Изобретение относится к машиностроению и может быть использовано для обработки сложнопрофильных деталей вогнутой формы с изменяющимся в сечении профилем, например рабочих поверхностей штампов и пресс-форм.
Известен способ программной обработки многокоординатным формообразованием скульптурных поверхностей деталей [1] с.153...157. Однако этот способ может быть использован только для обработки открытых сложнопрофильных деталей, не имеющих пересекающихся участков поверхностей с небольшими радиусами сопряжений. Кроме того, возникают проблемы точности формы профиля (главной режущей кромки) при изготовлении таких инструментов с изменяющейся кривизной по профилю производящей поверхности.
Наиболее близким аналогом является способ обработки сложных криволинейных поверхностей инструментом, телом вращения, с криволинейной производящей поверхностью и с четырьмя нелинейно согласованными формообразующими движениями [2], одно из которых вращательное и располагается в плоскости образующей инструмента. Обработку производят инструментом с двумя коническими и торовой радиусной поверхностью. Обработку каждой выпуклой или прямолинейной стороны профиля производят одноименной стороной профиля инструмента, а вогнутого сопрягаемого участка профиля детали - радиусным торовым, обработку осуществляют с тремя одновременными нелинейно согласованными формообразующими движениями, лежащими в одной плоскости профилирования, причем одно из них, вращательное, осуществляется таким образом, чтобы прямолинейная образующая инструмента была последовательно касательна к каждой точке обрабатываемого выпуклого участка профиля, а два других определяли условия обката.
Однако этот способ не позволяет качественно обрабатывать поверхности, криволинейный профиль которых образован вогнутыми участками.
Способ обработки фасонных вогнутых поверхностей с изменяющимся профилем сечения инструментом, телом вращения, с торовой производящей поверхностью, которому сообщают два, одновременных нелинейно согласованных движения формообразования и вращательное движение подачи, отличающийся тем, что вращательное движение подачи осуществляют в плоскости, перпендикулярной плоскости поступательных движений, а поступательные движения, нормальные к базисной плоскости и параллельные ей, нелинейно согласуют с вращательным движением таким образом, что инструмент периодически и одновременно касается обрабатываемой поверхности в двух точках, расположенных с противоположных сторон профиля, причем в моменты касания противоположных сторон профиля вращательное движение подачи инструмента реверсируют, при этом радиус кривизны торовой производящей поверхности выполняют меньшим минимального радиуса кривизны, а диаметр инструмента большим ширины обрабатываемого профиля.
Предлагаемый способ позволяет расширить технологические возможности обработки элементов сложнопрофильных деталей типа канавок, ручьев штампов и пресс-форм универсальным инструментом с торовой производящей поверхностью на станках с ЧПУ, а также повысить качество обрабатываемой поверхности за счет уменьшения действительных передних и задних углов при косоугольном резании.
