Нзобрс- гсипе (Л нисится к iaiiiiiiioc i роению и МО/кет быть .1ьзова11() в автоматп- ;inp()Baiiiii i, системах управ. юния тсхио. юги- чискпми процессами (АС.УТЕ) MCxaiiii iccKoii обработки фе1)|)( а1 иитиых и.;1е..
He.ibio изобретения является ктвышение точности обработки нутем обеспечения контроля структх piioi o еостоя1И1я материа.та в ироиессе MCxaiHniecKoii обработка ферромагнитных ,.
На ф11Г. 1 иредстав.теиа б/юк-схема системы управления мета. 1.торежу1цими с га1Н а- ми: на фнг. 2 -- б.юк-схема б/:ока сравнения нараметров; на фиг. 3 и 4 --- 0 ибак)ии1я ио- тока скачков БарК1 ау;нч1а (ОГ1СБ) и ее нарам етр1;1.
(л1стсма угфав/юния метал.торслчущнми стайками со.те|)кит программ (носитель 1, 15ьню,тиеин1,, ианрнмср, и вило ма1Л1итно|-о барабаиа, связаииого с кинем атическо) схе- Moii ста1н а, заиисыва;он1.ую 2 и считьи аю- Hiyio 3 го.товки, нервы; н ivropoii уси.тите. н: -1 и 5, MCpiJoBoii резец 6, и)еобр;13овате,т1 нер-е- менхения 7 черновог о резца 6, исио,.ль- HBiii механизм неремешеиия 8 чистового резца 9, расио. южеиш п над обрабатвшаемо дета, Ц)1О |{), преобразователь 1 i скачков 13арк1 аузеиа. трепн уси/иггель 12, интегратор 13, б.лок сравнення нараметров М, блок ннднкации н б/юкировкл 15 и с мма- тор 16.
(л1стема работает с.ледующим обра:-;ом.
Перед началом работы нреобразовател:., 1 1 на -л|1фекте Ьаркгаузеиа устанавливается с онтима.льиым зазором 0,4--(),5 мм к -гга- , И)1И1ому образцу, И1и1)ормация о коитро/и - |)уемых параметрах которого затем заиоеит- ся в б,ток сравнения иа| )аметров 14.
В процессе обработки ире бразо15ате.ть i 1 на эффекте Баркгаузеиа 1|)нксируе г возии- каюише вОбрабатываслкм детали ) скачки Барк1 аузеиа.
(л1гиал. К)лучен1Н 1И в iijH4)6pa3oBaTe- ле 11, нос.те усн. кмшя ;; третьем усилителе 12 и иитегрироваиия в ;1Н еграторе lii носгуиа- ет на входы блока сравнеиия параметров 14, состоя1це1Ч} из двух кана.лов (фнг. 2). Е пер- во.м Kaiia,ie сравниваются с эталоинымн зна- .1н 1 ре 1ениые параметры и количест) скачков за период неремагничшишпя обра- .1оГ1 деталн И). По- ве.личиие ()тк.ло- неиня этих значенш от эта.юнны. ;и 1дается сигна.т на б.ток ии;и1кан1 и и б кжировки 15 о качестве структурного состояния обраба- тывае.мои деталн и целесообразиости се да.льнеГпией обработки. Во втором канале б.-юка сравнення параметров 14 нроиз юдит- ся анализ точности обрабол ки детал 1 но BcvHimiiie отк.лоцения спектралы1о 1 тклотмос- ти М01ЦНОСТН снгна.ла от эталонного. Это отк.ло1-:ение возинкаел в резу.чьтате на.лнчия снстс.матической исм решности обрабол ки, иа- ириме) нри износе чериового резца. Здесь
(юрмируется KoppeivTHpyioHUiil сш на.т, кото- ры11 в да.льиеГпием складывается в нервом су.мматоре 16 с сигналом о неремешеини чернового резца 6. С уммаршзн си,гиа,л, к(/го- Ч1Г1 ьн ает не то.лько величнну унругогс) перемещения чернового резца, но и ciicTCMa- тнчее1 уло ногреишосл ь обработки, через за- иисьшаюшую гол(вку 2, ирогра.хгхюносн- тель 1, ечит1 1ва1они Ю го.ловку 3, второй усилитель 5 ноетуиает на исиолните.льиый ме- ха1И1зм 8, унрав.ляющнй нере.мешением чис- T OBOi o резца 9. При обработке дета.ти чис- TOBijiM резцом уч1Г1Л ии ется не только иифор- мацня, поступающая от чернового резца, но и информация об размера дета- , от исно.лннтс.лыюго с це.лью исключения 15.ЛИЯНИЯ систе.матических noi peHJHocTeii на точность обработки.
