1 Изобретение относится к рбработке I металлов давлением и может быть использовано для упрочнения методом поверхностного пластического деформирования деталей, ограниченных поверхностями сложной формы: всасьгаа- ющих и нагнетательных поверхностей корабельных гр ебных винтов рабочих поверхностей крупных лопаток турбин и компрессоров и т.п. деталей.
Цель изобретения - увеличение производительности обработки и улучшение качества за счет максимальной степени конформности упрочняемой поверхности.
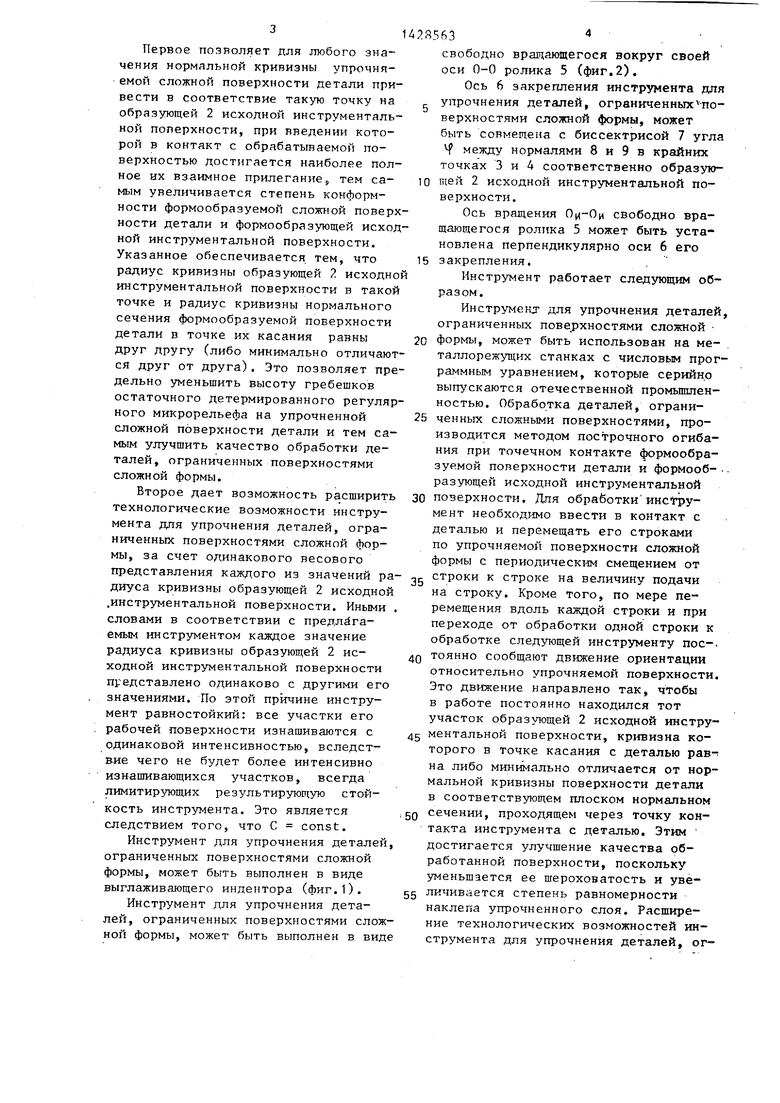
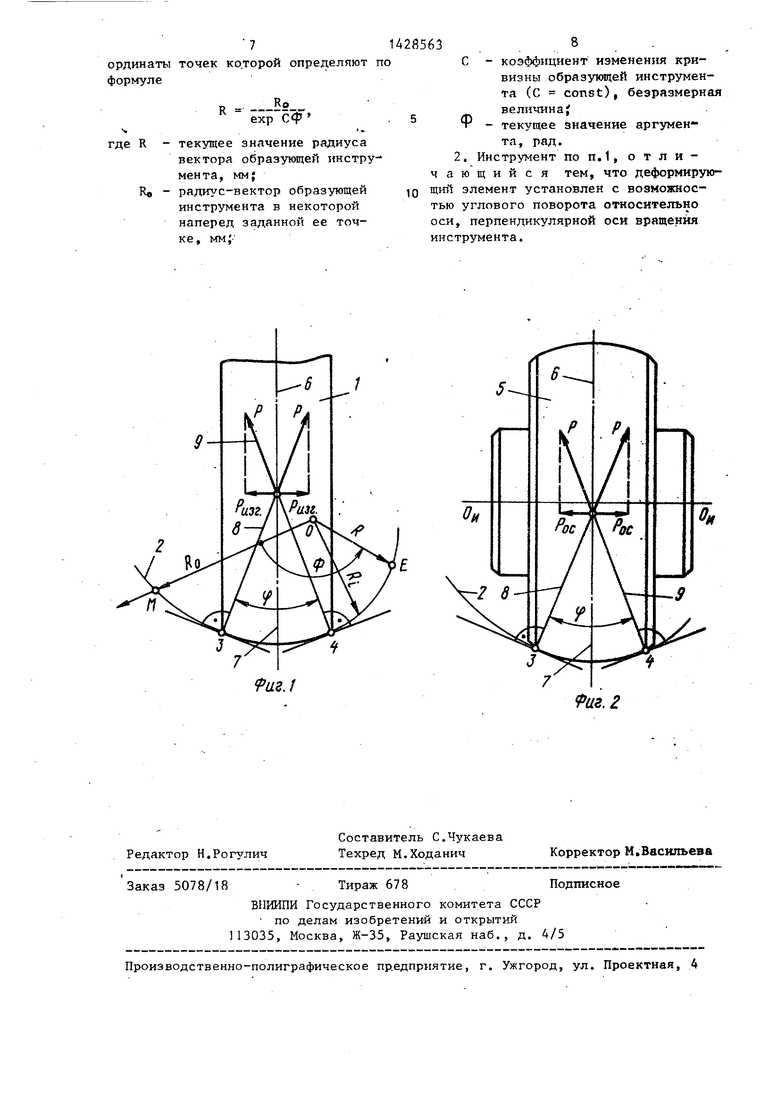
На фиг.1 показан инструмент для упрочнения деталей, ограниченных поверхностями сложной формы, выполненный в биде выглаживающего йнденто paj ha фиг.2 - то же, выполненный в виде свободно вращающегося ролика.
Инструмент для упрочнения деталей, ограниченных поверхностями сложной формы, содержит корпус (не показан), в котором закреплена деформирующая рабочая часть 1 с криволинейной образующей 2 исходной инструментальной поверхности. Образующая 2 выполнена в виде кривой линии с моно тонно изменяющейся кривизной, причем кривизна образующей 2 изменяется с постоянной интенсивностью по ее дли не. Координаты текущей точки криволинейной образующей 2 в полярных ко- ординатах определяются по формуле
« Re expCf
де R - текущее значение радиус-век- 40 тора образующей исходной инструментальной поверхности, инструмента для упрочнения деталей, ограниченных поверхностями сложной формы,мм; д5
Rff - радиус-вектор образующей исходной инструментальной поверхности инструмента в некоторой наперед заданной ее точке, например в точке М, мм;
С - коэффициент интенсивности изменения кривизны образующей 2 исходной инструментальной поверхности (С const), безразмерная величина ,
т - текущее значение аргумента, рад.
50
55
Для того, чтобы радиус кривизны образующей 2 исходной инструментальной поверхности инструментальной поверхности инструмента для упрочнения деталей,.ограниченных поверхностями сложной формы, ;1зменялся от одной ее точки к другой с постоянной интенсивностью С необходимо, чтобы радиус кривизны Р образ-ующей 2 в текущей точке Е н длина ее дуги L UME, отсчитываемая от некоторой начальной точки (от точки М), удовлетворяли УСЛОВ1ПО
Р CL, мм
(2)
- 20
25, - 30 с
- 40 м; д5
50
55
т.е. интенсивность изменения радиуса кривизны Р должна быть фиксированной по длине образующей 2.
