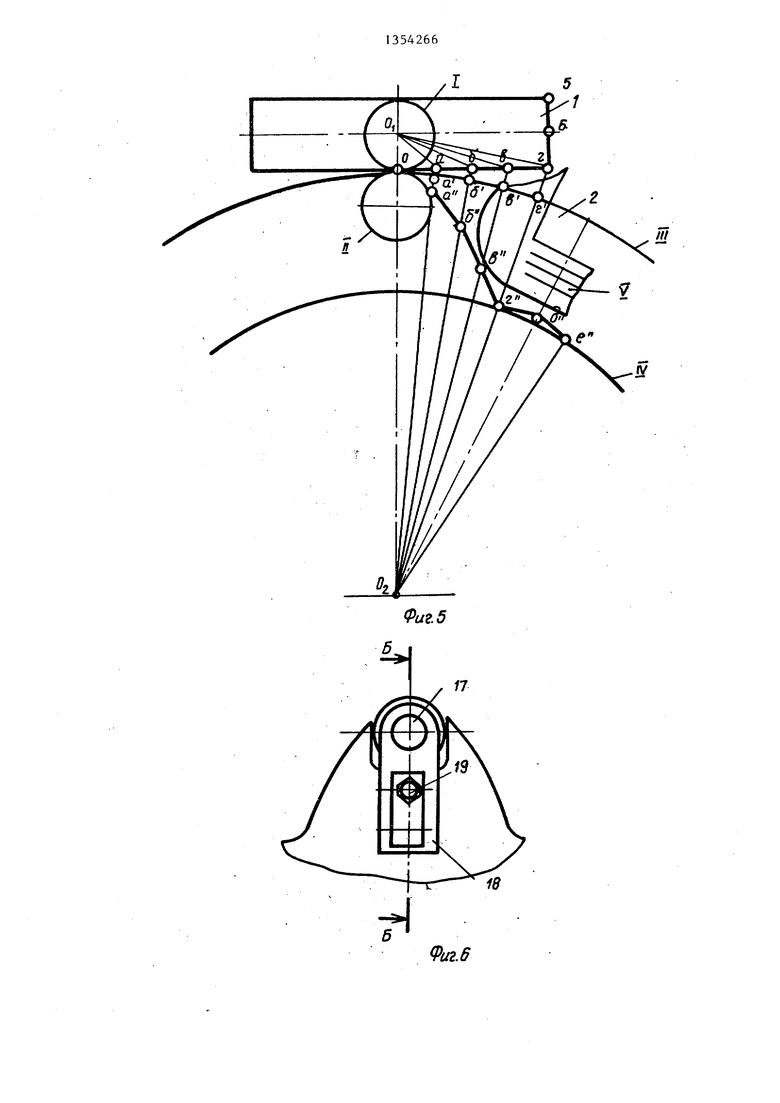
Проскальзыванию профилей содействуют цилиндрические ролики 17, установленные на вершинах профильно40 го ролика 2,-которые, проворачиваясь, заменяют трение скольжения качением. Радиус роликов 17 соответствует радиусу при вершине профильного ролика 2, полученного при граj фическом построении профиля. Ролики 17 установлены осями в пластинах 18 из антифрикционного материала и закреплены винтами 19 к корпусу профильного ролика. В пластинах 18
Q выполнены продольные отверстия, дающие возможность регулировать высоту установки роликов 17.
После окончания навивки и фиксации последнего витка профильный ро лик отводится пневмоприводом, освобождая заготовку. При отводе и низкоамплитудном колебании ролика.2 ки нематическая связь оправки и ролика 2 удерживает их расположение вза31
имно согласованным. Рычаги 11 и 12 удерживают цепи 9 и 10 в натянутом состоянии и имеют конструкцию, позволяющую регулировать натяжение цепей. Вал 15| шарнирно соединяющий рычаги 11 и 12, двигается вдоль направляющих пазов 14 на пластинах 13 при радиальном перемещении ролика 2, Длины цепей остаются -при этом постоянными.