Б.лок сравие1Н1я нарамет)ов (фиг- 2) включает два каиа,ла. 4е1)вый каиал состоит из субблоков фор.мироваиия временных на- ра.:етров 17, 18 счегчнка 19 чнсла скачков Барк1 аузена, субб,локов ои.ориых иаиряже- HHi i 20- 23, д1и|)фер(М1циа,льных усилителе 24- 27 квадратов 28-30 н сумматора 31. Второй 1 ;1нал состоит нз квадратора 32, блока oHopHOi o на11ряже1И я 33 н днс|)1ререн- циа,лы1ого усилителя 34.
Б.лок сравиеиня нараметров раб л ает следующим образом.
Снгна.л с инте1 ратора 13 поступает на входы субблоков (|)орм11повання време1НЦз1х параметров 17, 18 и на вход счетчика 19 чис- .ла скачков Баркгаузеиа, здесь формируются сигналы, ироиорциоиа;Ц)Иые в блоке 17 --- 1зс - времени звучан1;я сн.гнала, в б/ю- ке 18 -- U, -- вре)е1Ц1 старта, в счетчике 19 N -- срсдне.му числу скачков Барк- гаузена за нериод Т d iiHi . .). 4о,лученные сН|Л1а.лы ностунаю 1 на Д1и|)ферен1и1альные уси, Н1тели 24---26, я которых формируютея сигналы, нро.Н1)|ми .она.)1е отк,лоиечню на- |1аметров обрабатываемой .лета.ли от эта- ло11Н(. ( дифферсцщ альньгх усилителе 24--2Г) ,лы 11осгу ают ia квадр;г орь 28--30 далее а 31, где форм)- руется cy..арный ;; а- раметров, ксл орь 1о;и .ется на (.} ф1 ре - циал) усилите/) 27, в котором ;роисхо- дит фop lpoвal le , нронорцио 1а. ) ЭTa.Л(JH ,Ла, 1оСТ) - На пЦеГО с блока ) )а 113ЯЖС 1Я 30
от i io ана. ia блоке и б-локировк1 15 о год- 1Осли обрабат)вае. дета.ли.
Си1ли1л с ii Tei paTOp.:i 13 иост л1асл также ia вход квадратора 32, -.,е ()op lpyeтcн
CHfliaJ, рО Ор1и1О 1аЛЬ Г.) КТр а.Л ЮЙ
ндот 1ослл он.ости .ла, и срарлн- ваег- ся с эталоин.д.м ,лоч з дифф ерецц 1а,л)- . усл1..лс 34, иостул а О и1м от нсточ :и- |-;а ) .
(, но. в, ;и1ффереиц 1а, уси-Л те.ле 34, из.
)pa между обраоат1 1вае.м()11 ;к та, ii 11рсобразовато. скачков Баркгаузена.
Дапны сигнал ск.чадывается в сумматоре К) с ciii iia.iOM от iipyroro перемещения чернового резца 6 и является KoppeKTiiinTO- 1ЦИМ в с. 1учае изменения размера обраГ ать - Bae.Moii детали, например при ii3iioce черио- Borcj резца.
Формула изобретения
Систе.ма управления металлорежу;дими станка.мн, со.чержащая иреобраз()вате.-|ь iie- ремещепия чернового резца, первый усилитель, прог|1аммоносите.1ь, выпо.тпеннып в виде магинтного барабана с 3aiiiiCbiBaK Hi. и сч11тываюте11 го/ювками, иричем считывающая го:ювка соеди11е1:а через второ: ) усили
гель с исиол11ите.1ьиым механизмом чистового зезиа. а иривод стайка кппемат11ческ соедииен с ирограм.мопосите.тем.. огличаю- и(аяся тем. что. с целью новы1иения точности обработки нутом обеепечеиня контро. 1Я ст|)уктурно1-о еостоя1П1я материала в процессе механической обработкн фсрромаг нитныл изде. пи и в систему дополппте.чьно введеилз носледовательно соединенные иреобразовате,ть екачков Баркгаузепа. третий уси.тите.чь. интегратор, б.чок сравнения параметров, первьи вьгход котор1)го соединен с б.юком индикации и блокировки, а второй вы.ход -- с иервым входом с мм;1тора, STopoii вход которого соединен с В1)гходом iiepBOi o уеи.ш- тсмя. а выход сумматора соединен с заиис)- iiaiomeii головкой.