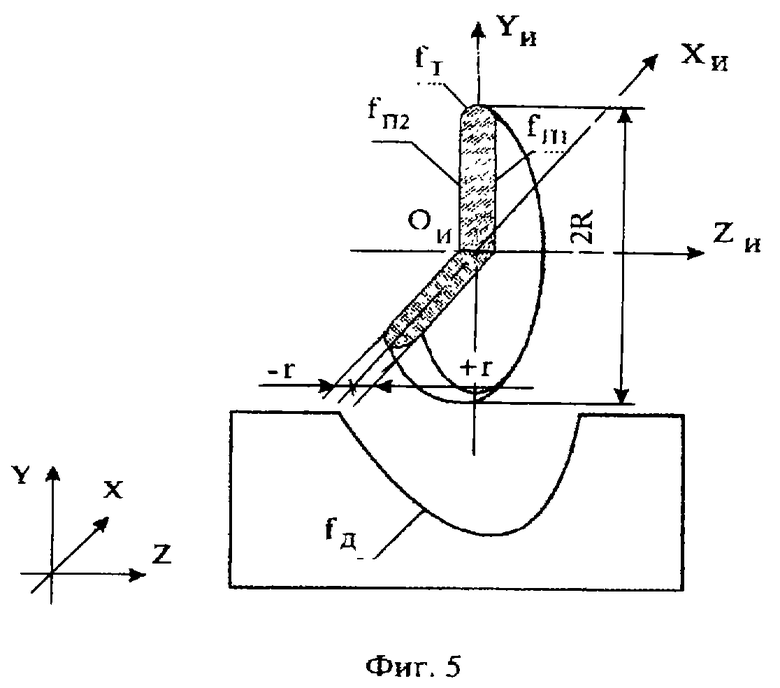
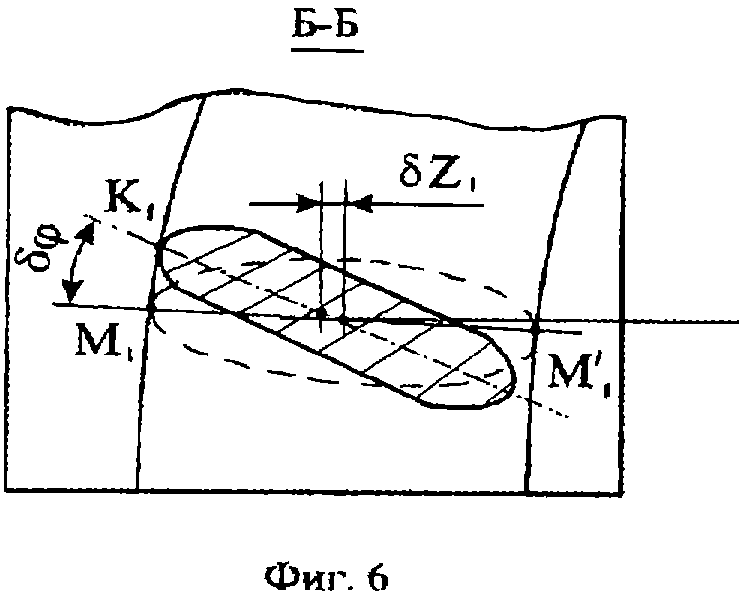
На фиг.1, 2, 3 показаны последовательные схемы обработки поверхности, на фиг. 4 - вид в плане на участок окончательно обработанной поверхности, на фиг. 5 - алгебрологическое представление инструмента, на фиг.6 - сечение Б-Б на фиг.2 к расчету траектории движения инструмента.
Обработку поверхности 1 (фиг.1) осуществляют инструментом 2 телом вращения с торовой производящей поверхностью, радиус кривизны которой r выполняют меньшим минимального радиуса rп, а диаметр инструмента D большим максимальной ширины В поперечного сечения сложнопрофильной канавки (ручья).
Обработку производят на 4-координатных станках с ЧПУ, фрезерных или шлифовальных, с непрерывно осуществляемым вращательным движением стола, например ИР500ПМФ4.
Инструменту сообщают главное движение ωZИ, подводят до касания с заготовкой в т. А, равноудаленную от противоположных сторон профиля (т. М и М'). После того инструменту задают два одновременных движения подачи: поступательное вдоль оси поворота стола OY SYИ и вращательное движение вокруг оси OY ωYИ. Ширину срезаемого слоя при этом определяет движение ωYИ, толщину - SYИ. В результате вырабатывается припуск линзообразной формы до касания инструмента противоположных сторон профиля в точках М и М' (фиг.1 a, б).
Далее инструменту сообщают дополнительное движение по оси 0Z SZИ, причем его согласуют с движениями ωZИ и SYИ таким образом, чтобы инструмент периодически касался одновременно двух противоположных сторон профиля, а в моменты касания вращательное движение подачи реверсируют (фиг.2). Таким образом, инструмент, совершая возвратно-качательное движение подачи вокруг оси OY от одной до другой стороны профиля и постоянно опускаясь к дну канавки, по оси OY переместится на величину δY, а по оси OZ на величину δZ. Винтовые возвратно-вращательные движения совершают до тех пор, пока инструмент не опустится до дна канавки (фиг.3). Геометрическое место точек касания инструментом обрабатываемой поверхности за один проход до дна канавки в плане представляет собой фигуру в виде восьмерки (фиг.4).
