Изобретение относится к металлообработке и может быть использовано при обработке глубоких точных отверстий.
Цель изобретения - повышение производительности и качества обработанных отверстий за счет разгрузки инструмента от осевых сил, действукнцих в процессе обработки.
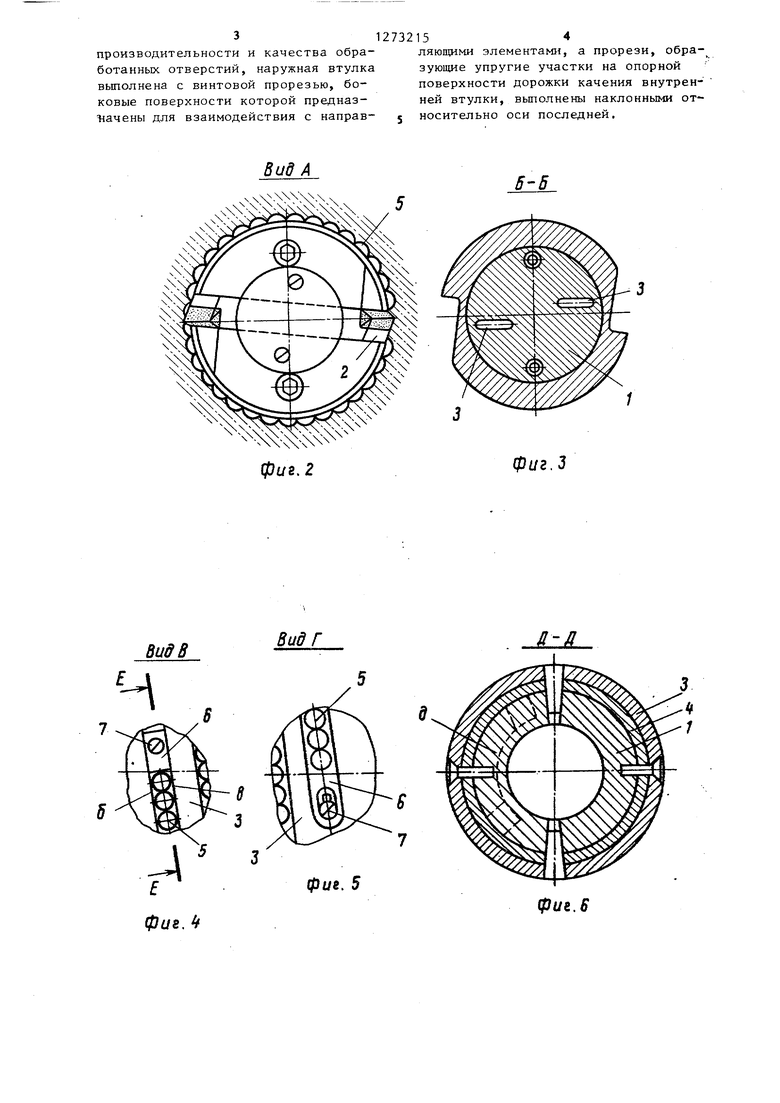
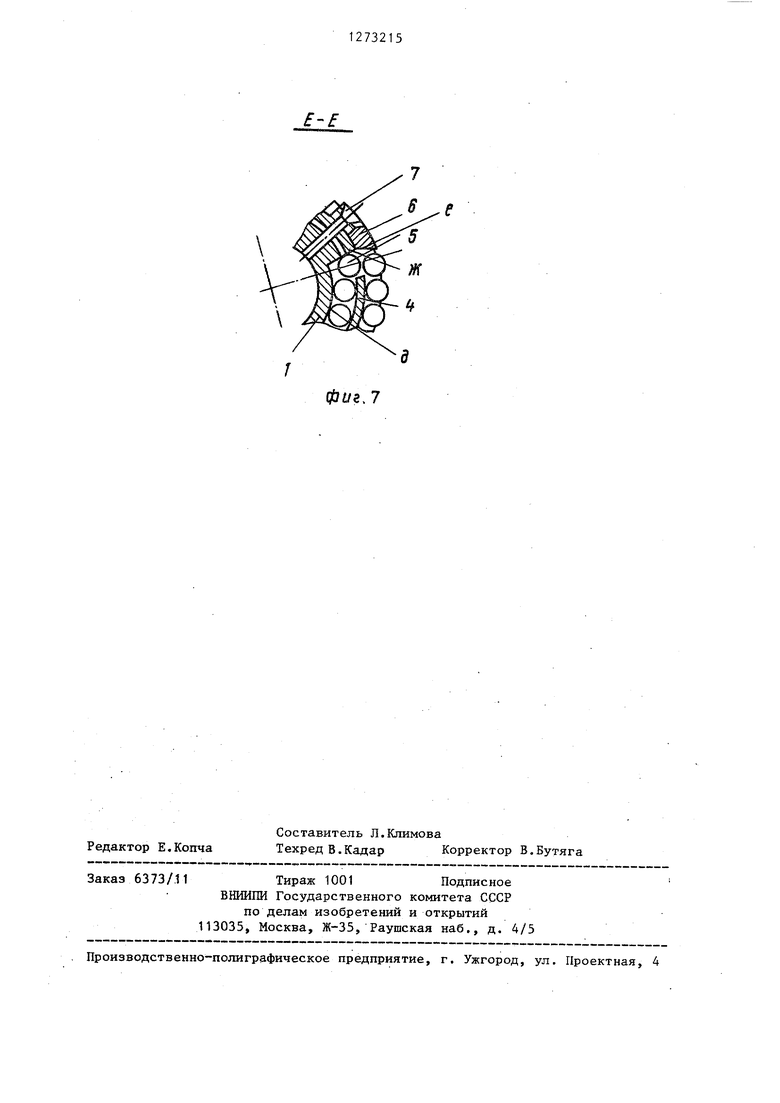
На фиг. 1 изображен инструмент для обработки глубоких отверстий, общий вид; на фиг. 2 - вид А на фиг. 1; на фиг. 3 - разрез Б-Б на фиг. 1; на фиг. 4 - вид В на фиг.1; на фиг. 5 - вид Г на фиг. 1; на ,фиг. 6 - разрез Д-Д на фиг. 1; на . фиг.7 - разрез Е-Е на фиг. 4.
Инструмент для обработки глубоких отверстий содержит цилиндрический корпус 1, в передней части которого размещен режущий элемент, выполненный в виде плавакицего двухлезвийного блока 2. На корпусе 1 закреплены концентрично расположенные втулки: наружная 3 с винтовой прорезью а , прорезанной насквозь в средней части этой втулки, и внутренняя 4.
В винтовой прорези Q наружной втулки 3 установлены направляющие элементы 5, выполненные в виде тел вращения. .Боковые поверхности 8 и 6 прорези Q ограничивают перемещение направляющих элементов 5. Внутренняя втулка 4 вьтолнена с дорожкой качения, опорная поверхность которой предназначена для взаимодействия с направляющими элементами 5 и выполнена с упругими участками г , образованными наклонными относительно оси внутренней втулки 4 прорезями, угол наклона 4 которых выбирается равным углу наклона Ч винтовой прорези наружной втулки 3. В винтовой прорези Q установлешя с возможностью некоторого перемещения ограничители 6 посредством винтов 7. На наружной поверхности корпуса 1 вы|)резерован паз 9 , глубина которого