Известно, что радиус кривизны О любой плоской кривой, заданной в полярных координатах уравнением вида
R R(, (3)
может быть рассчитан по формуле
г-13/г/ г
Р- я Ф / /К 2ф-КС||)
Длина дуги L любой плоской кривой, заданной в полярных координатах уравнением вида (3), быть рассчитана по формуле
L 5 -VdR + (5)
которая также известна. Подставляя (4) и (5) в (2) после преобразований, получают уравнение (1).
Образующая 2 исходной инструментальной поверхности инструмента для упрочнения деталей, ограниченных поверхностями сложной формы, строится в полярных координатах с полк)сом п точке 0. Далее на .построенной кривой выбирают дугу 3 или 4 с требуемым минимальным (в точке 4) и максимальным (в точке 3) значениями радиуса кривизны. Поскольку зависимость (1) получена путем преобразования из формулы (4),, то очеврздно, что при тех же габаритных размерах инструмента и прочих неизменных условиях образующая 2 исходной инструментальной поверхности (в частности, при неизменной ее длине) имеет наибольший диапазон изменения радиуса кривизны и одинаковое весовое значение каждого из значений радиуса кривизны.
Первое позволяет для любого значения нормальной кривизны упрочня- eMofi сложной поверхности детали привести в соответствие такую точку на образующей 2 исходной инструментальной поперхности, при введении которой в контакт с обрабатываемой поверхностью достигается наиболее полное их взаимное прилегание, тем самым увеличивается степень конформности формообразуемой сложной поверхности детали и формообразующей исходной инструментальной поверхности. Указанное обеспечивается тем, что радиус кривизны образующей 7. исходной инструментальной поверхности в такой точке и радиус кривизны нормального сечения формообразуемой поверхности детали в точке их касания равны друг другу (либо минимально отличаются друг от друга). Это позволяет предельно уменьшить высоту гребешков остаточного детермированного регулярного микрорельефа на упрочненной сложной поверхности детали и тем самым улучшить качество обработки деталей, ограниченных поверхностями сложной формы.
Второе дает возможность расширить технологические возможности инструмента для упрочнения деталей, ограниченных поверхностями сложной формы, за счет одинакового весового представления каждого из значений радиуса кривизны образующей 2 исходной .инструментальной поверхности. Иными . словами в соответствии с предлйга- емым инструментом каждое значение радиуса кривизны образующей 2 исходной инструментальной поверхности представлено одинаково с другими его значениями. По этой причине инструмент равностойкий: все участки его рабочей поверхности изнашиваются с одинаковой интенсивностью, вследст- чего не будет более интенсивно изнашивающихся участков, всегда лимитирующих результирующую стойкость инструмента. Это является следствием того, что С const.
Инструмент для упрочнения деталей, ограниченных поверхностями сложной формы, может быть выполнен в виде выглаживающего индентора (фиг.1).
Инструмент для упрочнения деталей, ограниченных поверхностями сложной формы, может быть выполнен в виде
свободно вращающегося вокруг своей оси 0-0 ролика 5 (фиг.2).
Ось 6 закрепления инструмента для упрочнения деталей, ограниченных поверхностями сложной формы, может быть совмещена с биссектрисой 7 угла М между нормалями 8 и 9 в крайних точках 3 и 4 соответственно образую0 щей 2 исходной инструментальной поверхности.
Ось вращения Оц-0и свободно вращающегося ролика 5 может быть установлена перпендикулярно оси 6 его
5 закрепления.
Инструмент работает следующим образом.
Инструмент для упрочнения деталей, ограниченных поверхностями сложной
0 формы, может быть использован на ме- . таллорежущих станках с числовым программным уравнением, которые серийно выпускаются отечественной промьшшен- ностью. Обработка деталей, ограни5 ченных сложными поверхностями, производится методом построчного огибания при точечном контакте формообразуемой поверхности детали и формооб-.. разующей исходной инструментальной
0 поверхности. Для обработки инс1фу- мент необходимо ввести в контакт с деталью и перемещать его строками по упрочняемой поверхности сложной формы с периодическим смещением от строки к строке на величину подачи на строку. Кроме того, по мере перемещения вдоль каждой строки и при переходе от обработки одной строки к обработке следующей инструменту пос-.
