1135
Изобретение относится к машино- строению и может быть использовано при обработке деталей, ограниченных поверхностями сложной формы: всасывающих и нагнетательных полостей лопастей корабельных гребных винтов, камер сгорания двигателей, поверхностей летательных аппаратов, крупных лопаток турбин и компрессоров,
штампов, пресс-форм и др.
Цель изобретения - расширение технологических возможностей инструмента для обработки криволинейных по- верхностей, увеличение .производитель- ности обработки и повышение качества обработанных поверхностей.
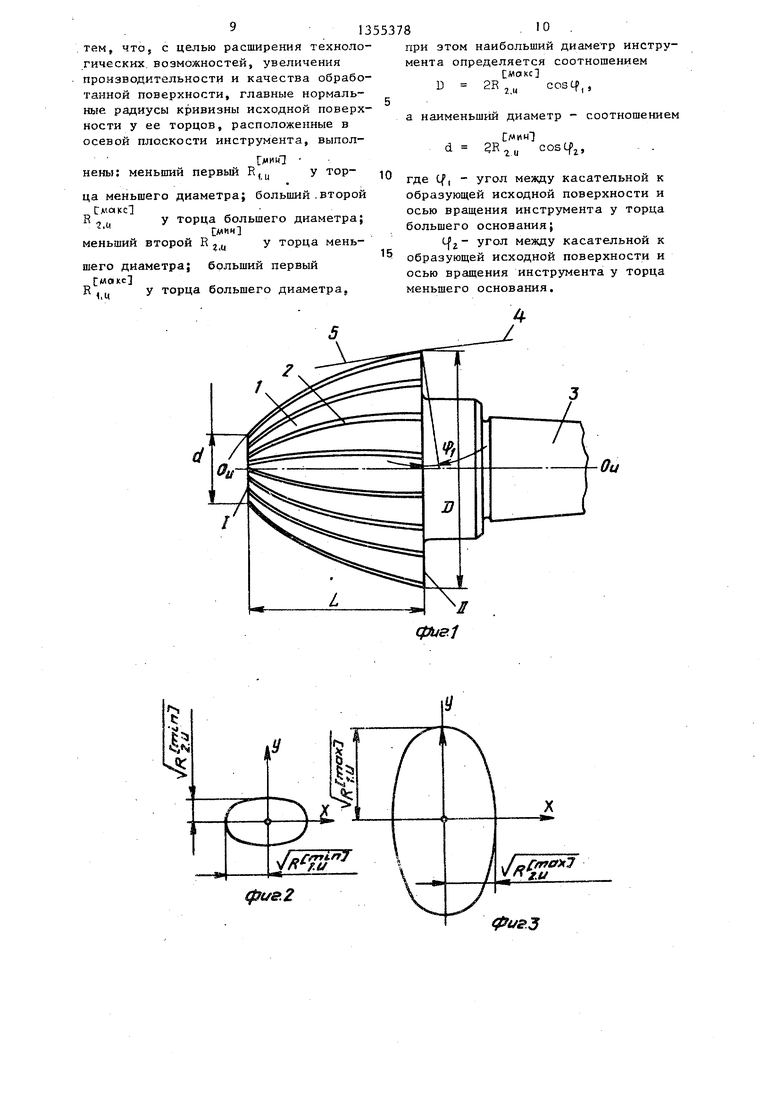
На фиг, 1 схематически по казан предлагаемый инструмент для обработки криволинейных поверхностей, у которого главные нормальные радиусы кривизны исходной инструментальной поверхности у ее торцов, расположенные в осевой плоскости инструмента, выполнены следующим образом: меньший первый у торца меньшего диаметра, а больший второй - у торца большего диаметра; на фиг,2 - индикатриса кривизны исходной инструментальной поверхности инструмента у его т-орда меньшего диаметра; на фиг, 3 - то же у торца большего диаметра; на фиг,4 - инструмент для обработки криволинейных поверхностей, у которого главные нормальные радиусы кривизны исходной инструментальной поверхности у ее торцов, расположенные в осевой плоскости инструмента, выполнены следующим образом: меньший второй у торца меньшего диаметра, а больший первый - у торца большего диаметра; на фиг,5 - индикатриса кривизны исходной инструментальной поверхности инструмента у ИГО торца меньшего диаметра; на фиг, 6 - то же, у торца большего диаметра.
