Изобретение относится к обработке металлов давлением, в частности к приспособлениям для навивки спиралей шнеков.
Целью изобретения является расширение технологических возможностей путем получения спиралей, имеющих в сечении различную форму, и улучшение качества.
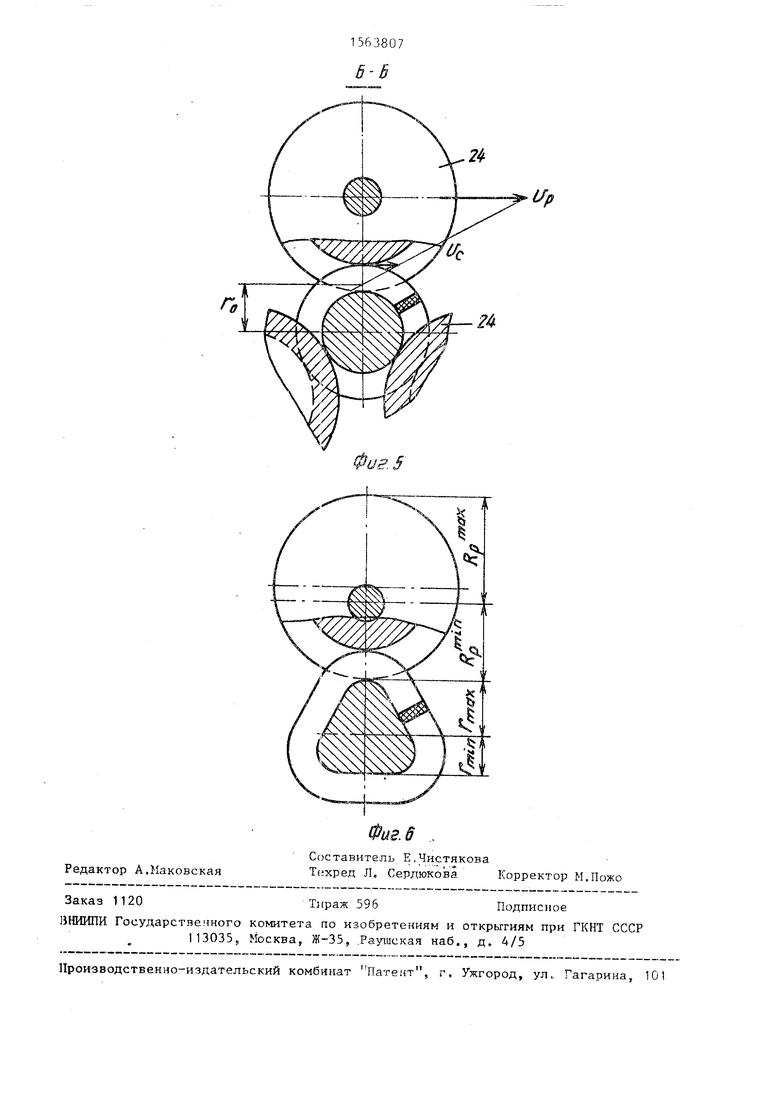
На фиг. 1 изображено предлагаемое устройство; на фиг. 2 - расположение частей направляющего механизма в момент захвата полосы; на фиг. 3 - сечение А-А на фиг. 2; на фиг. 4 - конструктивное исполнение устройства с составными обжимными роликами; на фиг. 5 - сечение Б-Б на фиг. 1; на фиг. 6-то же, навивки профильных спиралей.
Устройство содержит оправку 1, закрепленную в патроне 2 установки, на которой посажена неподвижная 3 и плавающая 4 со ступенчатым осевым отверстием втулки, составляющие pasрезную втулку, имеющую винтовую канавку 5, в которую подается полоса 6 изгибающаяся в спираль под воздействием ролика 7, установленного на кор- пусе устройства 8. Плавающая втулка 4 установлена в отверстии корпуса 8 с помощью байонетного соединения 9, обеспечивающего возможность ограниченного винтового перемещения, ас оправкой 1 связана шпоночным соединением 10. В большей ступени осевого отверстия втулки 4 расположена приводная втулка 11, имеющая канавки 12 и связанная с оправкой 1 шпоночным соединением 13, а с втулкой 14- храповым механизмом 14, который расположен на торце втулки 4 и взаимодействует храповиком 15с канавками 12 втулки 11 и кулачками 16 с профиль- ной канавкой копира 17, установленного в корпусе 8. Со стороны винтовой канавки 5 в плавающей втулки 4 выполнено отверстие 18, ось Которого параллельна оси втулки и в которое установлен ступенчатый фиксатор 19, подпружиненный пружиной 20, закрепленный планкой 21 и имеющий ручку 22 отвода, в конечном положении контактирующий с выключателем 23. На выходе из- канавки 5 направляющего механизма полоса контактирует со ступенчатыми обжимными роликами 24, установленными на приводных валах 25 водила 26, установленного с возможностью вращения в подшипниках 27 корпуса. На больших ступенях обжимных роликов 24 выполнены винтовые канавки 28, по которым направляется спираль, шаг которых равен или кратен шагу спирали и канавки 5, а внутренний диаметр равен диаметру меньшей ступени.
