Изобретение относится к механосборочному производству и может быть использовано при сборке тонкостенных осесим- метричных деталей для получения неразъемных соединений, у которых не регламентируются требования к точности диаметральных размеров и геометрической формы.
Целью изобретения является повышение прочности полученного соединения за счет получения в результате профильного соединения.
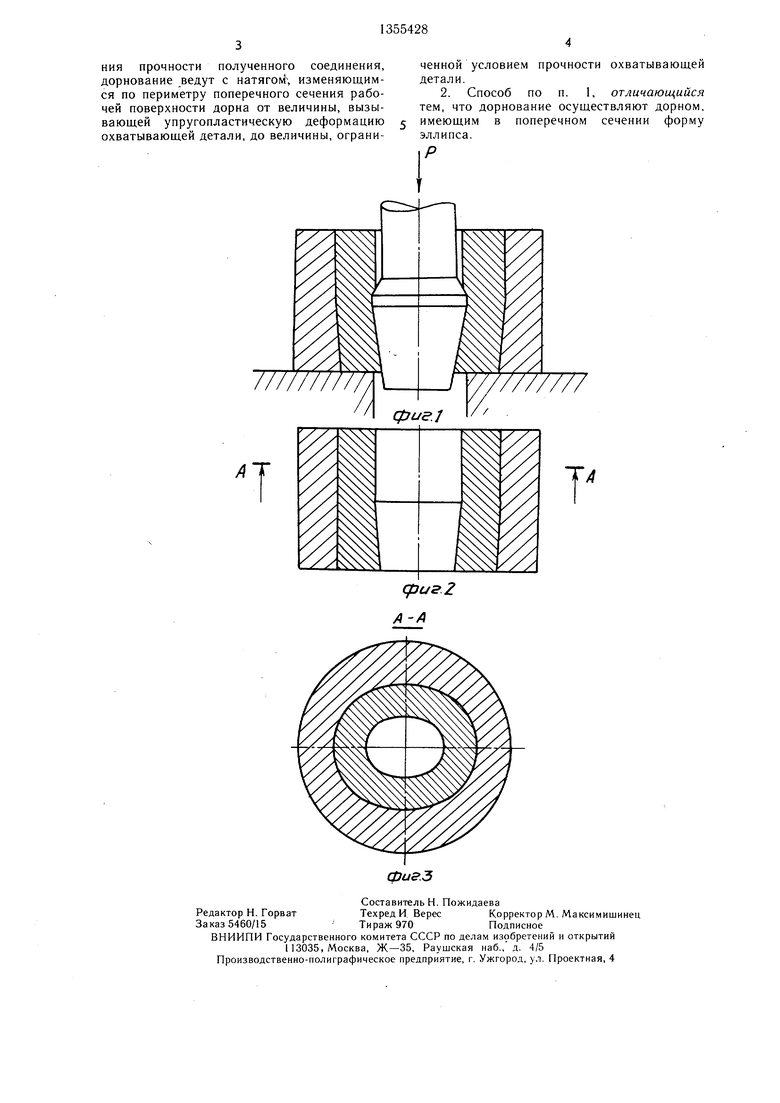
На фиг. 1 изображена схема осуществления способа; на фиг. 2 - полученное соединение; на фиг. 3 - сечение А-А на фиг. 2.
Способ осуществляют следующим образом.
Для получения неразъемного соединения втулку вводят в охватывающую деталь, после чего дорном, воздействующим на внутреннюю поверхность втулки, осуществляют
рают в зависимости от направления деист- ВИЯ результирующего вектора эксплуатационной нагрузки.
Когда соединение подвергается действию
г крутящего момента, необходимо, чтобы внутреннее давление было неравномерным в окружном направлении и изменялось по периметру соединения, например по закону эллипса. Достигнуть этого возможно путем дорнования втулки напроход инструмен10 том, имеющим некруглый профиль поперечного сечения.
Когда соединение подвергается действию осевой эксплуатационной нагрузки, внутреннее давление должно быть неравно г мерно распределено, например, по закону треугольника в осевых сечениях. Неравномерность распределения давления в осевом направлении можно обеспечить путем введения во втулку с радиальным натягом посредством запрессовки конической опсовместное радиальное деформирование де- 20 равки. талей. При этом дорнование ведут с ра-Пример. Из стали 35Х изготавливали
диальным натягом, изменяющимся по пери-детали неразъемного соединения с номиметру поперечного сечения рабочей поверх-нальным диаметром 30 мм и длиной поности дорна. Минимальная величина натяга должна быть такой, чтобы в охватывающей детали была вызвана упруго-пластическая деформация, а максимальная величина
25
садочной поверхности 21 мм. Наружный диаметр охватывающей и внутренний дианатяга ограничена прочностью охватывающей детали на разрыв в окружном направлении.
метр охватываемой деталей соответственно 36 и 20 мм.