Для осуществления построчной подачи в конце прохода инструменту сообщают два движения вдоль осей OZ и OX - δZ1 и δX1 соответственно (фиг.1 б). В результате начало системы координат инструмента перемещается в точку B1 начала следующего прохода.
Такой способ обработки с винтовым возвратно-поступательным движением подачи позволяет при резании максимально использовать периферийный участок торовой поверхности инструмента с максимальными значениями углов. Боковые участки торовой производящей поверхности с малыми задними углами работают незначительную часть времени обработки. Обработка боковыми участками производящей поверхности осуществляется у самого дна канавки. Кроме того, при доминирующей вращательной подаче уменьшаются действительные передние и задние углы за счет косоугольного резания. Все вышеуказанное повышает качество обработки и стойкость инструмента и расширяет технологические возможности использования универсального инструмента с торовой производящей поверхностью для обработки вогнутых сложнопрофильных деталей.
Расчет траектории инструмента осуществляется следующим образом:
1. Составляется алгебрологическая формула обрабатываемой поверхности fд с использованием функций Рвачева [3].
2. Составляется алгебрологическая формула производящей поверхности инструмента. Для инструмента с торовой производящей поверхностью она имеет вид (фиг.5):
где  - уравнение торовой производящей поверхности, где r - радиус кривизны торовой производящей поверхности, R - радиус прямолинейных участков профиля инструмента,
- уравнение торовой производящей поверхности, где r - радиус кривизны торовой производящей поверхности, R - радиус прямолинейных участков профиля инструмента,
fП1 = z-z1, fП2 = z-z2 - уравнения прямолинейных участков профиля инструмента;
операция  определяется по формуле R-дизъюнкции:
определяется по формуле R-дизъюнкции:
операция  определяется по формуле R-конъюнкции:
определяется по формуле R-конъюнкции:
3. Определяются координаты всех точек инструментальной поверхности в области оперативного пространства, которое определяется областью, ограниченной шестью взаимно перпендикулярными плоскостями, параллельными осям 0XИ, 0YИ, 0ZИ.
4. Определяются новые координаты точек инструмента (хИ', уИ',zИ'), после поворота на угол δϕ и перемещения по оси OY на величину δY с использованием аффинных преобразований до выполнения условия касания одной какой-либо стороны профиля (фиг.6):
5. Определяются координаты точек инструмента (хИ", yИ", zИ") после перемещения его по оси OZИ на величину δZ и поворота на угол δϕ′ в направлении, противоположном предыдущему повороту, с использованием аффинных преобразований до выполнения условия касания его с обрабатываемой поверхностью в двух точках, лежащих на противоположных сторонах M1 и M1' (фиг.2), то есть до выполнения условий:

Точки касания двух сторон профиля определяются методом фильтрации, то есть определения их принадлежности разным множествам по их относительному расположению в системе координат детали.
Точки касания M1 и M1' определяют граничные точки, в которых осуществляется реверс инструмента.
Источники информации
1. Формообразование сложных поверхностей на станках с ЧПУ./ Радзевич С. П. - К.: Выща школа, 1991. - 192 с.
2. Патент 2167746. Способ обработки криволинейных поверхностей./ Амбросимов С. К. , Петрухин А.А; Липецк. техн. ун. т. Опубл. 27.05.2001. Бюл. 15.
