Изобретение относится к способу электронно-лучевой сварки высокопрочных псевдо-β-титановых сплавов, и может быть использовано для изготовления крупногабаритных конструкций судостроительной, авиационной и космической техники, а также энергетических установок.
Одной из трудностей сварки титановых сплавов является высокая активность титана к газам атмосферы при повышенных температурах. Для защиты используют инертные газы аргон и гелий или сварку выполняют в вакууме.
Электронно-лучевая сварка нашла широкое применение для получения соединений титановых сплавов. Такой вид сварки позволяет получать соединения больших толщин за один проход с минимальной зоной термического влияния, а также эффективно защищать свариваемый металл от воздействия атмосферных газов.
В процессе сварки металл зоны термического влияния (ЗТВ) подвергается воздействию высокой, быстро изменяющейся температуры, поэтому фазовый состав и механические свойства металла в этой зоне резко отличаются от свойств и состава основного металла. При высоких скоростях охлаждения в зоне термического влияния псевдо-β-сплавов титана, β-фаза не распадается, такая структура является термически нестабильной, что приводит к снижению механических свойств. Поэтому титановые сплавы данного класса после сварки требуют обязательной термической обработки. Однако для крупногабаритных конструкций не всегда есть возможность проведения термической обработки после сварки.
Сварные соединения двухфазных титановых сплавов, выполненные электронно-лучевой сваркой без введения присадочных материалов, имеют низкие показатели пластичности и ударной вязкости металла шва [С.В. Ахонин, С.Г. Григоренко, В.Ю.Белоус, Т.Г. Таранова, Р.В.Селин Электронно-лучевая сварка ложнолегированного высокопрочного титанового сплава// Автоматическая сварка №5-6, 2016].
Также использование электронно-лучевой сварки для псевдо-β-сплавов титана, например сплав ВТ-19, не позволяет получить сварные соединения с необходимым уровнем механических свойств без дополнительной термообработки [С.В. Ахонин, В.Ю. Белоус, Р.В. Селин, Э.Л. Вржижевский, И.К. Петриченко Электронно-лучевая сварка и термообработка сварных соединений высокопрочного псевдо-β-титанового сплава ВТ-19// Автоматическая сварка №7, 2018].
Известен зарубежный патент JP 6557781 A (1982 г.), в котором для электронно-лучевой сварки титановых сплавов используются вставки из титана с добавлением алюминия.
Использование в процессе электронно-лучевой сварки присадочной проволоки не позволяет получить равнопрочное сварное соединение и высокие показатели ударной вязкости зоны термического влияния без дополнительной термической обработки после сварки. Такой способ сварки не позволяет применять его к крупногабаритным конструкциям.
Известен способ электронно-лучевой сварки с промежуточными вставками для сплава ВТ-23 [А.В. Федосов, Е.В. Карпович Перспективные аспекты использования электронно-лучевой технологии сварки для высокопрочных титановых сплавов//Авиационно-космическая техника и технология, №1, 2015].
Недостатком известного способа является необходимость проведения термической обработки после сварки для получения необходимых прочностных и пластических характеристик металла шва, что не всегда является возможным в процессе изготовления крупногабаритных сварных конструкций в условиях промышленного производства.
Наиболее близким способом сварки по техническому исполнению является способ сварки по патенту SU 904937, заключающийся в том, что в зону стыка свариваемых материалов помещают присадочный материал в виде вставки из титана с содержанием алюминия 0,1-5,0% и циркония 0,1-5,0%.
Необходимость термической обработки для получения необходимого уровня механических свойств после сварки не позволяет использовать данный способ для изготовления сварных соединений крупногабаритных конструкций из титановых псевдо-β-сплавов. Помимо этого наблюдается снижение значений ударной вязкости зоны термического влияния по сравнению с основным металлом.
Технической задачей предложенного изобретения является создание сварных соединений высокопрочных псевдо-β-сплавов титана для изготовления крупногабаритных конструкций с высоким уровнем временного удельного сопротивления (около 1035 МПа) и ударной вязкости зоны термического влияния (около 35 Дж/см2)без последующей термической обработки.
Техническим результатом предложенного изобретения является способ изготовления сварных соединений с высокими прочностными и пластическими характеристиками для крупногабаритных конструкций из псевдо-β-сплавов титана.