Установку одной детали в другую осуществляли с радиальным натягом 0,1± ±0,01 мм посредством запрессовки. После- Данное условие обеспечивается, напри- -,,. дующее совместное радиальное деформиромер, при использовании дорна 3 с попереч-вание деталей производят путем дорнованым сечением в форме эллипса, которыйния напроход охватываемой детали инструвводят во втулку на заданную глубину.
Совместная радиальная деформация деталей в различных поперечных сечениях при
ментом, имеющим эллиптический профиль цилиндрической ленточки. Первую серию опытных соединений обрабатывали инструэтом неодинакова. Соединение по сущест- -, ментом, обеспечивающим максимальный и ву превращается в профильное, прочностьминимальный натяг дорнования 1 и 0,2 мм,
которого выще, чем прочность цилиндри-вторую иснтрументом, который обеспечивает
ческого соединения.соответствующие параметры 1,5 и 0,2 мм.
Прочность профильного соединения преж-Инструмент изготавливали из быстрореде всего зависит от величины макрогео-жущей стали Р 18 в соответствии с тиметрической погрешности формы его кон- 40 повой технологией, запрессовку и последующее дорнование соединений по схеме сжатия производили на вертикальном гидравлическом прессе со скоростью 10 мм/с. В качестве смазки применяли масло индустриальное И ЗОа.
Затем соединение подвергалось скручиванию на испытательной мащине с контролем наибольщего момента относительнотактных поверхностей. В этой связи чем - больще разница в величинах наибольщего и наименьшего давлений, с которыми производится одновременное деформирование деталей при получении соединения, тем больше изменение формы кон- тактной поверхности и повышение прочности соединения.
В данном случае экстремальные величины давлений в эпюре внутреннего давления могут быть гораздо выше и ограничены прочностью охватывающей детали на разрыв в окружном направлении. Наличие при таких величинах давлений пластических деформаций в охватывающей детали лищь увеличивает макрогеометрическую пого сдвига деталей.
50
Формула изобретения
. Способ получения неразъемного соединения втулки с охватывающей деталью, заключающийся в том, что втулку устанавливают в отверстие охватывающей грешность формы сопряженных поверхнос- 55 детали, после чего осуществляют их сов- тей и прочность соединения.местное радиальное деформирование путем
дорнования внутренней поверхности втулкн, отличающийся тем, что, с целью повыщеВ процессе реализации способа закон распределения внутреннего давления выбирают в зависимости от направления деист- ВИЯ результирующего вектора эксплуатационной нагрузки.
Когда соединение подвергается действию
крутящего момента, необходимо, чтобы внутреннее давление было неравномерным в окружном направлении и изменялось по периметру соединения, например по закону эллипса. Достигнуть этого возможно путем дорнования втулки напроход инструментом, имеющим некруглый профиль поперечного сечения.
Когда соединение подвергается действию осевой эксплуатационной нагрузки, внутреннее давление должно быть неравномерно распределено, например, по закону треугольника в осевых сечениях. Неравномерность распределения давления в осевом направлении можно обеспечить путем введения во втулку с радиальным натягом посредством запрессовки конической опнальным диаметром 30 мм и длиной по
садочной поверхности 21 мм. Наружный диаметр охватывающей и внутренний диаметр охватываемой деталей соответственно 36 и 20 мм.
го сдвига деталей.
50
Формула изобретения
ния прочности полученного соединения, дорнование ведут с натягом--, изменяющимся по периметру поперечного сечения рабочей поверхности дорна от величины, вызывающей упругопластическую деформацию охватывающей детали, до величины, ограниченной условием прочности охватывающей детали.
2. Способ по п. 1, отличающийся тем, что дорнование осуществляют дорном. имеющим в поперечном сечении форму эллипса.