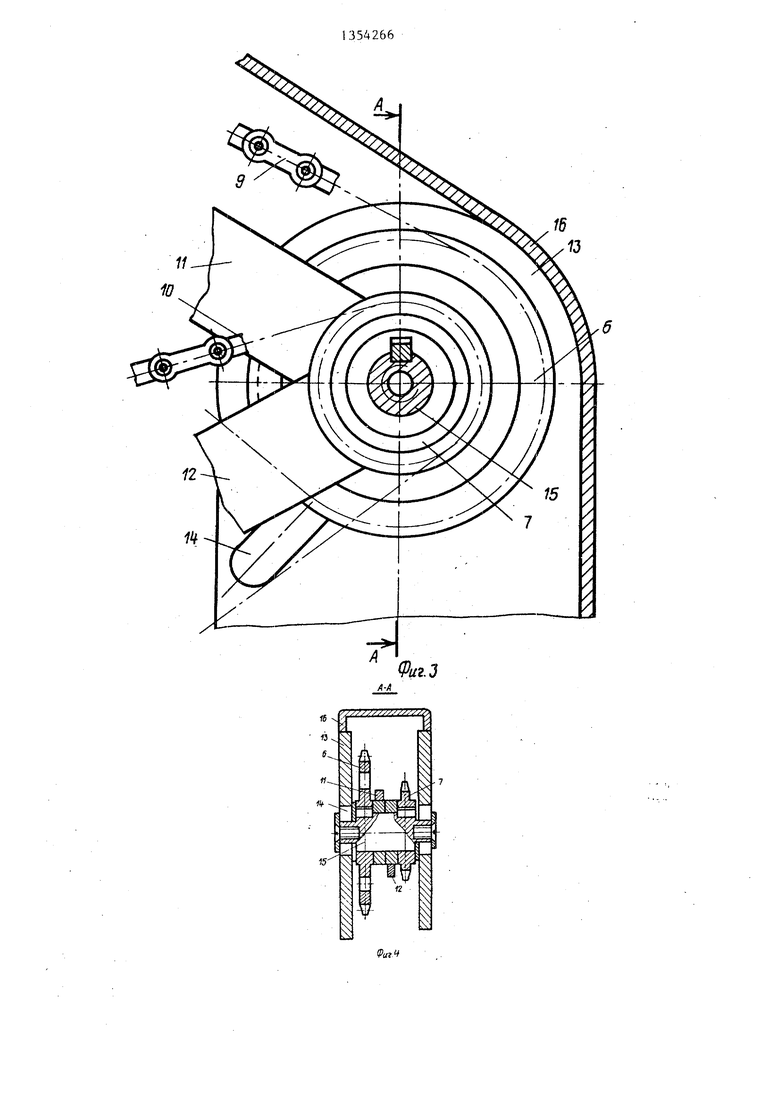
Профиль ролика приближенный к эвольвентному и строится следующим образом (фиг, 5), Вычерчиваем профиль прямоугольной оправки 1, окружность выступов радиусом , окружность впадин , равной Ifj., где Yj. - радиус окружности, вписанной в профиль оправки.
Намечаем на правой части длины оправки точки О,а,б,в,г на одинаковом расстоянии друг от друга, а также точки 5 и 6 на ширине, профиля оправки. Соединяем эти точки с центрами оправки Oj. и ролика 0 прямыми линиями. На пересечении,этих прямых с окружностью выступов обозна- чаем точки а , б ,/в , г . От точ- ки а откладываем в направлении 0 отрезок, равный расстоянию от точки и к окружности, вписанной в оправку, В конце его будет точка а , АналогичIf /I M
но строим точки б , в , г , Соединив, из плавной кривой получим часть профиля ролика. Так как обеспечивать высокую точность участка г 9 нет необходимости, то строим его по трем
3
542664
точкам. Точку 9 откладываем от г на расстоянии, равном от г до 9 . Точка е лежит на оси симметрии между точками г и 9 на расстоянии от окружности выступов, равном 0,6 - у , Построение других ууастков профиля осуществляется симметрическим отражением,
10 Построенный таким образом профиль получается близким к эвольвентному, что обеспечивает плавное обкатывание профилей. Радиус кривизны при вершине профиля равен радиусу окруж15 ности, вписанной в оправку.