Технический результат достигается тем, что способ электронно-лучевой сварки высокопрочных псевдо-β-титановых сплавов включает: наплавку металла с меньшим содержанием β-стабилизирующих элементов, чем в основном металле, на кромки свариваемого соединения, термическую обработку сварных заготовок до процесса сварки (нагрев до температуры отжига 700°С, выдержку при этой температуре 1 час и охлаждение на воздухе).
Высокое содержание β-стабилизирующих элементов в основном металле приводит после электронно-лучевой сварки к образованию в структуре металла шва и зоны термического влияния метастабильных фаз, снижающих механические характеристики сварного соединения.
Уменьшение количества β-стабилизаторов в металле шва осуществляют путем создания в зоне сварочной ванны менее легированного сплава.
По сравнению со способом-прототипом предварительная наплавка на кромки свариваемых заготовок и термическая обработка заготовок до процесса сварки позволяет улучшить пластические характеристики зоны термического влияния (ударная вязкость), не снижая агрегатной прочности сварного соединения в целом.
После сварки титановых сплавов данного класса в структуре зоны термического влияния преобладает метастабильная β-фаза с неравномерно расположенными по телу зерна выделениями низкотемпературной α-фазы. Такая структура понижает пластические характеристики сварного соединения. В предлагаемом способе при выполнении наплавок также образуется зона термического влияния с низкими характеристиками пластичности.
Наиболее распространенным режимом термической обработки сварных конструкций титановых сплавов является отжиг в среднем температурном интервале (α+β)-области. Нагрев до температуры 700°С практически не изменяет количественное соотношение фаз в основном металле. В процессе выдержки металла при температуре отжига происходит перераспределение легирующих элементов, β-фаза становится термодинамически стабильной и при охлаждении не выделяется низкотемпературная α-фаза, что приводит к выравниванию структуры сварного соединения во всех зонах, и к повышению характеристик пластичности.
Помимо этого зона термического влияния после электронно-лучевой сварки располагается на предварительной наплавке из металла менее легированного β-стабилизирующими элементами, что позволяет получить равнопрочное сварное соединение.
Предварительная наплавка и термическая обработка сварных заготовок до процесса сварки делает возможным использовать данный способ для изготовления сварных соединений крупногабаритных конструкций.
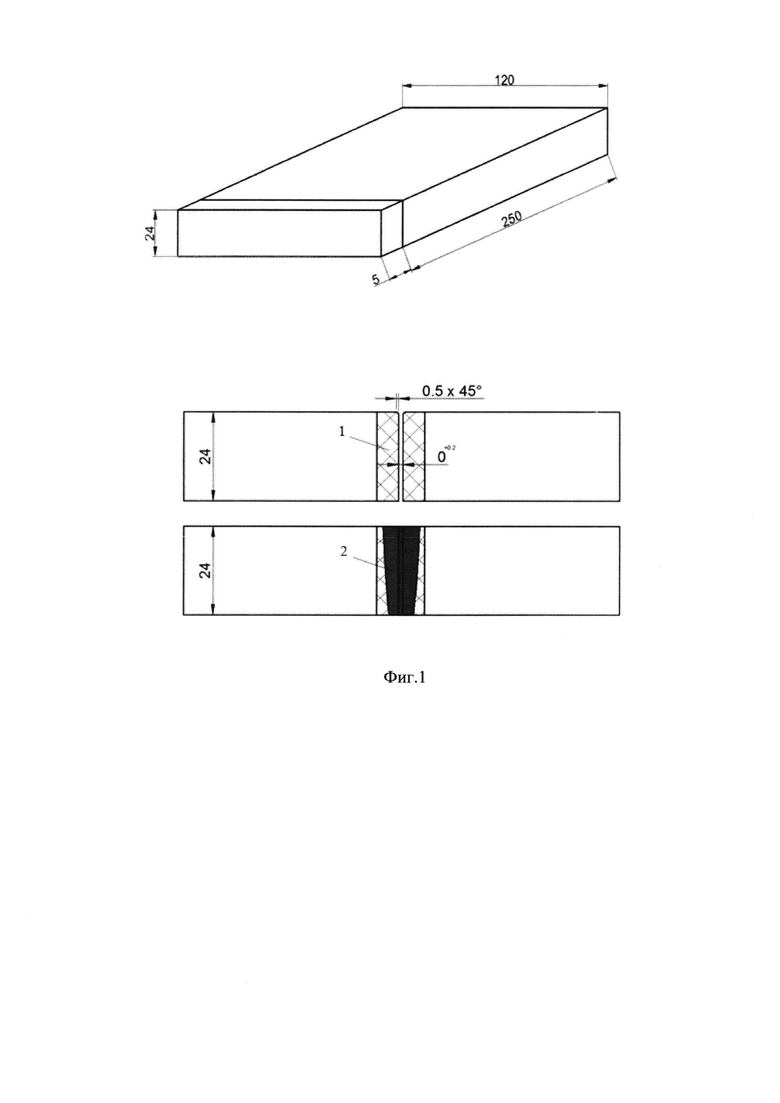
Предлагаемый и известный способы проверяли на сварных соединениях толщиной 24 мм из титанового сплава марки ПТ-48 после упрочняющей термической обработки.