Составитель Н. Пожидаева
Редактор Н. ГорватТехред И ВересКорректор М. Максимишинец
Заказ 5460/15 Тираж 970Подписное
ВНИИПИ Государственного комитета СССР по делам изобретений и открытий
113035, Москва, Ж-35, Раушская наб., д. 4/5 Производственно-полиграфическое предприятие, г. Ужгород, ул. Проектная, 4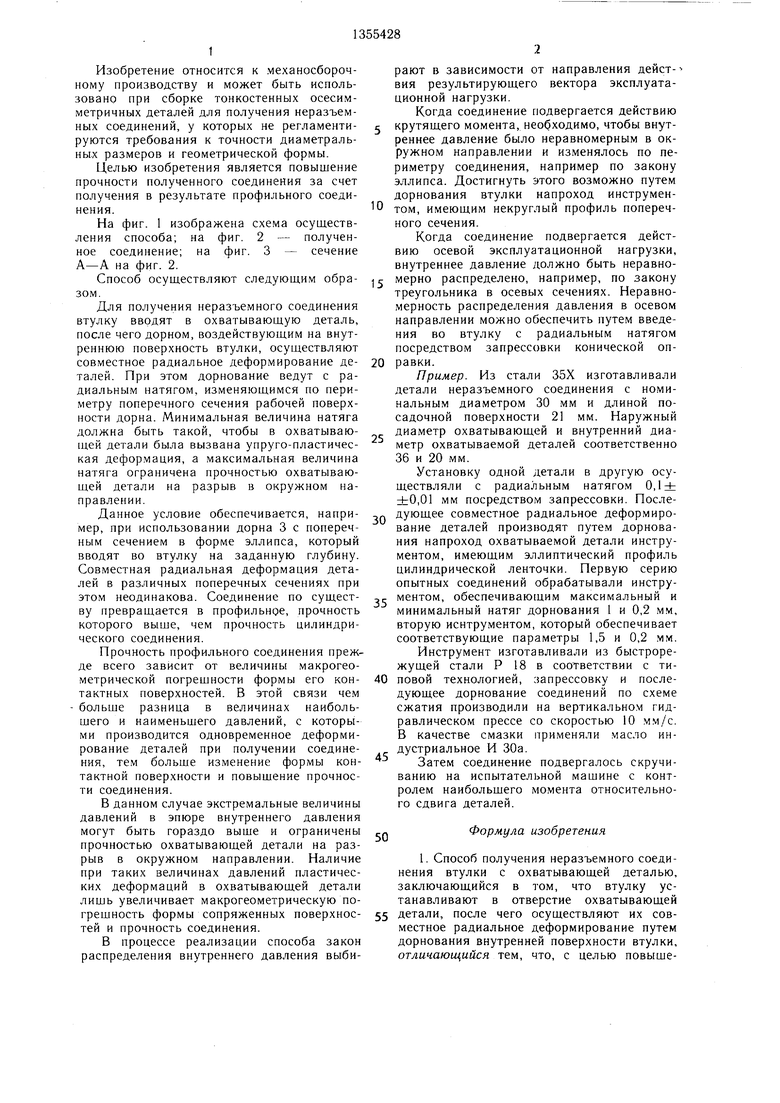
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ сборки запрессовкой деталей типа вал-втулка | 1977 |
|
SU617227A1 |
| Способ изготовления статора электрической машины и устройство для его осуществления | 1988 |
|
SU1603491A1 |
| СПОСОБ СТАТИКО-ИМПУЛЬСНОГО ДОРНОВАНИЯ СЛОЖНОПРОФИЛЬНЫХ ОТВЕРСТИЙ | 2011 |
|
RU2479404C2 |
| СПОСОБ ВЫПОЛНЕНИЯ БОЛТОВОГО СОЕДИНЕНИЯ С РАДИАЛЬНЫМ НАТЯГОМ ДЛЯ НЕРАЗЪЕМНЫХ ПАКЕТОВ | 2009 |
|
RU2398137C1 |
| Приспособление для запрессовки | 1977 |
|
SU632536A2 |
| СПОСОБ АВТОМАТИЧЕСКОГО КОНТРОЛЯ ТЕХНОЛОГИЧЕСКИХ ОСТАТОЧНЫХ НАПРЯЖЕНИЙ ПРИ ПОВЕРХНОСТНОМ ПЛАСТИЧЕСКОМ ДЕФОРМИРОВАНИИ | 2008 |
|
RU2371673C1 |
| Способ соединения втулки с корпусной деталью | 1990 |
|
SU1773660A1 |
| УСТРОЙСТВО ДЛЯ СТАТИКО-ИМПУЛЬСНОГО ДОРНОВАНИЯ СЛОЖНОПРОФИЛЬНЫХ ОТВЕРСТИЙ | 2011 |
|
RU2479405C2 |
| Способ сборки деталей типа вал-втулка запрессовкой | 1987 |
|
SU1433742A2 |
| СПОСОБ СТАТИКО-ИМПУЛЬСНОГО УПРУГОГО ДОРНОВАНИЯ | 2011 |
|
RU2457097C1 |
Изобретение относится к области механосборочного производства, в частности к способам 11о.1учепня неразъемного соединения liTV. iKH с охиатывающей деталью (ОД). Целью изобретения является повышение прочности полученного соединения. Для этого после введения втулки в ОД осуществляют их совместное радиальное деформирование дорном, воздействующим на внутреннюю поверхность втулки. Форма дорна выбирается таким образом, чтобы обеспечить радиальный натяг, изменяющийся по периметру поперечного сечения рабочей поверхности дорна. Минимальная величина радиального натяга должна соответствовать упругопластической деформации ОД. Максимальная величина радиального натяга ограничена прочностью ОД на разрыв. В результате получается профильное соединение, прочность которого выще прочности ци.пинд- рического соединения. 1 з.п. ф-лы, 3 ил. со ел ел N2 00
| Проскуряков Ю | |||
| Г | |||
| и др | |||
| Прессовые соединения | |||
| Те.хнология изготовления и ремонт | |||
| Барнаул: Алтайское книжное изда,- тельство, 1977, с | |||
| Кипятильник для воды | 1921 |
|
SU5A1 |