3. Рвачев В.Л. Теория R-функций и некоторые ее приложения. - Киев: Наук. думка. 1982. - 551 с.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ОБРАБОТКИ СЛОЖНЫХ КРИВОЛИНЕЙНЫХ ПОВЕРХНОСТЕЙ | 1999 |
|
RU2167746C2 |
| СПОСОБ ВИНТОВОГО ЧЕРНОВОГО ФРЕЗЕРОВАНИЯ ФАСОННЫХ ПОВЕРХНОСТЕЙ | 2007 |
|
RU2344023C2 |
| СПОСОБ ФРЕЗЕРОВАНИЯ ВЫПУКЛЫХ ФАСОННЫХ ПОВЕРХНОСТЕЙ С КРИВОЛИНЕЙНЫМИ УЧАСТКАМИ ПРОФИЛЕЙ | 2010 |
|
RU2476295C2 |
| СПОСОБ ОБРАБОТКИ СЛОЖНЫХ КРИВОЛИНЕЙНЫХ ПОВЕРХНОСТЕЙ | 2012 |
|
RU2497636C1 |
| Способ обработки зубчатых колес | 2018 |
|
RU2677473C1 |
| СПОСОБ ОБРАБОТКИ ВИНТОВЫХ КАНАВОК ДУГООБРАЗНОГО ПРОФИЛЯ | 2014 |
|
RU2571297C1 |
| СПОСОБ ОБРАБОТКИ СЛОЖНЫХ КРИВОЛИНЕЙНЫХ ПОВЕРХНОСТЕЙ | 2012 |
|
RU2514256C1 |
| СПОСОБ ФОРМООБРАЗОВАНИЯ КАБОШОНОВ СО СЛОЖНОПРОФИЛЬНОЙ ПОВЕРХНОСТЬЮ ИЗ ПОЛУДРАГОЦЕННЫХ КАМНЕЙ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2018 |
|
RU2705828C1 |
| СПОСОБ ОБРАБОТКИ ВАЛОВ ФРЕЗЕРОВАНИЕМ | 2008 |
|
RU2380200C1 |
| СПОСОБ ФОРМИРОВАНИЯ ВИНТОВЫХ ПОВЕРХНОСТЕЙ ПОСТОЯННОГО ШАГА У ИЗДЕЛИЙ С НЕЦИЛИНДРИЧЕСКОЙ СЕРДЦЕВИНОЙ | 1995 |
|
RU2115533C1 |
Изобретение относится к области машиностроения, изготовлению штампов и пресс-форм. Способ осуществляют инструментом в виде тела вращения с торовой производящей поверхностью, которому сообщают два одновременных поступательных нелинейно согласованных движения формообразования и вращательное движение подачи. Для расширения технологических возможностей и повышения качества обработанной поверхности вращательное движение подачи осуществляют в плоскости, перпендикулярной плоскости поступательных движений, которые осуществляют нормально и параллельно к базисной плоскости и нелинейно согласуют с вращательным движением подачи для периодического касания