Изобретение относится к металло- ,обработке, является усовершенствованием инструмента по авт.св.№ I 321529, и может быть использовано при обработке глубоких точных отверстий.
Цель изобретения - повышение надежности инструмента в работе путем создания гидравлического давления на
тела вращения по направлению их пере-10 наклоном под углом ti относительно мещения, как в зоне их контакта с по- направления перемещения тел вращения. верхностью заготовки, так и в канале Корпус 1 своим резьбовьк - хвостовиком
закреплен на конце борштанги 11. Между гайками 9 размещено уплотнитель- 15
возврата, а также путем смазки тел вращения и уменьшения их температурного режима.
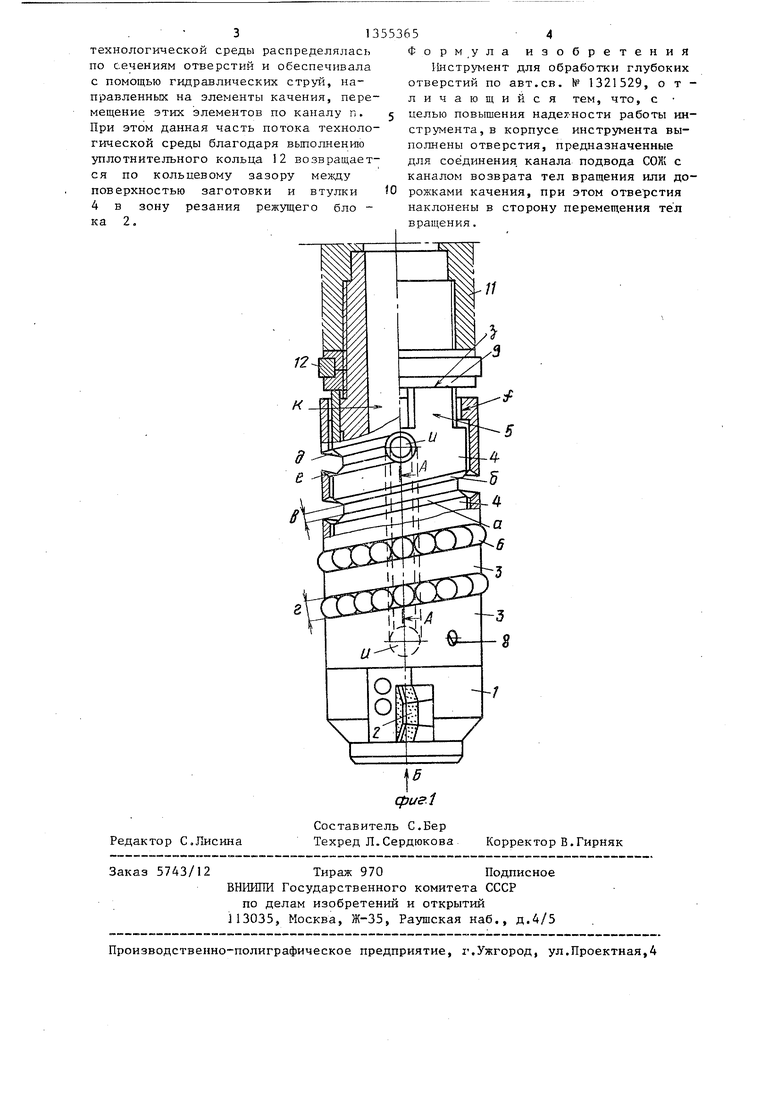
На фиг.1 схематически показан предлагаемый инструмент, общий вид; на фиг.2 - разрез-А-А на фиг..