Инструмент Для обраб.отки криволинейных поверхностей содержит рабочую часть 1 с режущими элeмeнтa JИ, напри- мер зубьями 2. Рабочая часть инструмента соединена с хвостовиком 3, Исходная поверхность инструмента для обработки криволинейных поверхностей выполнена в виде поверхности враще- кия с криволинейной образующей 4 переменной кривизны. Криволинейная образующая 4 в полярных координатах определена уравнением
R R ехрс ,
(1)
где R - текущее значение радиус-вектора криволинейной образующей 4 исходной инструментальной поверхности инструмента для обработки криволинейных поверхностей,мм;
Нд - радиус-вектор образующей 4 исходной инструментальной поверхности инструмента в некоторой заданой ее точке, мм;
с - коэффициент интенсивности изменения радиуса кривизны образующей 4 исходной инструментальной поверхности инструмента (с const - безразмерная величина);
- текущее значение аргумента, рад, .
Ориентация образующей 4 исходной I
инструментальной поверхности инструмента для обработки криволинейных поверхностней относительно оси 0 - 0„ его вращения увязана с диаметральны- ми размерами d и D у его торцов I и II соответственно. Ориентация образующей 4 исходной инструментальной поверхности относительно оси 0,,-Ои вращения инструмента может быть увязана с его диаметральными размерами у торцов двумя путями.
Образующая 4 исходной инструментальной поверхности инструмента для обработки криволинейных поверхностей может быть так расположена относительно оси OJ,-OM его вращения (фиг, 1), что главные нормальные радиусы кривизны исходной инструментальной поверхности у ее торцов, расположенные в осевой плоскости инструмента, выполнены следующим образом: меньший
CMMHl первый R у торца I меньшего
1мчс
диаметра, а больший второй R у торца большего диаметра II, Если координаты текущей точки исходной инструментальной поверхности заданы уравнениями вида
-
Хи(и YH(U Z,(U
(1
U
VM); VM);
Уц);
(2)
де X
и
и и
и
и 9
коордийаты текущей точки исходной инструментальной поверхности; криволинейные координаты на исходной инструментальной поверхности,
то главные нормальные радиусы кривизны R , , и R, исходной ииртрумен- тальной поверхности в произвольной ее точке можно вычислить как корни квадратного уравнения
(L,N, - M JR + (Е,Ы, +G,L, -2F«MjR + , - l 0. (З)
где E,, FU.G и Ly, NI,, Mj, - коэффициенты соответственно первой и второй основных квадратичных форм (первой и второй дифференциальных форм Гаусса) исходной инструментальной поверхности в соответствующей точке.
Если исходная инструментальная поверхность инструмента для обработки криволинейных поверхностей параметризована уравнениями (2), так, что и ц и Vy - линии образуют на ней ортогональную сеть криволинейных координат, то уравнение (З) может быть упрощено и представлено в виде
(ЬцНц - Ы1)К1 + (N, + L, -2FuMjR F + 1 0. (4) Чтобы найти главные нормальные
кривизны R
С;мим1
1.U
и R
СдлинТ z.u
исходной инструментальной поверхности у ее торца I меньшего диаметра, необходимо на ее окружности диаметра d взять произвольную точку,вычислить в ней значения всех шести коэффициентов первой и второй основных квадратичных форм, подставить полученные величины в уравнение (з) или (если сеть U к V - линий на исходной инструментальной поверхности ортогональна) в уравнение (4), решая которое, найдем оба главных нормальных радиуса кривизны исходной инструментальной поверхности.
