Известны станки для обработки фасонных деталей, например, для обточки поршией двигателей внутреннего сгорания, в которых деталь неподвижна, а вращающаяся на шпинделе резцовая головка, установленная иа салазках под углом к детали и подвижная вдоль оси, снабжена резцедержателями, поперечно перемещающимися от копира, вращающегося внутри шиниделя па щтаиге.
Цель изобретеиия - обесиечеиие возможиости сообщения коииру дополиительиого поворота относительно шпииделя для придания профилю детали иужпой кривизиы в иоиеречиом сечеиии.
В предлагаемом устройстве полый шпиидель и щтаига, песущая копир, соединеиы дифферепциальным механизмом, водило которого иоворачивается от коиира в виде планки, профиль которого определеи закоиом изменения кривизны профиля деталп па длипе обработки.
Связь водила с копиром-плаикой осуществлена зубчато-реечиой передачей, рейка которой жестко связана со П1током силового (пиевмо) гидроцилиндра, закреилеиного в резцовых салазках, конец которого оснащен копирным роликом, причем вторая коиирная пара-коппрная илаика и ролик - выиолиеиа саморазгружаюпкйся в коице чистового хода резцов головки.
Для регулировапия масщтаба копироваиия коиир-плаика выполиена устаповочио-поворотно вокруг иеподвижиой оси.
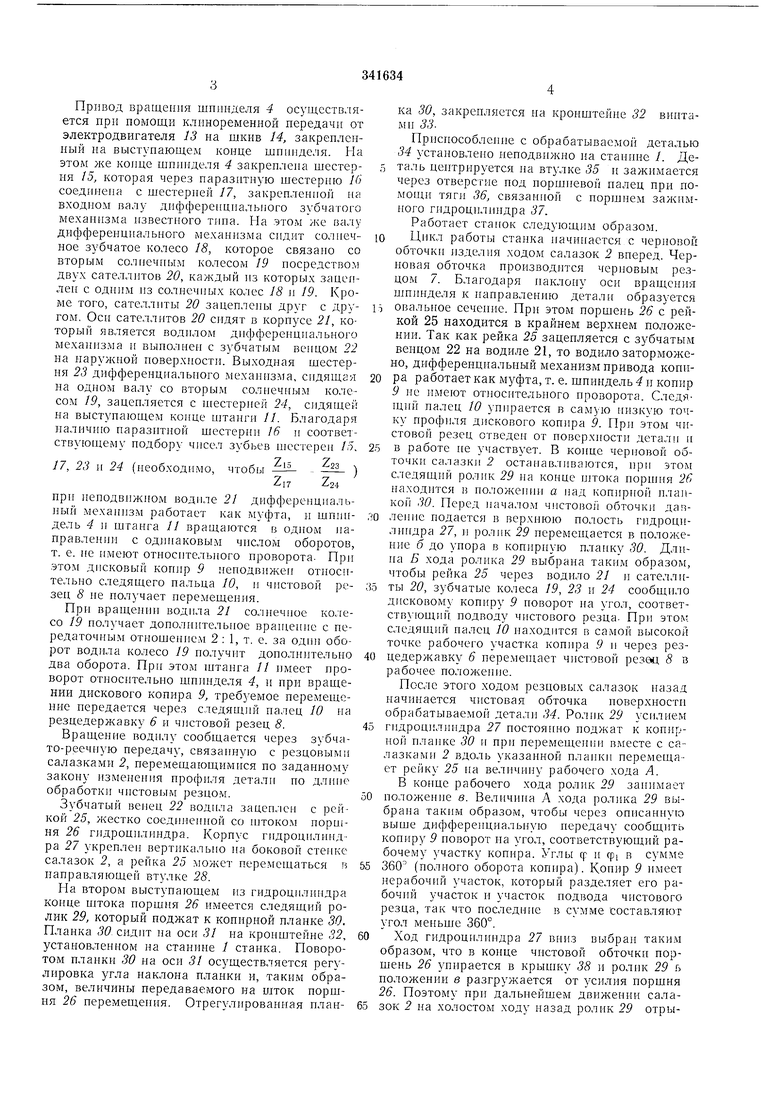
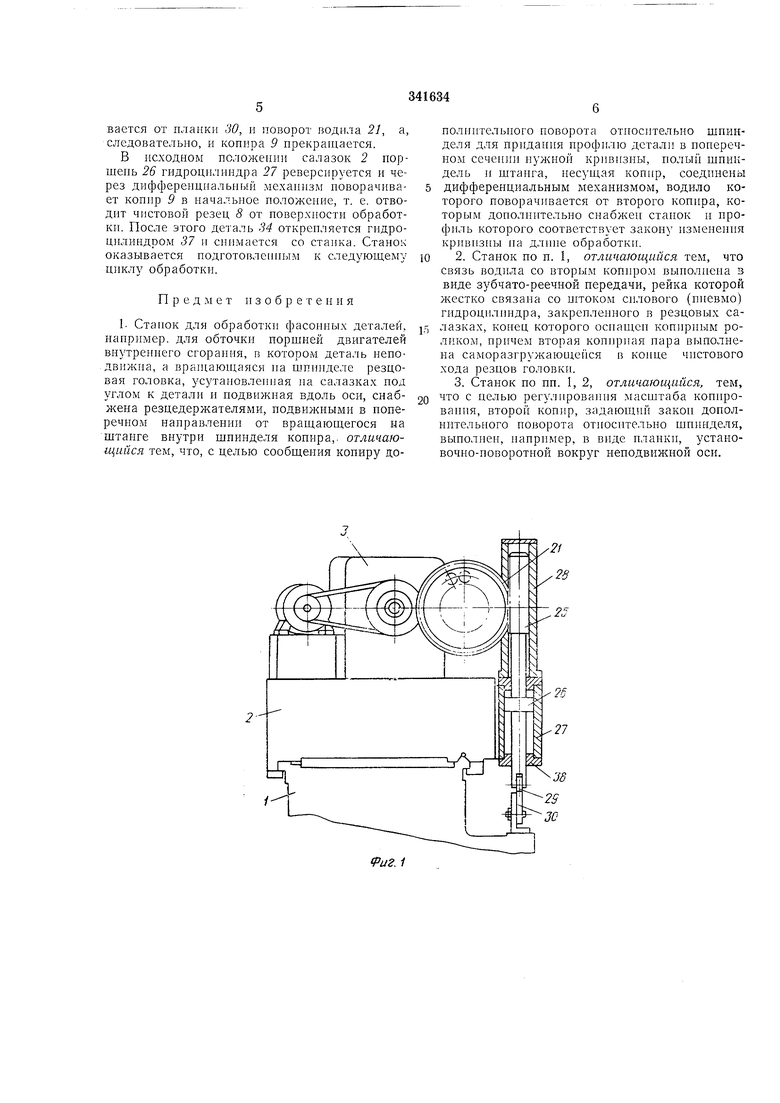
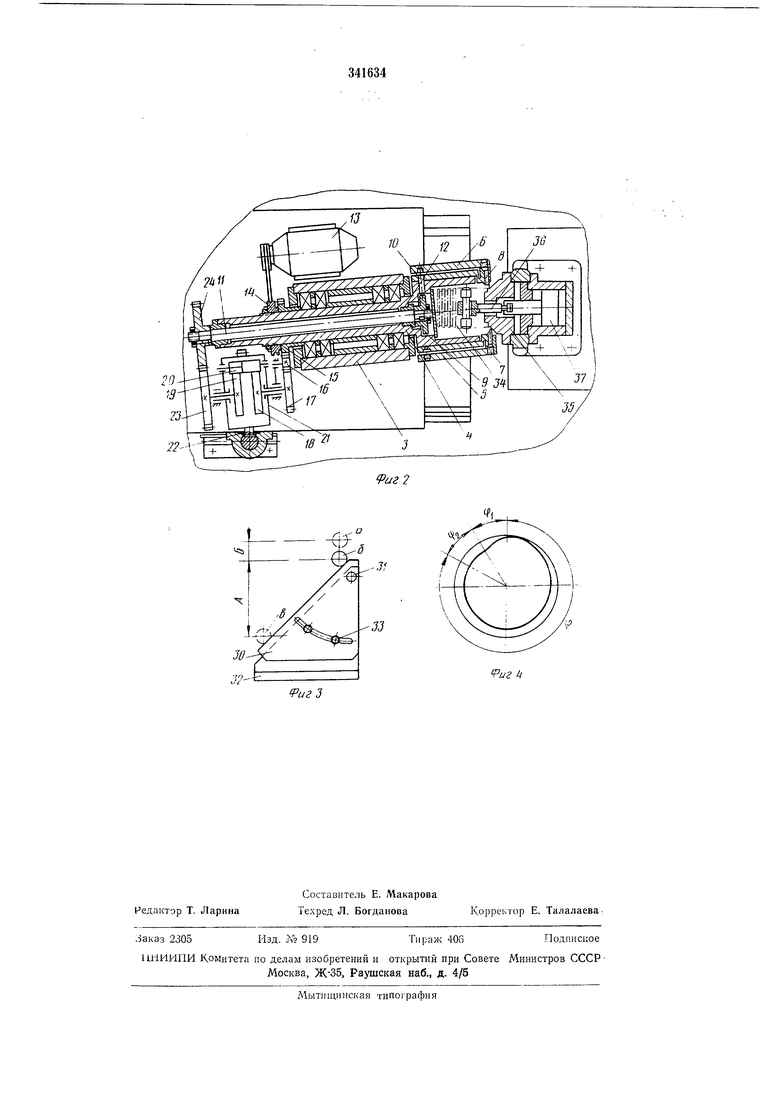
На ф1и 1 показаи предлагаемый станок, вид сзади с частичиым разрезом по диффереипиальиолгу мехаиизму поворота копира; на фиг. 2 - то же, вид в плане с разрезом по резцовой головке со шпинделем; иа фиг. 3 - вид
па копир-плаику со cxeMoii положеиий взаимодействующего с ней ролика; иа фиг. 4 - углы поворота коппра.
На стапине / по паправляющим перемещаются резцовые салазки 2, на которых устаиовлеиа иод некоторым лтлом к направлению иеремещения шпиндельная головка 3. Салазки 2 получают продольпое перемещение иодачи от гпдроцилиидра (па чертеже пе показан). На ишииделе 4 головки закреилеиы два резцедерж а тел я 5 и 5, один с черновым резцом 7, а другой с чистовым резцом 8.
Черновой резец имеет только устаиовочиое iitpcMCuteHiie, а чпстопо; резец иолучает неремещеипе, измепяющее диаметр обточки, от
дискового коиира 9 через следящий палец 10. Копир 9 жестко закреплеп на переднем коице щтапги //, установлепиой в полом шпинделе 4 в онорах 12, которые позволяют щтанге 11 враИ1аться виутрн шпинделя н одновременно
Привод вращения шпинделя 4 осуществляется при помощи клиноременной передачн от электродвигателя 13 па щкпв 14, закрепленный на выступающем конце щнннделя. На этом же конце нтннделя 4 закреплепа щестерня 15, которая через наразнтную щестерню /6 соединена с щестерпей 17, закрепленной на входном валу днфференцналыюго зубчатого механнзма известного тнна. На этом же гзалу дифференцнального механнзма сиднт солнечное зубчатое колесо 18, которое связано со вторым солнечным колесом 19 носредством двух сателлитов 20, каждый из которых зацеплеи с одним из солнечиых колес 18 и 19. Кроме того, сателлиты 20 зацеплены друг с другом. Осп сателлитов 20 сндят в корнусе 21, который является воднлом днфференцнального механизма и выполнен с зубчатым венцом 22 на наружной новер.хности. Выходная щестерня 23 днфференцнального мехаинзма, сндящзя на одном валу со вторым солнечным Ko;ieсом 19, заценляется с шестерней 24, сндящей на выступающем конце щтангн //. Благодаря налнчию наразнтной шестернн 16 н соответствующему подбору чисел зубьев Hiecrepen /5.