На фиг. 1 изображено сечение сварного соединения до и после сварки, а также чертеж сварных заготовок с указанием размера наплавки (обозначения: 1-наплавка, 2-сварной шов).
Пример выполнения по известному способу:
Электронно-лучевой сваркой изготавливали сварные соединения без применения присадочных материалов и последующей термической обработки.
Пример выполнения по предлагаемому способу:
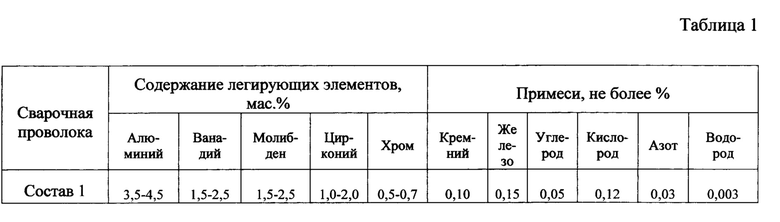
По предлагаемому способу предварительно перед сваркой на кромки заготовок проводилась наплавка сварочной проволоки. Содержание химических элементов проволоки указано в таблице 1.
Далее сварные заготовки подвергались термической обработке, которая включала в себя нагрев до температуры отжига 700°С, выдержку в течении 1 часа и последующее охлаждение на воздухе. Затем осуществлялась электронно-лучевая сварка.
Оценку временного сопротивления при одноосном статическом растяжении полученных сварных соединений проводили на крупногабаритных образцах с рабочим сечением 20×60 мм по ГОСТ 6996. Испытания на ударную вязкость проводились на образцах типа VI по ГОСТ 6996. Результаты испытаний представлены в таблице 2.
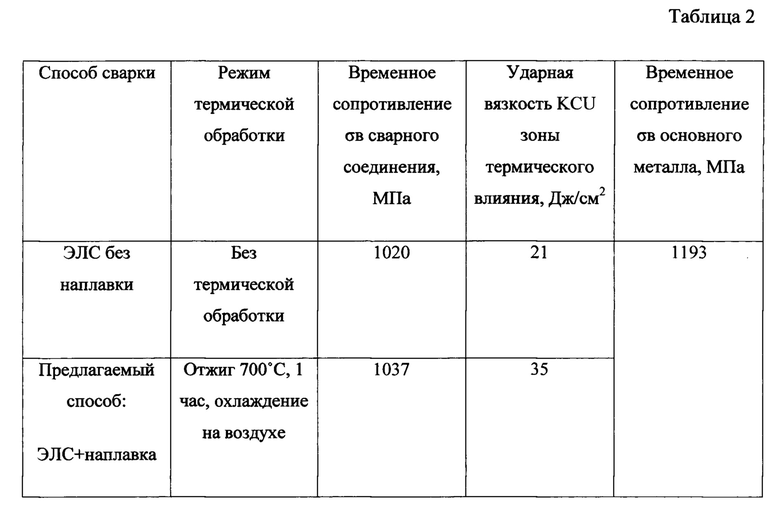
Как видно из таблицы 2 использование предлагаемого способа сварки позволяет повысить значения ударной вязкости (KCU) зоны термического влияния сварных соединений до 35 Дж/см2 и временного сопротивления сварных соединений до 1037 МПа.
Помимо этого данный способ позволяет изготавливать сварные соединения для крупногабаритных конструкций.