Чтобы найти главные нормальные
радиусы кривизны
СмаксТСмаке
Н...и Н,
где Cf, - угол между касательной к образующей 4 исходной инструментапь- 50 ной поверхности и осью вращения О ц-0 ц инструмента у его торца II (угол Lf I удобно показать как угол между нормалями к указанным прямым), Формула () однозначно вытекает из
I.U 2.U
исходной инструментальной поверхности у ее торца II большего диаметра необходимо на ее окружности диамет- ром D взять произвольную точку и про- 55 общеизвестной формулы Менье, записан- извести для нее все расчеты аналогич- ной для торца II, что очевидно, но рассмотренному случаю для торца I, Образующая 4 исходной .инструмен- Направлеиия главных нормальных се- тальной поверхности инструмента для кущих плоскостей С;,,ц и С.ц исход- обработки криволинейных поверхностей
ной инструментальной поверхности, в которых измеряются соответствующие ею главные нормальные радиусы кривизны, определяются отношением
dy,j dV,,
оба значения которого находятся как корни квадратного уравнения
(LJ, -M,Ej() + (L,G,
- ) 0.
dUu dV
dV,,
+ (M,G, - N,FJ (5)
Если исходная инструментальная поверхность инструмента для обработки криволинейных поверхностей параметризована уравнениями (2), так, что Uy и Vy - линии образуют на ней ортогональную сеть криволинейных координат, то уравнение (5) может быть упрощено и представлено в виде
,(L(,F,-Mj(
dU,
dV,,
) (4-Nu)-i- + (М, - N.FJ 0.
ц (6)
Как в первом (5), так и во втором
(6) случаях направления главных нормальных секущих плоскостей С ц и С,;,, всегда взаимно ортогональны. Кроме того, применительно к инструменту рассматриваемой конструкции одна из
главных нормальных секущих плоскостей проходит через рассматриваемую точку на исходной инструментальной поверхности и ось вращения инструмента, а другая - через рассматриваемую точку на исходной инструментальной поверхности ортогонально образующей 4, проходящей через эту точку.
Наибольший диаметр D инструмента для обработки криволинейных поверхностей назначают равным максЗ
D 2R
2.U
cosq ,,
(7)
где Cf, - угол между касательной к образующей 4 исходной инструментапь- ной поверхности и осью вращения О ц-0 ц инструмента у его торца II (угол Lf I удобно показать как угол между нормалями к указанным прямым), Формула () однозначно вытекает из
общеизвестной формулы Менье, записан- ной для торца II, что очевидно, Образующая 4 исходной .инструмен- тальной поверхности инструмента для обработки криволинейных поверхностей
может быть так расположена относительно оси 0ц-0ц его вращения (фиг.4), что главные нормальные радиусы кривизны исходной инструментальной поверхности у ее торцов,расположенные в осевой плоскости инструмента, выполнены следующим обра М1ИМ1
зом: меньший второй R у торда I меньшего диаметра, а больший
смаке
первый R ц у торда большего диаметра II.
Най-ти главн;че нормальные радиусы
CWHH кривизны iu можно по
указанной методике определения главных нормальных радиусов кривизны мин7 макс
R
.u
и
R
г.и
Положения главных нормальных секущих плоскостей в сечениях I и II исходной инструментальной поверхности остаются неизменными.
Наименьший диаметр d инструмента для обработки криволинейных поверхностей назначают равным
.d .C03C,,(8) :
где Cfj - угол между касательной к .образующей исходной инструментальной поверхности и осью вращения инструмента у его торца I.
Формула (8) получается путем применения для торда I общеизвестной формулы Менье аналогично выводу уранения ( 7).
Как в первом (фиг,), так и во втором (фиг,4) случаях подход к профилированию инструмента для обработки криволинейных поверхностей следующий,
Для обрабатываемой детали, ограниченной сложной поверхностью, которая задана параметрическими уравнениями
Ч Xa(Un; Va);
,1 „ l-r, r .
л у
v
УЛи
где
7 -
X л
La. J
z(ul.
4
t
Zr
).