Формула изобретения
Устройство для навивки ленточного магнитопровода на прямоугольную оправку, содержащее привод вращения, связанный с оправкой, механизм подачи ленты и механизм для уплотнения ленты, включающий прижимной ролик, отличающее ся тем, что, с целью повышения производительности и качества магнитопровода за счет более плотной навивки, прижимной ролик выполнен с зубчатым
профилем для зацепления с оправкой и связан с ней кинематической связью для согласования угловых перемещений ролика и оправки, при этом прижимной ролик снабжен цилиндрическими роликами, каждый из которых установлен с возможностью вращения на одной из вершин зубцов.
10
/115
13
fe.J
15
1У
Фиг 5
17
IB
U2.ff
I35A266
б-Б
Фиг. в
Составитель В. Пышкина Редактор Н, Тупица Техред А.Кравчук Корректор Н, Король
Заказ 5702/47 Тираж 697Подписное
ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб., д. 4/5
Производственно-полиграфическое предприятие, г, Ужгород, ул. Проектная, 4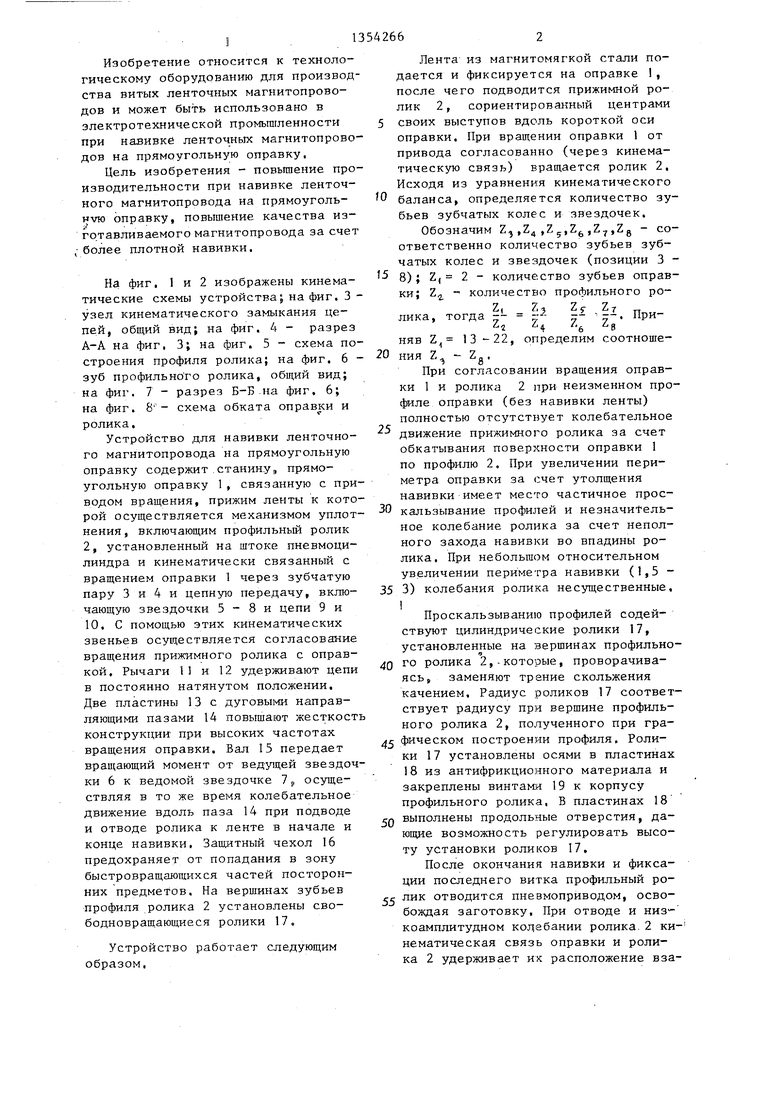
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для формования витых ленточных магнитопроводов из круглой заготовки | 1981 |
|
SU1032487A1 |
| Устройство для навивки ленточных магнитопроводов | 1970 |
|
SU505041A1 |
| Устройство для непрерывной навивки спиралей шнеков | 1988 |
|
SU1563807A1 |
| Установка для изготовления витого магнитопровода электрической машины | 1987 |
|
SU1554079A1 |
| Устройство для изготовления витых магнитопроводов | 1989 |
|
SU1758780A1 |
| Ленточный магнитопровод мощного трансформатора (варианты) | 2023 |