Q тоянно сообщают движение ориентации относительно упрочняемой поверхности. Это движение направлено так, чтобы в работе постоянно находился тот участок образующей 2 исходной инстру5 ментальной поверхности, кривизна которого в точке касания с деталью рав-; на либо минимально отличается от нормальной кривизны поверхности детали в соответствующем плоском нормальном
0 сечении, проходящем через точку контакта инструмента с деталью. Этим достигается улучшение качества обработанной поверхности, поскольку уменьшается ее шероховатость и уве5 личивается степень равномерности наклепа упрочненного слоя. Расщире- ние технологических возможностей инструмента для упрочнения деталей, ог5
раниченных поверхностями сложной формы, достигается за счет того, что им можно качественно и без снижения производительности формообразования обеспечить обработку методом построчного огибания деталей с большим диапазоном изменения нормальной кривизны ограничивающих их поверхностей Увеличение производительности обра- ботки является следствием увеличения степени конформности поверхности детали и исходной инструментальной поверхности. Поэтому обработку можно производить более широкими строками, следовательно их количество уменьшится, а производительность обработки увеличится.
Совмещение оси 6 закрепления -инструмента .с. биссектрисой угла М позволяет выравнять по величине воспринимаемые инструментом усилия упрочнения Р, возникающие как в случае упрочнения участком образующей 2 в окрестности точки 3, так и в случае упрочнения участком образующей в окрестности ее точки 4. Таким образом, и в том и в другом случаях воспринимаемые инструментом изгибные усилия одинаковые, что позволя- ет выполнить крепежную часть инструмента меньшего сечения.
Расположение оси вращения ролика 5 перпендикулярно оси 6 закрепления инструмента позволяет выровнять по величине противоположно нап
равленные усилия Р вдоль оси вращения ролика 5, когда упрочнение сложной поверхности производится участком образующей 2 в окрестности точки 3 и когда упрочнение производится участком образующей 2 в окрестности точки 4. Это позволяет выполнять менее мощные подщипниковые узлы для закрепления ролика 5 в корпусе Инструмента.
П ,р и м е р. Расчет параметров об- разунлцей исходной инструментальной поверхности инструмента для упрочнения деталей, ограниченных поверхностями сложной формы.
Пусть требуется разработать конструкцию инструмента для упрочнения деталей, ограниченных поверхностями .сложной формы, радиус кривизны обра-, зующей исходной инструментальной поверхности которого изменяется от R 5 до Rt 10 мм, а интенсивность изменения образующей 2 равна ,75.
. ю
14285636
Принимают исходные параметры равными RO К, 5 мм. Тогда при R R из уравнения (1) следует, что Ф g О рад, а при имеем ,924 рад.
или,
что то же самое; П
и
Ф, 52,95
-J - i.,j. . Л рассматриваемом частном случае уравнение (1) записывается в тпком виде
ехр
о77зФ
л
мм
(6)
По уравнению (6) рассчитывшотся координаты текущей точки образующей исходной инструментальной поверхности инструмента для упрочнения деталей, ограниченных поверхностями сложной формы.
Направление оси закрепления инструмента, совпадающей с биссектрисой угла между нормапгтми в крайних точках образующей 2 исходной инструментальной поверхности, определяется углом ()2 26,475. Ось Ои-Оп вращения ролика 5 (фиг.2) должна быть перпендикулярна этому направлению биссектрисы.
Применение инструмента для упрочнения деталей, ограниченных поверхностями сложной формы, позволяет улучшить качество обработки без снижения производительности формообразования либо увеличить производительность обработке без снижения качества упрочненной поверхности, а также даст возможность уменьшить номенклатуру используемого при этом сложного фасонкого инструмента для упрочнения деталей, ограниченных сложными поверхностями, т.е. расширить технологические возможности инструмента.