Инструмент для обработки глубоких отверстий содержит корпус 1, режущий 20 двухлезБийный блок 2, установленный в пазу передней части корпуса 3, наружную втулку 3 и внутреннюю втулку 4, закрепленную жестко одной стороной при помощи штифтов, а другой 25 с возможностью осевого перемещения относительно корпуса 1. Данная сторона фиксируется только от проворота при помощи выступающей части 5, На ; геликойдной поверхности а и б, 30 разрезанной при помощи винтовой про- рези е втулки 4, размещены направляющие тела 6 вращения. При этом тела - 6 вращения заключены во втулке 3 и размещаются непосредственно в вин- 35 товой прорези г, опозитивно выполненной первой поверхности контактирования д и е тел 6 вращения. Втулка 3 жестко зафиксирована со стороны режущего блока 2 и резьбового хвосто- 40 вика корпуса штифтами. Для осуществ-- ления возможности осевого перемещения одной из сторон втулки 3 штифта 8 запрессован в корпусе 1 и в соответствующем отверстии втулки 3, а выступающая часть 5 размещена в продольных пазах втулки 4. Торец з втулки 4 контактирует с гайкой 9, размещенной в корпусе 1. Со стороны жесткого соединения втулки 3 выполне- 50 ны радиальные пазы f, в которые входят выступающие части 5 втулки 4, По концам винтовой дорожки качения выполнены отверстия и во втулке 4 и в корпусе 1, которые соединены с gg выфрезерованным каналом возврата п. Канал возврата обеспечивает циркуляцию тел 6 вращения по поверхности а и б разрезной втулки 4.
ное кольцо 12 из полиуретана, наружный диаметр которого равен диаметру расточенного отверстия заготовки.
Перед растачиванием отверстий инструмент настраивают на диаметр обра- батьшаемого отверстия с учетом натяга по направляющи;- тел 6 вращения, диаметр по телам вращения должен превышать номинальный диаметр по калибрующим кромкам двухлезвийного блока 2 на величину, определяемую усилием раскатьюания поверхности отверстия и силами резания, В процессе растачивания отверстий закрепленному на борштанге 11 инструг-1енту сообшают поступательное движение подачи; а заготовке - вращательное движение. Далее включают насосную станцию станка, технологическая среда по ее магистрали поступает в канал подвода к, образованный внутренней поверхностью отверстия (Зорштанги J и корпуса 1 инструмента При этом основной поток технологической среды поступает в зо- ну резания двухлезвийного блока 2, а 5-10% от основного потока направляется через отверстия m в канал возврата п тел 6 вращения.
В результате контактирования тел 6 45 вращения с поверхностью отверстия заготовки и геликойдной поверхностью е и д втулки 4 они перекатываются
конца этой поверхности и затем чеи.
ДО
рез отверстие и попадают в канал возврата п в корпусе
Одновременно с этим в результате гидравлического напора технологической среды, поступаюи1ей через отверстия m в замкнутый по длине канал возв рата п, элементы качения перемещаются к выходному отверстию канала. Диаметр отверстий вьтолняют таким образом, чтобы часть основного потока
Канал возврата тел враи;ения выполнен замкнутым по длине при помощи накладки 10, установленной с нарулшой стороны корпуса 1. Вдоль канала возврата п расположены отверстия т, соединяющие этот канал п с каналом подвода к технологической среды. При этом отверстия m выполнены с
закреплен на конце борштанги 11. Между гайками 9 размещено уплотнитель-
ное кольцо 12 из полиуретана, наружный диаметр которого равен диаметру расточенного отверстия заготовки.
Перед растачиванием отверстий инструмент настраивают на диаметр обра- батьшаемого отверстия с учетом натяга по направляющи;- тел 6 вращения, диаметр по телам вращения должен превышать номинальный диаметр по калибрующим кромкам двухлезвийного блока 2 на величину, определяемую усилием раскатьюания поверхности отверстия и силами резания, В процессе растачивания отверстий закрепленному на борштанге 11 инструг-1енту сообшают поступательное движение подачи; а заготовке - вращательное движение. Далее включают насосную станцию станка технологическая среда по ее магистрали поступает в канал подвода к, образованный внутренней поверхностью отверстия (Зорштанги J и корпуса 1 инструмента При этом основной поток технологической среды поступает в зону резания двухлезвийного блока 2, а 5-10% от основного потока направляется через отверстия m в канал возврата п тел 6 вращения.
20 25 30 35 40 50 gg
В результате контактирования тел 6 45 вращения с поверхностью отверстия заготовки и геликойдной поверхностью е и д втулки 4 они перекатываются
конца этой поверхности и затем чеи.