инструментом обрабатываемой поверхности одновременно в двух точках на противоположных сторонах профиля, причем в моменты касания противоположных сторон профиля вращательное движение подачи реверсируют, при этом торовую производящую поверхность выполняют с радиусом кривизны, меньшим минимального радиуса кривизны, а диаметр инструмента - большим ширины обрабатываемого профиля. 6 ил.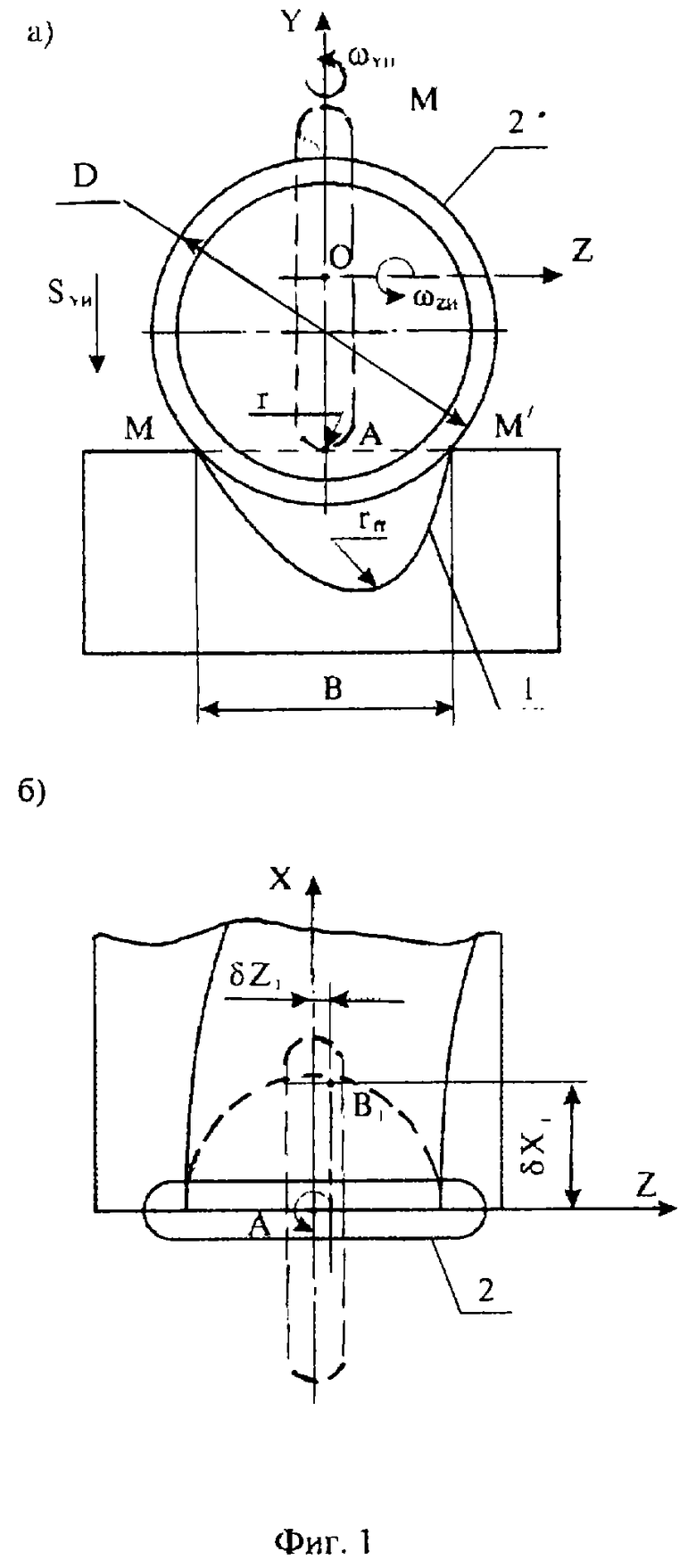
Способ обработки вогнутых поверхностей с изменяющимся профилем сечения инструментом в виде тела вращения с торовой производящей поверхностью, которому сообщают два одновременных поступательных нелинейно согласованных движения формообразования и вращательное движение подачи, отличающийся тем, что вращательное движение подачи осуществляют в плоскости, перпендикулярной плоскости поступательных движений, которые осуществляют нормально и параллельно к базисной плоскости и нелинейно согласуют с вращательным движением подачи для периодического касания инструментом обрабатываемой поверхности одновременно в двух точках на противоположных сторонах профиля, причем в моменты касания противоположных сторон профиля вращательное движение подачи реверсируют, при этом торовую производящую поверхность выполняют с радиусом кривизны, меньшим минимального радиуса кривизны, а диаметр инструмента - большим ширины обрабатываемого профиля.
| СПОСОБ ОБРАБОТКИ СЛОЖНЫХ КРИВОЛИНЕЙНЫХ ПОВЕРХНОСТЕЙ | 1999 |
|
RU2167746C2 |
| Копировальный станок | 1980 |
|
SU908551A1 |
| Способ обработки криволинейных поверхностей и станок для его осуществления | 1982 |
|
SU1061785A2 |
| DE 1267943, 09.05.1968 | |||
| РАДЗЕВИЧ С.П | |||
| Формообразование сложных поверхностей на станках с ЧПУ | |||
| - Киев: Вища школа, 1991, с.157-160. | |||