|
RU2831831C2 |
| Способ формообразования поверхностей зубьев цилиндрических колес | 1986 |
|
SU1454560A1 |
| Устройство для намотки ленточных магнитопроводов | 1976 |
|
SU639029A1 |
| Устройство для изготовления витых магнитопроводов | 1975 |
|
SU693511A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТАНГЕНЦИАЛЬНЫХ РАСШИРИТЕЛЕЙ И УСТРОЙСТВА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2000 |
|
RU2185268C2 |
Изобретение относится к технологическому оборудованию для производства витых ленточных магнитопро- , водов и м.б. использовано в электротехнической промьполенности. Цель изобретения - повьшение производительности и качества магнитопровода за счет более плотной навивки. При навивке ленты на оправку 1 подводится прижимной ролик 2, которьш выполнен с зубчатым профилем для зацепления с ней. Ролик 2 связан с оправкой кинематической связью для согласования их угловых перемещений. При согласовании вращения оправки 1 и ролика 2 при неизменном профиле оправки полностью отсутствует колебательное движение прижимного ролика за счет обкатывания поверхности оправки 1,по профилю ролика 2. При : увеличении периметра оправки за счет утолщения навивки будут происходить частичное проскальзывание профилей и незначительное колебание ролика. 8 ил. i (Л С 00 ел ю О5 О5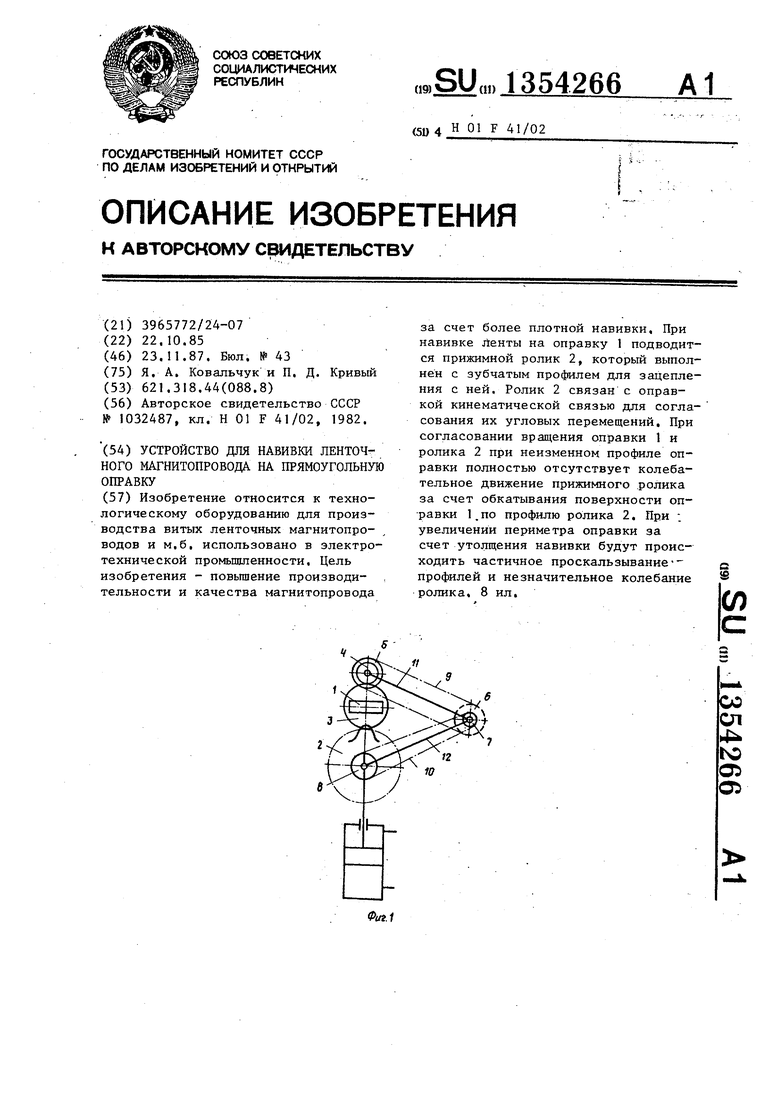
| Устройство для формования витых ленточных магнитопроводов из круглой заготовки | 1981 |
|
SU1032487A1 |
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