обеспечивает беспрепятственное перемещение направляющих элементов 5, При этом открытая сторона паза Э ограничена внутренней втулкой 4. Ограничители 6 выполнены с наклонной поверхностью е , в зоне расположения которой во втулках 3 и 4 выполнены отверстия ж. Для подвода смазочно-,охлаждаклдей жидкости (СОЖ) в зону резания предусмотрено центральное отверстие в корпусе 1 и отверстия j в передней части корпуса 1.
Инструмент работает следующим
образом.
Чтобы направляющие элементы 5 не распадались, инструмент хранять в охватывающей втулке, внутренний-диаметр которой равен диаметру по направляющим элементам 5. Перед началом работы на станке охватывающую втулку раскрепляют и инструмент вводят в направляющую втулку, которая закреплена в передней стойке станка
или в направляющем устройстве для подвода СОЖ. При растачивании глубоких отверстий инструменту и заготовке сообщают согласно принятой кинематической схеме обработки отверстия вращательное и поступательное движения . Силы резания,дейсвующие на режущие лезвия двухлезвийного блока 2, прижимают направляющие элементы 5 к поверхности внутренней втулки 4 с упругими участками г. и к боковой поверхности S винтовой прорези р наружной втулки 3. Осевая составляющая силы давления направляющих элементов 5 на боковую поверхность 8 прорези
а направлена в противоположную сторону осевой составляющей силы резания. Поэтому осевое воздействие сил на инструмент полностью устранено. I
Направляющие элементы 5 циркулируют по винтовой прорези а наружной втулки 3, достигают наклонной поверхности е ограничителя 6, изменяют направление движения и перемещаются в отверстие с, далее по пазу .3 поступают в.начало винтовой прорези а .