Для устройств, предназначенных дл навивки профильных спиралей, свободная часть оправки 1, выступающая из втулки 3, выполнена в виде переходного участка 29 с изменяющимся от круглого до профильного сечением, например эллипсного.
Соответственно обжимные ролики 24 содержат формообразующий участок 30 с изменяющимся сечением роликов от круглого до эллипсного и калибрующий участок с постоянным профильным сечением. Разница максимального и минимального диаметров соответственно оправки и обжимного ролика, исходя
0 ft
5
0
5
из условия прижима полосы к оправке, должна быть одинаковой.
Для навивки спиралей большого диаметра из широких полос обжимные ролики выполняются составными, содержат цилиндрический приводной ролик 31 и охватывающую его соосно расположенную разрезную втулку 32 с винтовой канавкой, имеющую независимый привод 33, кинематически связываются с оправкой 1.
Устройство работает следующим образом.
В исходном положении плавающая втулка 4 находится в крайнем левом положении (со стороны патрона 2) и с помощью храпового механизма 14 соединена с приводной втулкой 11, а обе втулки 4 и 11 связаны соответственно шпоночными соединениями 10 и 13 с оправкой 1. Конец полосы вводится в зазор (канавку) между втулками 3 и 4 и фиксируется с помощью ручки 22 фиксатором 19 по предварительно проделанному отверстию. В дальнейшем никаких подготовительных операций не потребуется и после включения устройства начинается процесс непрерывной навивки спирали на шаг, в котором можно выделить этап подачи полосы в обжимные ролики. При этом во время вращения оправки 1 плавающая втулка 4 под воздействием соединения 10 проворачивается в корпусе 8 и под воздействием байонета 9 смещается в осевом направлении к неподвижной втулке 3 . В начальный период втулка 4 воспринимает момент изгиба полосы 6. При прокручивании оправки 1 полоса навивается на нее и усилие захвата (и, соответственно, момент изгиба) от оправки 1 к полосе 6 передается уже за счет из фрикционного контакта. При дальнейшем вращении оправки 1 и втулки 4 последняя выходит со шпоночного соединения 10 и кинематическая связь с оправкой 1 осуществляется посредством храпового зацепления 14 через приводную втулку 11, а спираль по наружному диаметру входит в контакт с обжимными роликами 24. При смыкании плавающей 4 и неподвижной 3 втулок от воздействия отраничителя 23 фиксатор 19 освобождает конец полосы 6, а от воздействия копира 17 кулачки 16 отводят храповики 15 от канавок втулки 12 и кинематическая связь оправки 1 с плавающей втулкой
51
4 разрывается, а последняя стопорится прижимом кулачков 16, например, к поверхности отверстия корпуса 8. Так как полоса 6 (спираль) по наружному диаметру вошла в контакт с меньшей ступенью обжимных роликов 24 которыми она прижимается к оправке, то под воздействием сил трения оправки 1 и роликов 24 полоса подается в
i
формообразующие винтовые канавки 28, которые обеспечивают устойчивость на вивки, сдвиг спирали с оправки 1 и точность шага спирали. При навивке профильных спиралей изменение формы профиля спирали в сечении нормальной плоскости к оси осуществляется вне зоны.изгиба на переходном участке оправки и роликов с изменяющимся от круглого к профильному сечением. При этом кинематическая связь обжимных роликов 24 и водила 26 обеспечивает точность взаимного расположения винтовых канавок 28 обжимных роликов 24 и спирали при обкатывании, а также расположение выступающих частей профильной оправки 1 против соответствующих частей обжимных роликов с минимальным диаметром.
Указанное устройство вместо храпового механизма может быть оснащено самовыключающейся муфтой (либо муфтой сцепления), а &айонет соединения втулка - корпус оснащен замком.
К преимуществам указанного устройства следует отнести и то, что обжимной планетарный механизм обеспечивает надежный контакт полосы с оправкой, что позволяет полностью использовать полосу и исключить отходы от обрезки концов.
Формула изобретения
1. Устройство для непрерывной навивки спиралей шнеков, содержащее оправку, установленную с возможностью вращения, направляющий узел с корпусом и втулкой, размещенный на оправке, и прижимной узел, отличающееся тем, что, с целью расширения технологических возможностей за счет получения спиралей, имеющих в сечении различную форму, и улучшения качества, втулка направляющего узла выполнена разрезной из двух частей, образующих винтовую канавку для направления спирали, одна часть установлена на оправке непод638076
вижно, а другая выполнена плавающей с ограниченным винтовым перемещением, связана с оправкой самоотключающейся кинематической связью, а с корпусом - байонетным соединением, и снабжена самоотключающимся захватным узлом, прижимной узел выполнен в виде водила, установленного с возможностью
Ю вращения соосно с оправкой, и планетарного механизма со ступенчатыми обжимными роликами, установленными на водиле, кинематически связанными с оправкой, и на их наружной цилинд15 рической поверхности по крайней мере большей ступени выполнены направляющие винтовые канавки с шагом, равным или кратным шагу винтовой канавки направляющего узла.
