Изобретение относится к области машиностроения, в частности к технологии получения неразъемного соединения ствол- муфта охотничьих ружей методом пластических деформаций.
Известен способ сборки ствола с муфтой охотничьих ружей, при котором указанные детали собираются запрессовкой .с помощью продольно-прессовой посадки.
Однако ввиду тонкостенности сопрягаемых деталей достичь высокой прочности такого соединения невозможно без введения дополнительного крепления их между собой с помощью штифта. Кроме того, при сборке деталей, имеющих максимальный натяг, нередки случаи потери продольной устойчивости ствола, что приводит к изгибу его канала. Недостатком этого метода также является значительная трудоемкость подготовки сопрягаемых поверхностей для сОор- ки.
Известен также способ сборки двух деталей методом дорнования, заключающийся в установке с зазором втулки в отверстие корпусной детали v, последующем соединении их путем раздачи втулки. В процессе дорнования по указанному способу усилие инструмента полностью передается на втулку, что при тонкостенной конструкции последней и ее большой высоте не исключает потери устойчивости (изгиба) втулки. Кроме того, указанный способ требует дополнительной обработки,связанной с получением шлицев внутренней поверхности корпуса, сопрягаемой с втулкой. Это приводит к увеличению трудоемкости изготовления деталей и сборки в целом.
Целью изобретения является расширение технологических возможностей путем обеспечения соединения муфты охотьи1:ь ;- го ружья и ствола с буртом, устранения изгиба внутренней поверхности ствола.
Указанная цель достигается тем, в способе соединения втулки с корпуснсй деталью, заключающемся в установке с зазором втулки в отверстие корпусной детали и
XJ XI
со о
о о
последующем соединении их путем ра: дачи втулки, ствол устанавливают в муфту до упора буртом ствола в торец муфты, а раздачу втулки осуществляют путем дорнования в направлении от бурта ствола к противоположному торцу втулки с сохранением постоянного контакта между буртом ствола и торцем муфты.
Предполагаемый процесс сборки, при котором в схеме нагружения сопрягаемых деталей участвует только казенная часть втулки (ствола) и полностью разгружен от усилия дорнования собственно канал втулки, полностью исключает возможность изгиба последнего и создает предпосылки к повышению качества сборки.
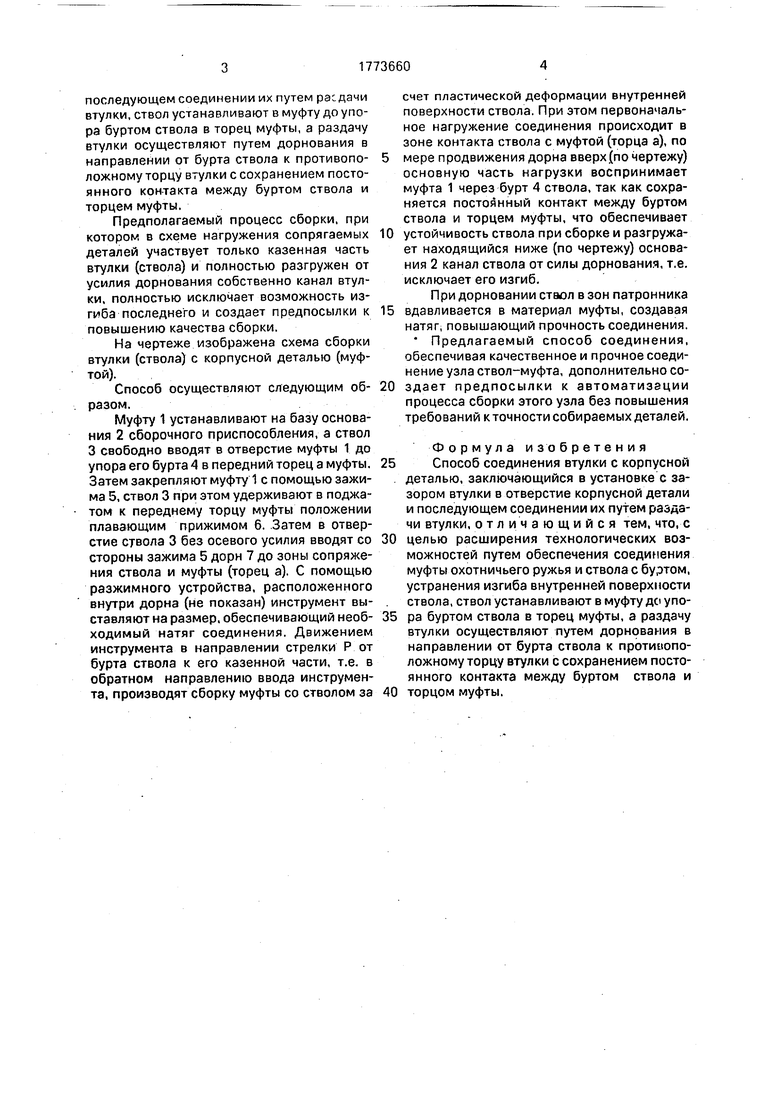
На чертеже изображена схема сборки втулки (ствола) с корпусной деталью (муфтой).