ZloZ23 ч,
17, 23 н 24 (необходимо, чтобы
Z2.1
-17
24
при неподвижном воднле 21 дифференциальный механизм работает как муфта, н щнпидель 4 н щтанга // вращаются в одном нанравленни с одинаковым числом оборотов, т. е. не нмеют относнтельного нроворота. При этом дисковый копир 9 неподвижен относнтельно следящего пальца 10, и чистовой резец 8 не получает неремещеиня.
Прн вращеннн водила 21 солнечное ко.тесо 19 нолучает дополнительное вран1ение с передаточным отношением 2: 1, т. е. за один оборот воднла колесо 19 нолучит дополнительно два оборота. Прн этом штанга 11 имеет нроворот относнтельно шпннделя 4, и при вращении дискового копира 9, требуемое неремещенне нередается через следян1.нй налец 10 на резцедержавку 6 н чистовой резец 8.
Вращенне воднлу сообщается через зубчато-реечную передачу, связанную с резцовым; салазкамн 2, неремещающнмися по заданному закону изменения нрофиля деталн по обработки чистовым резцом.
Зубчатый веиец 22 воднла заценлен с рейкой 25, жестко соединенной со HJTOKOM норн.ня 26 гндроцнлиндра. Корпус гндроцилиндра 27 укреплен вертикально на боковой сте(ке салазок 2, а рейка 25 может перемещаться в направляющей втулке 28.
На втором выступающем из гидроцнлнндра конце щтока норшня 26 имеется следящий ролик 29, который поджат к копирной планке 30, Планка 30 сидит на осн 31 на кронщтейне 32, установленном на станине 1 станка. Поворотом планки 30 на осн 31 осуществляется регулировка угла наклона планки и, таким образом, величины передаваемого на шток поршня 26 перемещения. Отрегулированная нланка 30, закрепляется иа кронштейне 32 винтамн 33.
Прнснособленне с обрабатываемой 34 установлено ненодвнжно на станнне /. Деталь центрируется на втулке 35 и зажимается через отверстие под порщневой налец при помощи тягн 36, связанной с поршнем зажнмного гндроцнлнндра 37.
Работает станок следующим образом. Цикл работы станка начинается с черновой обточки изделия ходом салазок 2 внеред. Черновая обточка производится чериовым резцом 7. Благодаря наклону осн вращення ншннделя к направлению детали образуется
овальное сечение. При этом поршень 26 с рейкой 25 находится в крайнем верхнем цолол ении. Так как рейка 25 заценляется с зубчатым венцом 22 на водиле 21, то водило заторможено, дифференциальный механизм привода коннра работает как муфта, т. е. шпиндель и копир 9 не нмеют отиоснтельного нроворота. Следящий налец 10 уннрается в самую инзкую точку профиля дискового копира 9. Прн этом чнстовой резец отведен от поверхностн детали н
в работе не участвует. В конце черновой обточкн салазки 2 останавливаются, нри этом следящнй ролнк 29 на конце штока норшия 26 находится в положеннн а над конириой иланKO1I 30. Перед иачалом чистово обточки даг5лен не подается в верхнюю нолость гидроцилиидра 27, и ролнк 29 неремеп1,ается в положение б до упора в копнрную нланку 30. Длина Б хода ролнка 29 выбрана такнм образом, чтобы рейка 25 через водило 21 и сателлиты 20, зубчатые колеса 19, 23 и 24 сообщило дисковому копиру 9 поворот на угол, соответствующнй, подводу чнстового резца. При этом следянип палец 10 находится в самой высокой точке рабочего участка Koniipa 9 н через резцедержавку 6 перемеп1ает чнстовой pesett 8 в рабочее положенне.