2о 2. Устройство по п. 1, отличающееся тем, что передаточные отношения кинематических цепей, связывающих оправку с роликом ia и водило с роликом ib, определяются .
25 следующими зависимостями:
IQ
do + 2Н
de + 211 - 2с (z + 1)
i - 16 z
а диаметр большей ступени обжимных роликов - по зависимости
Dp
IB - lo
lo
(i - О + (...0,95)-II,
где d«j - диаметр оправки;
И - высота калибра, образованного оправкой и поверхностями винтовой канавки обжимных
роликов;
z - количество заходов винтовых канавок на обжимных роликах; с - расстояние между осями оправ- ки и роликов.
3.Устройство по пп. 1 и 2, отличающееся тем, что свободная часть оправки, выступающая из направляющего механизма, и соответствующие ей участки поверхности обжимных роликов выполнены в виде переходных участков с переменным сечением от круглого к профильному, при этом разницы максимальных и минимальных
диаметров оправки и роликов должны быть равны.
4.Устройство по пп. 1-3, отличающееся тем, что обжимные ролики выполнены составными и содержат цилиндрическую прижимную часть при этом части ролика связаны с оправ и охватывающую ее споено расположен- кой самостоятельными кинематическими ную втулку со сквозными канавками, цепями.


| название | год | авторы | номер документа |
|---|---|---|---|
| Приспособление для навивки спиралей | 1986 |
|
SU1388144A1 |
| Приспособление к токарному станку для непрерывной навивки спиралей | 1984 |
|
SU1299653A1 |
| Способ изготовления из полосы изделий с винтовыми ребрами | 1990 |
|
SU1754273A1 |
| Устройство для непрерывной навивки спиралей | 1989 |
|
SU1761340A1 |
| Установка для изготовления витого магнитопровода электрической машины | 1989 |
|
SU1690098A2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТАНГЕНЦИАЛЬНЫХ РАСШИРИТЕЛЕЙ И УСТРОЙСТВА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2000 |
|
RU2185268C2 |
| УСТРОЙСТВО ДЛЯ НАВИВКИ ВИНТОВЫХ СПИРАЛЕЙ БОЛЬШОЙ ДЛИНЫ | 2007 |
|
RU2338617C1 |
| Устройство для навивки широкополосных спиралей шнеков | 1988 |
|
SU1532128A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОРШНЕВЫХ КОЛЕЦ И УСТРОЙСТВО ДЛЯ НАВИВКИ СПИРАЛИ ИЗ СТАЛЬНОГО ПРОФИЛЯ | 2002 |
|
RU2219036C2 |
| Устройство для навивки цилиндрических спиралей | 1986 |
|
SU1480924A1 |


Изобретение относится к обработке металлов давлением, в частности к приспособлениям для изготовления спирали шнека. Цель изобретения - расширение технологических возможностей за счет получения спиралей, имеющих в сечении различную форму, и улучшение качества. Направляющий механизм устройства выполнен в виде установленных на оправку частей втулки с винтовыми канавками. Одна часть установлена неподвижно, а другая (с ограниченным винтовым перемещением) связана с оправкой самоотключающейся кинематической связью и содержит самоотключающееся захватное устройство для конца полосы. Прижимной механизм выполнен в виде планетарного механизма, ступенчатые ролики с винтовыми канавками которого кинематически связаны с оправкой и водилом механизма. Обжимной ролик может быть выполнен составным с отдельными кинематическими цепями для каждой части. При навивке профильных спиралей изменение формы профиля в сечении нормальной плоскости к оси осуществляется вне зоны гиба на переходном участке оправки и роликов с изменяющимся сечением от круглого к профильному. Обжимной планетарный механизм обеспечивает надежный контакт полосы с оправкой, что позволяет полностью использовать полосу и исключить отходы от обрезки концов. 3 з.п. ф-лы, 6 ил.
I 1 Л 8 6 7
Г/
72 U3 13 Ч
xxxxxxxxyovvS
2018
шшшн- шЯЕ
v///
/
л
т
фиг. 2
л ft
/{///// ла
t
т
215
23
/7
14
фиг.З
Фиг. 4
Редактор А.Маковская
Составитель Е.Чистякова
Техред Л. Сердюкова Корректор М.Пожо
Заказ 1120
Тираж 596
ВНИИПИ Государствечного комитета по изобретениям и открытиям при ГКНТ СССР 113035, Москва, Ж-35, .Раушская наб., д. 4/5
Производственно-издательский комбинат Патент, г. Ужгород, ул. Гагарина, 101
24
Фиг. 5
Фаг. в ,
Подписное
| Приспособление к токарному станку для непрерывной навивки спиралей | 1984 |
|
SU1299653A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