Предлагаемый способ электронно-лучевой сварки может быть использован для сварных соединений высокопрочных псевдо-β-титановых сплавов применительно к крупногабаритным конструкциям судостроительного авиационного, космического и энергетического назначения.
| название | год | авторы | номер документа |
|---|---|---|---|
| ПРОВОЛОКА СВАРОЧНАЯ ИЗ ТИТАНОВЫХ СПЛАВОВ | 2019 |
|
RU2721977C1 |
| ПРОВОЛОКА СВАРОЧНАЯ ИЗ ТИТАНОВЫХ СПЛАВОВ | 2019 |
|
RU2721976C1 |
| СПОСОБ ТЕРМИЧЕСКОЙ ОБРАБОТКИ СВАРНЫХ СОЕДИНЕНИЙ ТЕРМОУПРОЧНЕННОГО ТИТАНОВОГО СПЛАВА | 2019 |
|
RU2732138C1 |
| СПОСОБ ЭЛЕКТРОННО-ЛУЧЕВОЙ ОБРАБОТКИ ТИТАНОВЫХ СПЛАВОВ | 2003 |
|
RU2240211C1 |
| Способ сварки плавлением высоколегированных высокопрочных титановых сплавов | 1980 |
|
SU904937A1 |
| СПОСОБ ПОЛУЧЕНИЯ СВАРНОГО ШВА ЭЛЕКТРОННО-ЛУЧЕВОЙ СВАРКОЙ ДЕТАЛЕЙ ИЗ ТИТАНОВЫХ СПЛАВОВ | 2020 |
|
RU2737187C1 |
| СПЛАВ НА ОСНОВЕ ТИТАНА | 2018 |
|
RU2690257C1 |
| СПЛАВ НА ОСНОВЕ ТИТАНА | 2008 |
|
RU2393258C2 |
| СПОСОБ ЭЛЕКТРОННО-ЛУЧЕВОЙ СВАРКИ ТРУБ | 1995 |
|
RU2085347C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ДЕТАЛЕЙ ИЗ ТИТАНОВЫХ СПЛАВОВ | 2015 |
|
RU2613003C1 |
Изобретение относится к способу электронно-лучевой сварки высокопрочных псевдо-β-титановых сплавов и может быть использовано для изготовления крупногабаритных конструкций судостроительной, авиационной и космической техники, а также энергетических установок. Способ включает: наплавку на кромки свариваемого соединения металла с меньшим содержанием β-стабилизирующих элементов, чем в основном металле, и термическую обработку сварных заготовок до процесса сварки. Выполнение предварительной наплавки и термообработка сварных заготовок до процесса сварки способствуют выравниванию структуры, а именно в зоне термического влияния происходит более интенсивный и равномерный распад β-фазы, в результате чего повышаются прочностные и пластические характеристики сварных соединений. Кроме того, способ сварки позволяет использовать его для изготовления сварных соединений крупногабаритных конструкций. 1 ил., 2 табл., 1 пр.
Способ электронно-лучевой сварки высокопрочных псевдо-β-титановых сплавов, включающий подготовку свариваемого соединения под сварку, сборку и сварку электронным лучом, отличающийся тем, что перед сваркой на кромки свариваемого соединения предварительно наплавляют металл, содержащий β-стабилизирующие элементы в количестве меньшем, чем количество β-стабилизирующих элементов в основном металле, и проводят термическую обработку свариваемого соединения.
| SU 1584264 A3, 15.01.1994 | |||
| Способ изготовления сварных изделий из титановых сплавов | 1990 |
|
SU1825690A1 |
| Способ сварки плавлением высоколегированных высокопрочных титановых сплавов | 1980 |
|
SU904937A1 |
| Способ изготовления сварного корпуса резервуара | 1983 |
|
SU1106618A1 |
| Способ лазерной сварки продольного шва трубы (варианты) | 2017 |
|
RU2642218C1 |
| СПОСОБ ТЕРМИЧЕСКОЙ ОБРАБОТКИ СВАРНЫХ СОЕДИНЕНИЙ ТЕРМОУПРОЧНЕННОГО ТИТАНОВОГО СПЛАВА | 2019 |
|
RU2732138C1 |
| KR 101894105 B1, 31.08.2018 | |||
| CN 103084714 A, 14.08.2013. | |||