Способ осуществляют следующим образом.
Муфту 1 устанавливают на базу основания 2 сборочного приспособления, а ствол 3 свободно вводят в отверстие муфты 1 до упора его бурта 4 в передний торец а муфты. Затем закрепляют муфту 1 с помощью зажима 5, ствол 3 при этом удерживают в поджатом к переднему торцу муфты положении плавающим прижимом 6. Затем в отверстие ствола 3 без осевого усилия вводят со стороны зажима 5 дорн 7 до зоны сопряжения ствола и муфты (торец а). С помощью разжимного устройства, расположенного внутри дорна (не показан) инструмент выставляют на размер, обеспечивающий необходимый натяг соединения. Движением инструмента в направлении стрелки Р от бурта ствола к его казенной части, т.е. в обратном направлению ввода инструмента, производят сборку муфты со стволом за
счет пластической деформации внутренней поверхности ствола. При этом первоначальное нагружение соединения происходит в зоне контакта ствола с муфтой (торца а), по
мере продвижения дорна вверх (по чертежу) основную часть нагрузки воспринимает муфта 1 через бурт 4 ствола, так как сохраняется постоянный контакт между буртом ствола и торцем муфты, что обеспечивает
устойчивость ствола при сборке и разгружает находящийся ниже (по чертежу) основания 2 канал ствола от силы дорнованич, т.е. исключает его изгиб.
При дорновании ствол в зон патронника
вдавливается в материал муфты, создавая натяг, повышающий прочность соединения. Предлагаемый способ соединения, обеспечивая качественное и прочное соединение узла ствол-муфта, дополнительно создает предпосылки к автоматизации процесса сборки этого узла без повышения требований к точности собираемых деталей.
Формула изобретения
Способ соединения втулки с корпусной деталью, заключающийся в установке с зазором втулки в отверстие корпусной детали и последующем соединении их путем раздачи втулки, отличающийся тем, что, с
целью расширения технологических возможностей путем обеспечения соединения муфты охотничьего ружья и ствола с буртом, устранения изгиба внутренней поверхности ствола, ствол устанавливают в муфту до упора буртом ствола в торец муфты, а раздачу втулки осуществляют путем дорнования в направлении от бурта ствола к противоположному торцу втулки с сохранением постоянного контакта между буртом ствола и
торцом муфты.
У//Ж//Л
У1
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ сборки головки цилиндров двигателя внутреннего сгорания | 1989 |
|
SU1717857A1 |
| СПОСОБ АВТОМАТИЧЕСКОГО КОНТРОЛЯ ТЕХНОЛОГИЧЕСКИХ ОСТАТОЧНЫХ НАПРЯЖЕНИЙ ПРИ ПОВЕРХНОСТНОМ ПЛАСТИЧЕСКОМ ДЕФОРМИРОВАНИИ | 2008 |
|
RU2371673C1 |
| Способ сборки деталей запрессовкой с обработкой отверстия и устройство для его осуществления | 1989 |
|
SU1759593A1 |
| Способ сборки деталей с натягом | 1983 |
|
SU1199557A1 |
| СПОСОБ СБОРКИ ОБРАЗЦА, ПРИМЕНЯЕМОГО ДЛЯ ИСПЫТАНИЯ НА ОДНООСНОЕ ПЛАСТИЧЕСКОЕ РАСТЯЖЕНИЕ, В ВИДЕ СТЕРЖНЯ СО ВТУЛКАМИ ИЗ МАТЕРИАЛА, ОБЛАДАЮЩЕГО ПАМЯТЬЮ ФОРМЫ | 2017 |
|
RU2678853C1 |
| Способ изготовления статора электрической машины и устройство для его осуществления | 1988 |
|
SU1603491A1 |
| СПОСОБ СТАТИКО-ИМПУЛЬСНОГО ДОРНОВАНИЯ СЛОЖНОПРОФИЛЬНЫХ ОТВЕРСТИЙ | 2011 |
|
RU2479404C2 |
| Устройство для остановки процесса деформирующего протягивания | 1977 |
|
SU742057A1 |
| Способ сборки запрессовкой деталей типа вал-втулка | 1977 |
|
SU617227A1 |
| СПОСОБ СБОРКИ ДЕТАЛЕЙ С НАТЯГОМ | 2005 |
|
RU2305028C2 |

Использование: в машиностроении для получения неразъемного соединения методом пластических деформаций. Сущность изобретения: способ заключается в установке с зазором втулки в отверстие коэпус- ной детали и последующем соединении их путем раздачи втулки, причем при соединении ствола с буртом охотничьего ружья и муфты ствол устанавливают в муфту до упора буртом ствола в ее торец, раздачу втулки ведут путем дорнования в направлении от бурта ствола и противоположному торцу втулки с сохранением постоянного контакта между буртом ствола и торцем муфты. 1 ил.
| Способ соединения втулки с корпусной деталью | 1984 |
|
SU1255351A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
