Изобретение относится к технологическому оборудованию для изготовления магнитопроводов электрических машин, в частности витых магнитопроводов, изготавливаемых из непрерывной сегментной ленты, навитой на ребро, и может быть использовано в электротехнической промышленности.
Известны устройства для изготовления витых мзгнитопроводов из непрерывной ленты с предварительно вырубленными пазами.
Однако эти устройства не могут быть использованы для изготовления витого магнитопровода из непрерывной сегментной ленты.
Известно также устройство для изготовления витого магнитопровода из непрерывной сегментной ленты, содержащее оправку, прижимной бугель с роликами и пружины для фиксации лазов пакета
Из содержащейся в описании изобретения информации не ясно, обеспечивается ли в устройстве точность расположения пазо- во-зубцовой зоны по всей высоте iui отавли- ваемого магнитопровода
Наиболее близко к предлагаемому устройство для изготовления витых магнито00
1 со
о
;
проводов, содержащее узел гибки ленты на ребро в спираль в виде обжимного канала с участками прямолинейной и дугообразной формы, механизм навивки с подвижными ловителями, снабженный приводом поворота, и кольцевой кулачок, имеющий возможности взаимодействия с ловителями.
Конструкция обжимного канала указанного устройства не позволяет использовать его для навивки непрерывной сегментной ленты. Кроме того, подвижные ловители механизма навивки входят в зацепление лишь с одним витком спирали навиваемой на ребро ленты, чего достаточно для непрерывной прямолинейной ленты с предварительно вырубленными пазами, имеющей после навивки равномерную высокую жесткость, но что не эффективно для непрерывной сегментной ленты, имеющей податливые перемычки между сегментами. После формирования витков из непрерывной сегментной ленты с перемычками спираль нельзя оставлять в свободном состоянии, так как при этом не будет обеспечиваться качество - точность расположения пазово-зубцовой зоны по всей высоте изделия(магнитопровода)