- координаты текущей точки на (ормбобразуемом отсеке сложной поверхности детали;
Ua, VQ - криволинейные координаты на формообразуемом отсеке сложной поверхности определяют диапазон изменения главных нормальных радиусов кривизны. Это можно сделать следую553786
щим образом. Значение нормального радиуса кривизны Ra формообразуемого отсека поверхности (9) детали в текущей ее точке в произвольном плоском нормальном сечении, положение которо §У1
10
15
20
25
30
35
40
го определяется отношением
dV
I
LqdU, о
может быть рассчитано по формуле
Eadu + 2F,dUo|dVa, + G, dvl К„ .-J-iял j
+ 2MadUadVq + NadV,
1 3 I,Q
где Ед, F ,G fl и L, M , N - коэффициенты соответственно первой и второй основных квадратичных форм (первой и второй диффренциальных форм Гаусса) формообразуемого отсека поверхности детали в соответствукяцей точке на ней.
Определяем по формуле (10) значения главных нормальных радиусов кривизны для разных точек поверхности детали в разных нормальных секущих плоскостях и из всех полученных значений выбираем наибольшее значение
R. и наименьшее Ra . Таким пу макс мин
тем можно установить диапазон изменения главных нормальных радиусов кривизны формообразуемого отсека поверхности детали от R „„ до R „„, .
Такой же диапазон изменения главных нормальных радиусов кривизны должен быть и на исходной инструментальной поверхности Только в этом случае появляется возможность при прочих равных условиях наиболее производительно и качественно формообразовать поверхность детали сложной формы. Поэтому радиусы кривизны образующей 4 исходной инструментальной поверхнос-. ти инструмента для обработки криволинейных поверхностей должны изменять5
0
мин
ся в диапазоне от R,. „„ R
Ml И Ч
«° .ма.с «о.«У инструмента для обработки криволинейных поверхностей (фиг,1) образующая 4 исходной инструментальной поверхности расположена относительно оси 0„-0(, вращения инструмен- Т-, г,
та так, что RU.MHM .ц «
Н
что Ru. WCKKCI
R „ . При
таком исполU. WCTKC i-U
нении инструмент обеспечивает не только заданный диапаздн изменения главных нормальных радиусов кривизны исходной инструментальной поверхности, но и при неизменных габаритах инструмента (в частности при неизменной его длине L) расширяет ее.Это видно из следующего,
В окрестности произвольной точки на гладкой регулярной исходной инструментальной поверхности, параметризованной, например, уравнениями вида (2), распределение нормальных радиусов кривизны определяется уравнением индикатрисы кривизны ( индикатрисы Дюпена)
2Mi
XY
J Y бГ
(11)
где X и Y - координаты текущей точки индикатрисы кривизны исходной инструментальной поверхности.
Если исходная инструментальная поверхность инструмента для обработки криволинейных поверхностей параметризована уравнениями (2).
так, что и„ ч везде образуют на ней нальную сеть криволинейных то уравнение (11) может быщено и приведено к виду 1
Ч
2M,XY
N,Y
i
Радиус-вектор текущей точки индикатрисы кривизны исходной инструментальной поверхности равен квадратному корню из соответствующего нормаль ного радиуса кривизны поверхности в рассматриваемой на ней точке. Поэтому, если у торца I RU.IMH
Смин1 К,ц , то вследствие того,
СдлинТ „СминТ R .. всегда
ЧТО
больше R
диапа-
i,u - г.и
зон изменения главных нормальных радиусов кривизны при этом расширя ется Если у торца IT. R
и.макс
I j ,АЛ01КС1
2,U
ТО вследствие того, что
Смокс всегда больше Н ц
К
tmoKcl l,u
диапазон
изменения главных нормальных радиусов кривизны при этом также расширяется.