ДО
рез отверстие и попадают в канал возврата п в корпусе
Одновременно с этим в результате гидравлического напора технологической среды, поступаюи1ей через отверстия m в замкнутый по длине канал возврата п, элементы качения перемещаются к выходному отверстию канала. Диаметр отверстий вьтолняют таким образом, чтобы часть основного потока
технологической среды распределялась по сечениям отверстий и обеспечивала с помощью гидравлических струй, направленных на элементы качения, перемещение этих элементов по каналу п. При этом данная часть потока технологической среды благодаря выполнению уплотнительного кольца 12 возвращается по кольцевому зазору между поверхностью заготовки и втулки 4 в зону резания режущего бло - ка 2,
Формула изобретения Инструмент для обработки глубоких отверстий по авт.св. № 1321529, отличающийся тем, что, с целью повышения надез;-ности работы инструмента, в корпусе инструмента выполнены отверстия, предназначенные для соединения, канала подвода СОЖ с каналом возврата тел вращения или дорожками качения, при этом отверстия наклонены в сторону перемещения тел вращения.
//
Редактор С.Лисина
Составитель С.Бер
Техред Л. Сердюкова Корректор В.Гирняк
Заказ 5743/12Тираж 970Подписное
ВНИРШИ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раущская наб., д.4/5
Производственно-полиграфическое предприятие, г.Ужгород, ул.Проектная,4
| название | год | авторы | номер документа |
|---|---|---|---|
| Инструмент для обработки глубоких отверстий | 1984 |
|
SU1321529A2 |
| Инструмент для обработки глубоких отверстий | 1984 |
|
SU1273215A1 |
| ИНСТРУМЕНТ ДЛЯ РАСКАТЫВАНИЯ ОТВЕРСТИЙ | 1992 |
|
RU2047472C1 |
| СПОСОБ МЕХАНИЧЕСКОЙ ОБРАБОТКИ ГЛУБОКОГО ОТВЕРСТИЯ В ТРУБНОЙ ЗАГОТОВКЕ | 2014 |
|
RU2552616C1 |
| Инструмент для обработки отверстий | 1987 |
|
SU1583226A1 |
| Инструмент для обработки отверстий | 1982 |
|
SU1076201A1 |
| Инструмент для комбинированной обработки отверстий | 1983 |
|
SU1139571A1 |
| Устройство для обработки отверстий | 1986 |
|
SU1430240A1 |
| Инструмент для обработки глубоких отверстий с использованием смазочно-охлаждающей технологической среды | 1987 |
|
SU1516253A1 |
| СПОСОБ ОБРАБОТКИ ОТВЕРСТИЙ БОЛЬШИХ ДИАМЕТРОВ В ДЛИННОМЕРНЫХ ЦИЛИНДРИЧЕСКИХ ИЗДЕЛИЯХ | 2004 |
|
RU2279330C2 |
Изобретение относится к металлообработке и может быть использовано при обработке глубоких точных отверстий. Целью изобретения является по- вьшение надежности инструмента в работе за счет создания гидравлического давления на тела вращения по направлению их перемещения как в зоне их контакта с поверхностью заготовки, так и в канале возврата,- а так же за счет.смазки тел вращения и уменьшения их температурного режима. На кор- пус.е 1 установлена втулка 4. с винтовой дорожкой качения, при этом начало и конец дорожки соединены каналом возврата п. В 1 выполнен также канал подвода СОЖ k, соединенный с каналом возврата п рядом отверстий, которые наклонены в сторону перемещения тел 6 вращения. Давление СОЖ частично воздействует на тела 6 вращения и способствует их перемещению по каналу п. Отверстия могут быть вьшеде- ны непосредственно к дорожкам качения, и следовательно, СОЖ будет подаваться в зону взаимодействия тел вращения с заготовкой, что способствует уменьшению температурного режима в зоне обработки. 2 ил. i (Л 63 А-А 00 СП сл со О) сл 14) т УЗие. 2
| Инструмент для обработки глубоких отверстий | 1984 |
|
SU1321529A2 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