Цель изобретения - повышение качества магнитопроводов путем обеспечения точности расположения пазово-зубцовой зоны по высоте пакета.
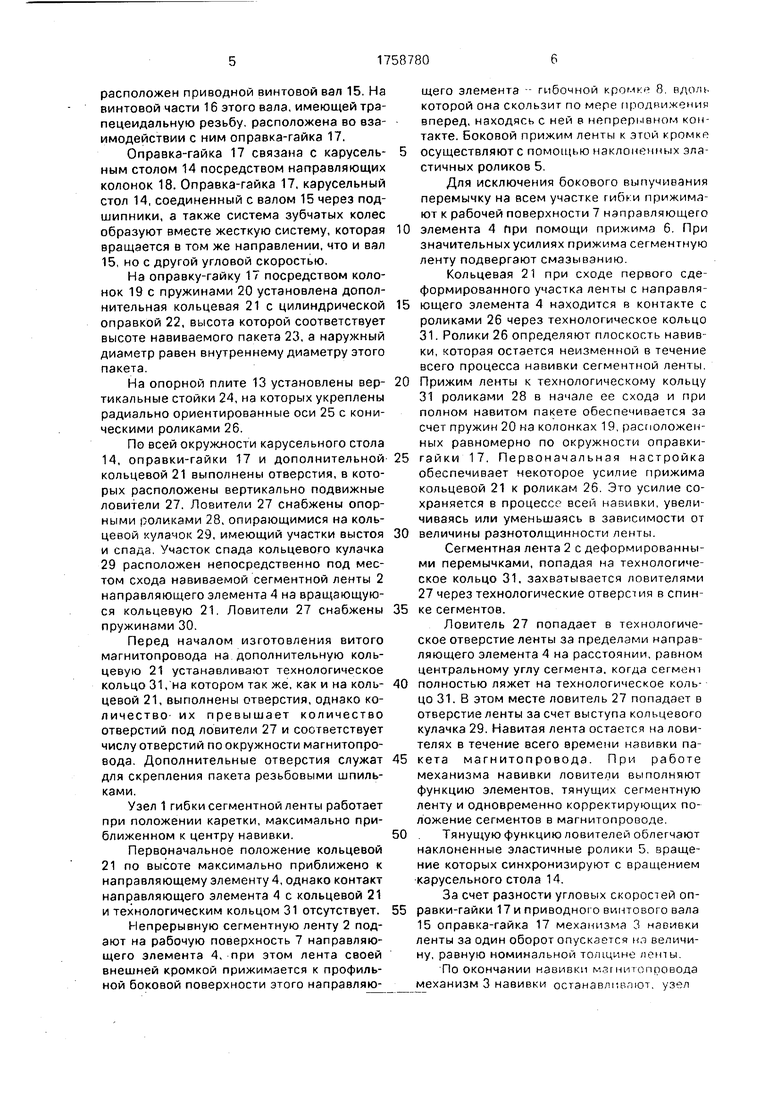
Цель достигается тем, что в устройстве для изготовления витых магнитопроводов, содержащем узел гибки ленты на ребро в спираль в виде обжимного канала с участками прямолинейной и дугообразной формы, механизм навивки с подвижными ловителями, снабженный приводом поворота, и кольцевой кулачук, имеющий возможность взаимодействия с ловителями, обжимной канал выполнен в виде направляющего элемента, размещенного над механизмом навивки наклонно к плоскости его вращения и снабженного прижимом и системой последовательно размещенных приводных роликов, оси которых установлены под углом к плоскости направляющего элемента, механизм навивки выполнен в виде горизонтального карусельного стола, поиводного винтового вала, установленного вертикально в его центре, размещенной из нем во взаимодействии оправки-гайки, связанной через направляющие колонки с карусельным столом и несущей подпружиненную кольцевую, над которой расположены конические ролики с радиально ориентированными осями, закрепленными на стойках, при этом кольцевой кулачок размещен под карусельным столом.
При этом прижим может быть выполнен либо в виде подпружиненной планки, имеющей прямолинейный и дугообразный участки, соответствующие профилю
направляющего элемента, либо в виде подпружиненных роликов, установленных вдоль направляющего элемента.
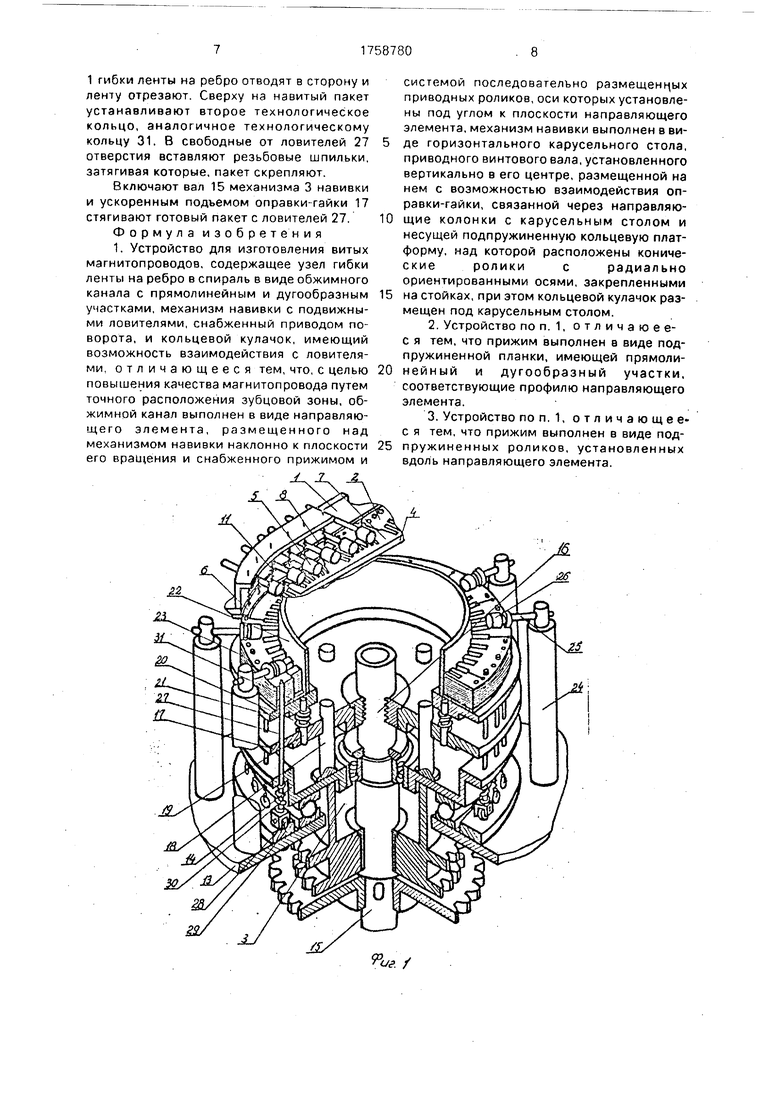
На фиг. 1 показана общая компоновка предлагаемого устройства, на фиг 2 - на0 правляющий элемент обжимного канала, на фиг. 3 - вид А на фиг 2, на фиг 4 - расположение роликов относительно рабочей поверхности направляющего элемента; на фиг. 5 - прижим обжимного канала, выпол5 ненный в виде подпружиненных роликов: на фиг. 6 - вид Б на фиг 5.