Формула изобретения
Инструмент для обработки глубоких отверстий, содержащий несущий режущий элемент, корпус, на котором закреплены концентрично расположённые
втулки: наружная с направляющими элементами, выполненными в виде тел вращения, и внутренняя с дорожкой качения, опорная поверхность которой предназначена для взаимодействия с
направлякицими элементами и выполнена с упруги1«€ участками, .образованными прорезями, отличающийс я тем, что, с целью повышения
производительности и качества обработанных отверстий, наружная втулка выполнена с винтовой прорезью, боковые поверхности которой предназначены для взаимодействия с направляющими элементами, а прорези, образующие упругие участки на опорной поверхности дорожки качения внутренней втулки, выполнены наклонными относительно оси последней.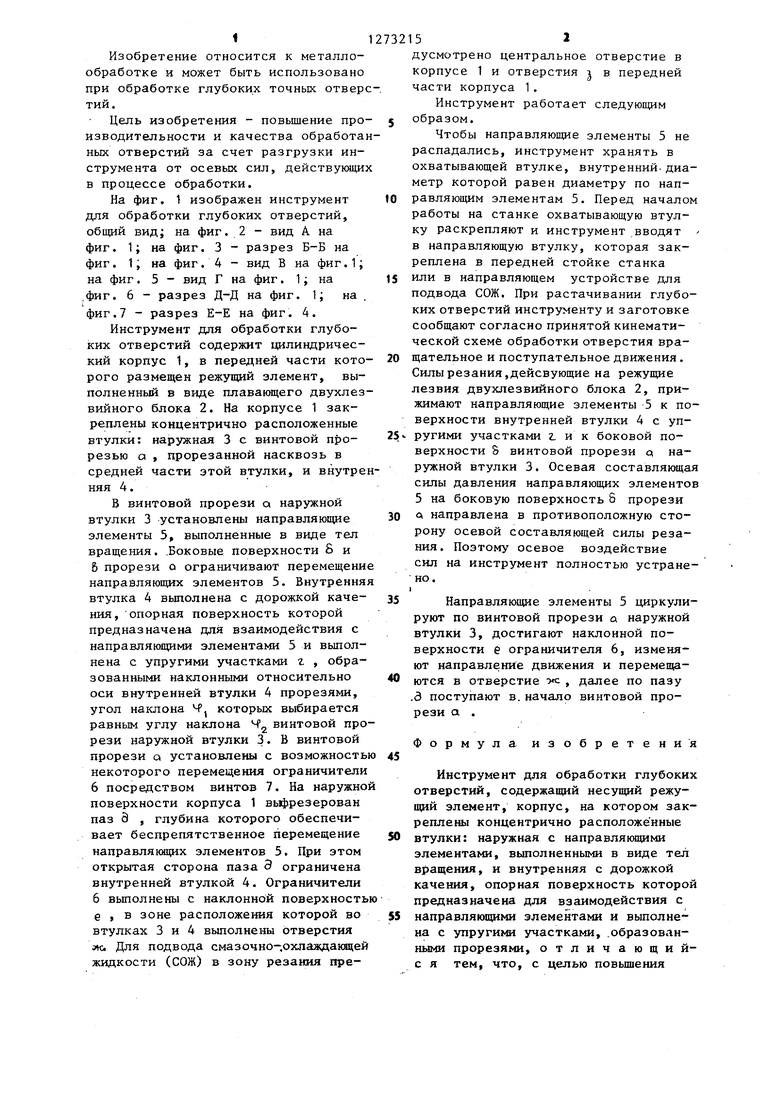
| название | год | авторы | номер документа |
|---|---|---|---|
| Инструмент для обработки глубоких отверстий | 1985 |
|
SU1355365A2 |
| Инструмент для обработки отверстий | 1987 |
|
SU1583226A1 |
| Инструмент для обработки отверстий | 1982 |
|
SU1076201A1 |
| Инструмент для вибросверления отверстий | 1983 |
|
SU1127703A1 |
| Способ обработки глубоких отверстий и инструмент для его осуществления | 1987 |
|
SU1509194A1 |
| Инструмент для обработки глубоких отверстий | 1984 |
|
SU1321529A2 |
| Устройство для вибрационного сверления | 1983 |
|
SU1093426A1 |
| Инструмент для обработки глубоких отверстий с использованием смазочно-охлаждающей технологической среды | 1987 |
|
SU1516253A1 |
| Инструмент для обработки глубоких отверстий | 1990 |
|
SU1726160A1 |
| ИНСТРУМЕНТ ДЛЯ ОБРАБОТКИ ГЛУБОКИХ ОТВЕРСТИЙ | 1992 |
|
RU2067513C1 |
Вид А
фиг, 2 Вид Г Вид В 6фиг.З 5 й-Д фиг.6
| Инструмент для обработки отверстий | 1979 |
|
SU931323A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