фиеЛ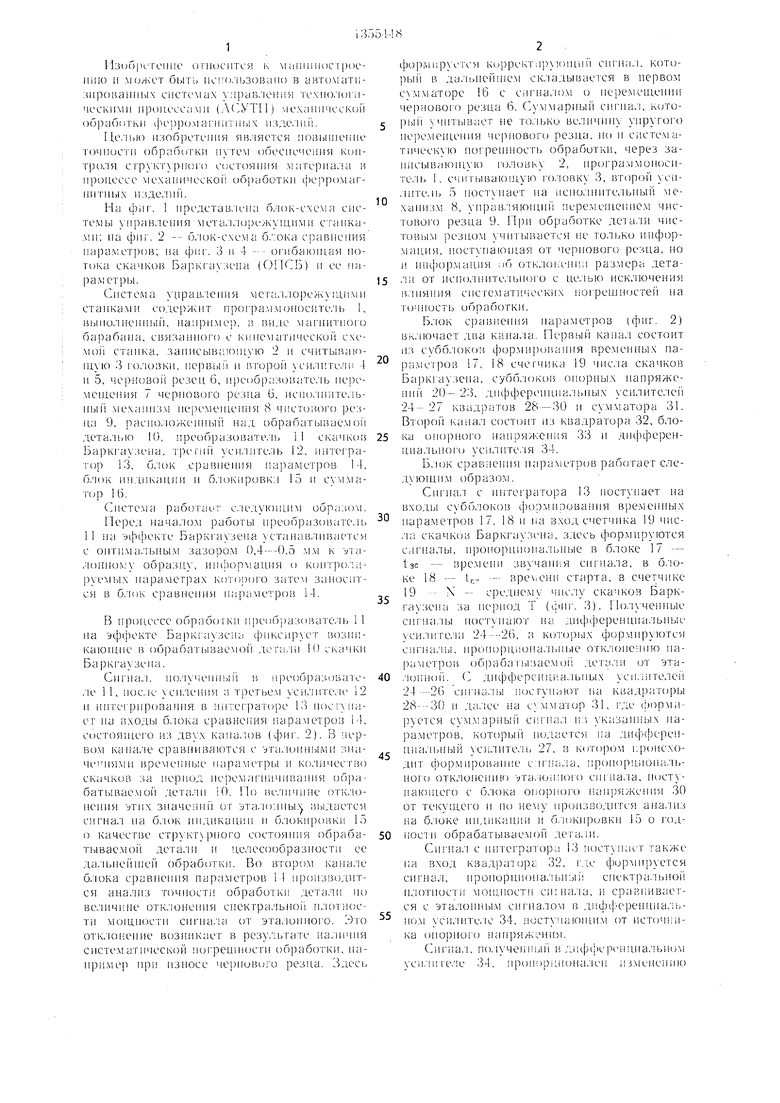

| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для управления подачей шлифовального станка | 1974 |
|
SU532082A1 |
| Информационно-измерительная система | 1985 |
|
SU1322352A1 |
| Устройство для управления траекторией движения инструмента металлорежущего станка | 1973 |
|
SU532083A1 |
| Устройство измерения скорости охлаждения проката | 1985 |
|
SU1251996A1 |
| Устройство для регулирования температуры полосы на рольганге стана горячей прокатки | 1980 |
|
SU969345A1 |
| СОСТАВЛЕНИЯ ПРОГРАММЫ МЕХАНИЧЕСКОЙ ОБРАБОТКИ ТЕЛ ВРАЩЕНИЯ СО СТУПЕНЧАТЫМ ПРОФИЛЕМ, ОБРАБАТЫВАЕМЫХ НА СТАНКАХ С ПРОГРАММНЫМ | 1964 |
|
SU164196A1 |
| Устройство для контроля параметров садки в методической кольцевой печи | 1985 |
|
SU1310604A1 |
| СТАНОК ДЛЯ ОБРАБОТКИ ФАСОННЫХ ДЕТАЛЕЙ | 1972 |
|
SU341634A1 |
| Позиционный электропривод | 1986 |
|
SU1381677A1 |
| Устройство управления электронной игрой | 1986 |
|
SU1400626A1 |

Изобретение относится к машинострое- нию, в частности к автоматическому управлению металлообработкой. Цель изобретения - новышение точности обработки путем обеспечения контроля структурного состояния материала в процессе обработки магнитных изделий. Система управления станками содержит преобразователи перемещения чистового и чернового резцов, усилители, программоноситель в виде магнитного барабана с записывающей и считываюи ей головками, где последняя соединена с исполнительным механизмом чистового резца, а привод станка - с программоносителем. Система содержит также преобразователь скачков Баркгаузена, который подключен к последовательно соединенным усилителю, интегратору, блоку сравнению параметров, первый выход которого соедннен с блоком индикации и блокировки, а второй через сумматор, второй вход которого соединен с выходом усилителя преобразователя перемещения чер нового резца, нодключен к записывающей головке. 4 ил. оо СП ел 4 4 00
cpus.3
(ривЛ
| Система управления металлорежущими станками | 1979 |
|
SU791508A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