Формула изо б. ре тения
1. Инструмент для упрочнения деталей, ограниченных поверхностями сложной формы, содержащий ось с деформирующим элементом, рабочая часть которого имеет криволинейную образующую, отличающийся тем, что, с целью увеличения производительности обработки и улучшения , качества за счет максимальной степени конформности упрочняемой поверхности, криволинейная образующая деформирующего элемента выйолнена с монотонно изменяющейся кривизной координаты точек которой определяют по формуле
R
RO
ч
де
ехр
R R« текущее значение радиуса вектора образующей ннстру- мента, мм;
радиус-вектор образующей инструмента в некоторой наперед заданной ее точке, мм;Ф
С - коэффициент изменения кривизны образующей инструмента (С const), безразмерная величина
текущее значение аргумента, рад.
2. Инструмент по п.1, отличающийся тем, что деформирующий элемент установлен с возможностью углового поворота относительно оси, перпендикулярной оси вращения инструмента.

| название | год | авторы | номер документа |
|---|---|---|---|
| Инструмент для обработки криволинейных поверхностей | 1986 |
|
SU1355378A2 |
| Способ моделирования обработки пространственных поверхностей деталей | 1987 |
|
SU1449246A1 |
| СПОСОБ ОБРАБОТКИ СЛОЖНЫХ ПОВЕРХНОСТЕЙ ДЕТАЛЕЙ | 1990 |
|
RU2050228C1 |
| Роликовый червячный обкатник | 1987 |
|
SU1466861A1 |
| Пуансон для вытяжки полусферических деталей с плоским дном | 2015 |
|
RU2608925C1 |
| Способ ориентирования сложной поверхности детали на столе станка с ЧПУ | 1987 |
|
SU1442371A1 |
| СПОСОБ ОБРАБОТКИ СЛОЖНЫХ КРИВОЛИНЕЙНЫХ ПОВЕРХНОСТЕЙ | 1999 |
|
RU2167746C2 |
| ИНСТРУМЕНТ ДЛЯ ВЫГЛАЖИВАНИЯ | 1991 |
|
RU2014985C1 |
| Устройство для копирной обработки асферических поверхностей | 1981 |
|
SU986737A1 |
| СПОСОБ ОБРАБОТКИ ФАСОННЫХ ВОГНУТЫХ ПОВЕРХНОСТЕЙ С ИЗМЕНЯЮЩИМСЯ ПРОФИЛЕМ | 2001 |
|
RU2208502C2 |
Изобретение относится к машиностроению и обработке металлов давлением и может быть использовано для упрочнения методом поверхностного пластического деформирования деталей, ограниченных сложными поверхностями. Цель - увеличение производительности обработки при упрочнении сложных поверхностей, повыпение качества за счет максимальной степени конформности упрочненной поверхности. 06- разуницая исходной инструментальной поверхности выполнена в виде кривой с монотонно изменяющейся кривизной. Кривизна изменяется с постоянной интенсивностью. Параметры профиля инструмента выбирают согласно приведенной математической зависимости. Расположение оси вращения ролика перпендикулярно оси закрепления инструмента позволяет выравнить по величине противоположно направленные усилия вдоль оси вращения ролика, что позволяет улучшить качество обработки. 1 з.п. ф-лы, 2 ил. (/ С
аг./
лг.
| Упрочняюще-отделочная обработка рабочих поверхностей деталей машин поверхностным пластическим деформированием | |||
| - В кн | |||
| НИИМАШ | |||
| Сер | |||
| Переносная печь для варки пищи и отопления в окопах, походных помещениях и т.п. | 1921 |
|
SU3A1 |
| Ударно-вращательная врубовая машина | 1922 |
|
SU126A1 |
| Цилиндрический сушильный шкаф с двойными стенками | 0 |
|
SU79A1 |