Расширение диапазона изменения главных нормальных радиусов крнвиз- ны исходной инструментальной поверхности позволяет увеличить степень конформности поверхности детали и исходной инструментальной поверхности в более широком диапазоне измене
0
5
0
5
0
5
ния главных нормальных радиусов кривизны формообразуемон поверхности. При этом расширяются технологические возможности инструмента, увеличивается его производительность обработки и повышается качество обработанных поверхностей,
У инструмента для обработки криволинейных поверхностей (фиг.4) образующая 4 исходной инструментальной поверхности расположена относительно оси Оц-Оц вращения инструменСминТ
5 та так, что R
R
R
CWOKC
U, мин
R При
т..и таком
исполU- макс .и нении инструмент обеспечивает заданный диапазон изменения главных нормальных радиусов кривизны исходной инструментальной поверхности и имеет уменьшенный наибольший диаметр D, что позволяет вести обработку деталей, ограниченных сложными поверхностями, в более труднодоступных местах, что расширяет технологические возможности инструмента,Профилирование инструментов для обработки криволинейных поверхностей предполагает широкое использование для этих целей современных быстродействуюгцих ЭВМ.
Пример, Инструмент может быть выполнен в виде фасонной фрезы, режущая часть которой изготовлена из твердого сплава ВК6М, Фреза имеет восемь зубьев. Передний угол О , задний угол 10 , Диапазон изменения главных нормальных радиусов кривизны исходной инструментальной поверхности фрезы выбран равным диапазону изменения главных нормальных радиусов кривизны формообразующего отсека сложной поверхности на обрабатываемой детали и составляет
СМИНЗ AlOkcl
RU О ;
100 мм.
Принимая- ц, 15 и используя формулу (О, находим, что
моисЗСминТ
(fi (In R,jy - In R
.ц
)/c, (13)
Принимаем с 2,5. По формуле (13)
Наибольший этом случае
получаем Ц| 52,77 диаметр инструмента в 55 ДЗ 199,24 200 мм.
Формула изобретения Инструмент для обработки криволинейных поверхностей по авт.св. 1271680, отличающийся
гическик. возможностей, увеличения производительности и качества обработанной поверхности, главные нормальные радиусы кривизны исходной поверхности у ее торцов, расположенные в осевой плоскости инструмента, выполll VfUl
нены: меньший первый R, у торца меньшего диаметра; больший .второй
R т , у торца большего диаметра;
САлин меньший второй Н у торца мень
больший первый
большего диаметра,
при этом наибольший диаметр инструмента определяется соотношением
Смаке
D 2R
2.U
COS Ц
а наименьший диаметр - соотношением