Устройство для изготовления витых магнитопроводов содержит узел 1 гибки на ребро непрерывной сегментной ленты 2 и
0 механизм 3 навивки этой ленты в пакет.
Узел 1 гибки прикреплен непосредственно к станине механизма 3 навивки.
Узел 1 гибки представляет собой направляющий элемент 4. снабженный систе5 мой последовательно размещенных приводных эластичных роликов 5 и подпружиненный прижимом 6
Направляющий элемент 4 выполнен в виде клинообразной плиты, верхняя рабо0 чая поверхность 7 которой снабжена профильной боковой поверхностью - гибочной кромкой 8 с прямолинейным 9 и криволинейным Юучастками. Клинообразная плита направляющего элемента 4 расположена
5 под углом а к плоскости вращения механизма навивки 3, что обеспечивает плавный сход сегментной 2 с направляющего элемента 4 в процессе навивки ленты.
Эластичные ролики 5 снабжены общим
0 приводом (не показан). Оси роликов 5 установлены под небольшим углом Ь к плоскости рабочей поверхности 7 направляющего элемента 4. Этот угол обеспечивает образование усилия Q, которое прижимает ленту 2
5 к профильной боковой поверхности направляющего элемента - гибочной кромке 8.
Прижим 6 выполнен в виде планки, подпружиненной пружинами 11 и повторяю- щеи профиль гибочной кромки
0 направляющего элемента 4.
Однако возможно выполнение прижима 6 в виде подпружиненных цилиндрических роликов 12, размещенных вдоль направляющего элемента 4,
5 Узел 1 гибки выполнен с возможностью перемещения в направлении к центру навивки.
На опорной плите 13 механизма навивки 3 размещен горизонтальный карусельный стол 14 в центре которого вертикально
расположен приводной винтовой вал 15. На винтовой части 16 этого вала, имеющей трапецеидальную резьбу, расположена во взаимодействии с ним оправка-гайка 17.
Оправка-гайка 17 связана с карусельным столом 14 посредством направляющих колонок 18. Оправка-гайка 17, карусельный стол 14, соединенный с валом 15 через подшипники, а также система зубчатых колес образуют вместе жесткую систему, которая вращается в том же направлении, что и вал 15, но с другой угловой скоростью.
На оправку-гайку 17 посредством колонок 19 с пружинами 20 установлена дополнительная кольцевая 21 с цилиндрической оправкой 22, высота которой соответствует высоте навиваемого пакета 23, а наружный диаметр равен внутреннему диаметру этого пакета.
На опорной плите 13 установлены вертикальные стойки 24, на которых укреплены радиально ориентированные оси 25 с коническими роликами 26.
По всей окружности карусельного стола 14, оправки-гайки 17 и дополнительной кольцевой 21 выполнены отверстия, в которых расположены вертикально подвижные ловители 27. Ловители 27 снабжены опорными роликами 28, опирающимися на кольцевой кулачок 29, имеющий участки выстоя и спада. Участок спада кольцевого кулачка 29 расположен непосредственно под местом схода навиваемой сегментной ленты 2 направляющего элемента 4 на вращающуюся кольцевую 21. Ловители 27 снабжены пружинами 30.