После этого ходом резцовых салазок назад начинается чнстовая обточка поверхностн обрабатываемой детали 34. Ролнк 29 уснлием
гидроцилнндра 27 ностоянно иоджат к коннрной нланке 30 н прн перемещении вместе с салазкамн 2 вдоль указанной нланкн неремещает рейку 25 на велнчнну рабочего хода А. В конце рабочего хода ролик 29 занимает
ноложенне в. Величина А хода 29 выбрана таким образом, чтобы через описанную выше дифференцнальную передачу сообщить кониру 9 новорот на угол, соответствующий рабочему участку копира. Углы ср н cpi в сумме
360 (нолного оборота копнра). Копир 9 имеет нерабочий участок, который разделяет его рабочий участок и участок нодвода чнстового резца, так что последнне в сумме составляют угол меньше 360°.
Ход гндроцилиндра 27 вниз выбран такнм образом, что в конце чнстовой обточки поршень 26 упнрается в крышку 38 и ролнк 29 ь ноложеиии 8 разгружается от усилия норшия 26. Поэтому нри дальнейшем движенни салавается от планки 30, и поворот водила 21, следовательно, и копира 9 прекращается. В исходном положении салазок 2 поршень 26 гидроцнлнндра 27 реверсируется п через дифференциальный механизм поворачивает копнр 9 в начальное положение, т. е. отводнт чистовой резец 8 от поверхности обработки. После этого деталь 34 откренляется гндроцилиндром 37 и снимается со стайка. Станок оказывается подготовле1Н1ым к следующему циклу обработки. П р е д .Л1 е т изобретения I. Станок для обработки фасонных детален, панример. для обточки поршней двигателей внутреннего сгорания, п котором деталь неподвижна, а вращаюп,аяся на шпинделе резцовая головка, усутановлеиная на салазках под углом к детали н подвижная вдоль оси, снабжена резцедержателями, подвижными в поперечном направленни от вращающегося ыа штанге внутри шпинделя копира,, отличающийся тем, что, с целью сообщения копиру дополиительного поворота относительно шпинделя для придания профилю детали в поперечном сечении нужной кривнзны, полый шпиндель н штанга, несущая копир, соединены дифференциальным механизмом, водило которого поворачивается от второго копира, которым дополнительно снабжен станок н нрофиль которого соответствует закону изменення кривизны на длине обработки. 2.Станок по п. I, отличающийся тем, что связь водила со вторым коппром выполиена з виде зубчато-реечной передачи, рейка которой жестко связана со штоком снлового (пневмо) гидроцилиндра, закрепленного в резцовых салазках, конец которого оснащеп копнрпым роликом, причем вторая коиирная пара выполнена саморазгружаюихейся в конце чнстового хода резцов головки. 3.Станок по пп. 1, 2, отличающийся, тем, что с целью регулировапия масштаба коппроваиия, второй копир, задающий закои дополнительного поворота отпосительно щпинделя, выполнен, напрпмер, в виде планки, установочно-поворотной вокруг неподвижной оси.
| название | год | авторы | номер документа |
|---|---|---|---|
| ОБРАБОТКИ ФАСОННЫХ ДЕТАЛЕЙ | 1971 |
|
SU304060A1 |
| ШПИНДЕЛЬНАЯ ГОЛОВКА ДЛЯ КОНУСНО ЭЛЛИПСНОЙОБТОЧКИ | 1965 |
|
SU174490A1 |
| СТАНОК ДЛЯ ОБРАБОТКИ ПОРШНЕВЫХ КОЛЕЦ | 1973 |
|
SU397269A1 |
| Способ чистовой обработки поршней и аналогичных деталей и станок для его осуществления | 1987 |
|
SU1834750A3 |
| Протяжной станок для обработки кольцевого паза в деталях типа дисков | 1983 |
|
SU1138266A1 |
| Станок для обработки гребных винтов | 1940 |
|
SU70077A1 |
| Шпиндельная головка для копирной обработки деталей | 1988 |
|
SU1516234A1 |
| Станок для обточки криволинейных поверхностей | 1967 |
|
SU252813A2 |
| Резьботокарный станок | 1979 |
|
SU931336A1 |
| СТАНОК ДЛЯ ОБРАБОТКИ АРОЧНЫХ ЗУБЬЕВ ЗУБЧАТЫХ КОЛЕС | 1994 |
|
RU2074794C1 |
L/
Риг 4