Смии d 3R cosq,
где - угол между касательной к образующей исходной поверхности и осью вращения инструмента у торца большего основания;
с| - угол между касательной к образующей исходной поверхности и осью вращения инструмента у торца меньшего основания.
cfJue.1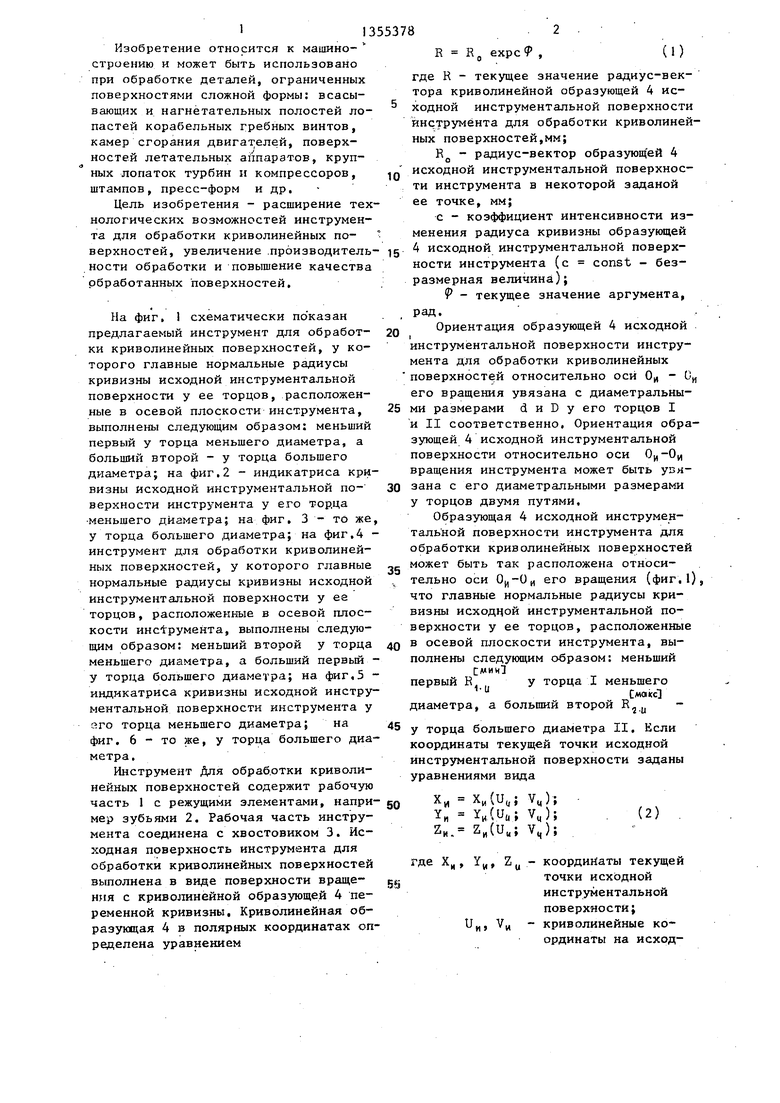



| название | год | авторы | номер документа |
|---|---|---|---|
| Способ моделирования обработки пространственных поверхностей деталей | 1987 |
|
SU1449246A1 |
| Инструмент для упрочнения деталей,ограниченных поверхностями сложной формы | 1986 |
|
SU1428563A1 |
| Роликовый червячный обкатник | 1987 |
|
SU1466861A1 |
| СПОСОБ ОБРАБОТКИ ФАСОННЫХ ВОГНУТЫХ ПОВЕРХНОСТЕЙ С ИЗМЕНЯЮЩИМСЯ ПРОФИЛЕМ | 2001 |
|
RU2208502C2 |
| СПОСОБ ОБРАБОТКИ СЛОЖНЫХ КРИВОЛИНЕЙНЫХ ПОВЕРХНОСТЕЙ | 1999 |
|
RU2167746C2 |
| Пуансон для вытяжки полусферических деталей с плоским дном | 2015 |
|
RU2608925C1 |
| СПОСОБ ФОРМООБРАЗОВАНИЯ РЕЗЬБ | 2020 |
|
RU2749276C1 |
| СПОСОБ ОБРАБОТКИ ЗУБЬЕВ КОНИЧЕСКИХ КОЛЕС НА СТАНКЕ ДЛЯ ОБРАБОТКИ ЦИЛИНДРИЧЕСКИХ КОЛЕС МЕТОДОМ ОБКАТКИ | 1993 |
|
RU2088386C1 |
| Червячная передача | 1983 |
|
SU1128020A1 |
| Способ изготовления зубчатых колес с профильной модификацией зубьев | 1989 |
|
SU1683913A1 |

Изобретение относится к машиностроению и может быть использовано при обработке деталей, ограниченных поверхностями сложной формы. Цель изобретения - расширение технологических возможностей инструмента для обработки криволинейных поверхностей, увеличение производительности обработки и повьш1ение качества обработанных поверхностей путем расширения диапазона изменения главных нормальных радиусов кривизны исходной образующей инструментальной поверхности. Инструмент содержит рабочую часть с режущими элементами, например зубьями. Рабочая часть инструмента соединена с хвост овиком. Исходная поверхность инструмента выполнена в виде поверхности вращения с криволинейной образующей переменной кривизны,определяемой уравнением в полярных координатах R Rg expc f, где R - текущее значение радиус- вектора криволинейной образующей, мм; Kg - радиус- вектор в некоторой заданной ее точке, мм; с - коэффициент интенсивности изменения радиуса кривизны образующей (с const); Ф - текущее значение аргумента, рад. Ориентация образующей исходной инструментальной поверхности увязана с диаметральными размерами d и D у его торцов, 6 ил. S СО ел СП со 00
ф(/а2
фиё.З
сриеЛ
дзие.5
(рие,6
| Инструмент для обработки криволинейных поверхностей | 1984 |
|
SU1271680A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