Перед началом изготовления витого магнитопровода на дополнительную кольцевую 21 устанавливают технологическое кольцо 31, на котором так же, как и на кольцевой 21, выполнены отверстия, однако количество- их превышает количество отверстий под ловители 27 и соответствует числу отверстий по окружности магнитопровода. Дополнительные отверстия служат для скрепления пакета резьбовыми шпильками.
Узел 1 гибки сегментной ленты работает при положении каретки, максимально приближенном к центру навивки.
Первоначальное положение кольцевой 21 по высоте максимально приближено к направляющему элементу 4, однако контакт направляющего элемента 4 с кольцевой 21 и технологическим кольцом 31 отсутствует.
Непрерывную сегментную ленту 2 подают на рабочую поверхность 7 направляющего элемента 4, при этом лента своей внешней кромкой прижимается к профильной боковой поверхности этого направляющего элемента - гибочной кромка 8, вдоль которой она скользит по мере продвижения вперед, находясь с ней в непрерывном контакте. Боковой прижим ленты к этой кромке 5 осуществляют с помощью наклоненных эластичных роликов 5.
Для исключения бокового выпучивания перемычку на всем участке гибни прижимают к рабочей поверхности 7 направляющего 10 элемента 4 при помощи прижима 6. При значительных усилиях прижима сегментную ленту подвергают смазыванию.
Кольцевая 21 при сходе первого сде- формированного участка ленты с направля- 15 ющего элемента 4 находится в контакте с роликами 26 через технологическое кольцо 31. Ролики 26 определяют плоскость навивки, которая остается неизменной в течение всего процесса навивки сегментной ленты. 0 Прижим ленты к технологическому кольцу 31 роликами 28 в начале ее схода и при полном навитом пакете обеспечивается за счет пружин 20 на колонках 19, расположенных равномерно по окружности оправки- 5 гайки 17. Первоначальная настройка обеспечивает некоторое усилие прижима кольцевой 21 к роликам 26. Это усилие сохраняется в процессе всей навивки, увеличиваясь или уменьшаясь в зависимости от 0 величины разнотолщинности ленты.
Сегментная лента 2 с деформированными перемычками, попадая на технологическое кольцо 31. захватывается ловителями 27 через технологические отверстия в спин- 5 ке сегментов.
Ловитель 27 попадает в технологическое отверстие ленты за пределами направляющего элемента 4 на расстоянии, равном центральному углу сегмента, когда сегмеш 0 полностью ляжет на технологическое кольцо 31. В этом месте ловитель 27 попадает в отверстие ленты за счет выступа кольцевого кулачка 29. Навитая лента остается на ловителях в течение всего времени навивки па- 5 кета магнитопровода. При работе механизма навивки ловители выполняют функцию элементов, тянущих сегментную ленту и одновременно корректирующих положение сегментов в магнитопроводе. 0Тянущую функцию ловителей облегчают
наклоненные эластичные ролики 5, вращение которых синхронизируют с вращением карусельного стола 14.
За счет разности угловых скоростей оп- 5 равки-гайки 17 и приводного винтового вала 15 оправка-гайка 17 механизма 3 навивки ленты за один оборот опускается но величину, равную номинальной толщине ленты.
По окончании навивки мягниюпоовода Механизм 3 навивки останавливают, узел
1 гибки ленты на ребро отводят в сторону и ленту отрезают. Сверху на навитый пакет устанавливают второе технологическое кольцо, аналогичное технологическому кольцу 31. В свободные от ловителей 27 отверстия вставляют резьбовые шпильки, затягивая которые, пакет скрепляют.
Включают вал 15 механизма 3 навивки и ускоренным подъемом оправки-гайки 17 стягивают готовый пакет с ловителей 27, Формула изобретения 1. Устройство для изготовления витых магнитопроводов, содержащее узел гибки ленты на ребро в спираль в виде обжимного канала с прямолинейным и дугообразным участками, механизм навивки с подвижными ловителями, снабженный приводом поворота, и кольцевой кулачок, имеющий возможность взаимодействия с ловителями, отличающееся тем, что, с целью повышения качества магнитопровода путем точного расположения зубцовой зоны, обжимной канал выполнен в виде направляющего элемента, размещенного над механизмом навивки наклонно к плоскости его вращения и снабженного прижимом и
системой последовательно размещенных приводных роликов, оси которых установлены под углом к плоскости направляющего элемента, механизм навивки выполнен в виде горизонтального карусельного стола, приводного винтового вала, установленного вертикально в его центре, размещенной на нем с возможностью взаимодействия оправки-гайки, связанной через направляющие колонки с карусельным столом и несущей подпружиненную кольцевую платформу, над которой расположены коническиероликисрадиальноориентированными осями, закрепленными на стойках, при этом кольцевой кулачок размещен под карусельным столом.
2.Устройство по п. 1, отличаюеес я тем, что прижим выполнен в виде подпружиненной планки, имеющей прямолинейный и дугообразный участки, соответствующие профилю направляющего элемента.
3.Устройство по п. 1, отличающее- с я тем, что прижим выполнен в виде подпружиненных роликов, установленных вдоль направляющего элемента.

| название | год | авторы | номер документа |
|---|---|---|---|
| Установка для изготовления витого магнитопровода электрической машины | 1991 |
|
SU1791910A1 |
| Установка для изготовления витого магнитопровода электрической машины | 1989 |
|
SU1690098A2 |
| Установка для изготовления витого магнитопровода электрической машины | 1989 |
|
SU1695453A1 |
| Установка для изготовления витого магнитопровода электрической машины | 1987 |
|
SU1554079A1 |
| Устройство для навивки ленты в спираль на ребро | 1986 |
|
SU1433549A1 |
| Устройство для изготовления витых магнитопроводов | 1975 |
|
SU693511A1 |
| Устройство для изготовления витых ленточных магнитопроводов электрических машин | 1987 |
|
SU1677797A1 |
| Устройство для изготовления витого ленточного магнитопровода электрической машины | 1987 |
|
SU1617541A1 |
| Устройство для изготовления витых ленточных магнитопроводов | 1985 |
|
SU1317499A1 |
| Устройство для изготовления витых чувствительных элементов | 1983 |
|
SU1125084A1 |

Использование: электромашиностроение, технологическое оборудование для из- готовлениямэгнитопроводов электрической машины при обеспечении заданной точности расположения пазово-зуб- цовой зоны по всей высоте изделия. Сущность изобретения1 устройство для изготовления витых магнитопроводов содержит узел гибки на ребро непрерывной сегментной ленты и механизм навивки ленты в пакет. Узел гибки ленты содержит направляющую, на которой расположены эластичные ролики и подпружиненный прижим. На опорной плите размещен карусельный стол, в центре которого расположен вертикальный приводной винтовой вал. На винтовой части вала расположена во взаимодействии с ним оправка-гайка. Оправка- гайка жестко связана с карусельным столом посредством направляющих колонок. На оправке-гайке посредством колонок с пружинами установлен дополнительный кольцеобразный стол. На опорной плите установлены вертикальные стойки, на которых укреплены радиально ориентированные оси с коническими роликами По всей окружности карусельного стола оправки- гайки и дополнительного кольцеобразного стола выполнены отверстия, в которых расположены подвижные подпружиненные ловители. Ловители снабжены роликами, опирающимися на кольцевой кулачок 2 э п ф-лы, 6 ил. I-WM. «„А -ч
w
Фиг. 2
/:
8
t
Фиг.З
a s
ФигЛ
f/
Ц
т
11
В12ЙЙЙЙФЙ Ф йЙ
Фиг 5
ЫЪБ
В.
Г7Т1
IT
г5
| Способ изготовления магнитопроводов электрических машин | 1972 |
|
SU997187A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Патент США N 3062267, кл | |||
| Солесос | 1922 |
|
SU29A1 |
