Изобретение относится к обработке на металлорежущих станках, в частности к адаптивному управлению обработкой, при которой измеряют размер детали методом обкатки роликом.
Целью изобретения является повышение точности обработки за счет дополнительного управляемого воздействия обкатным роликом па упругую систему со .стороны инструмента постоянным усилием.
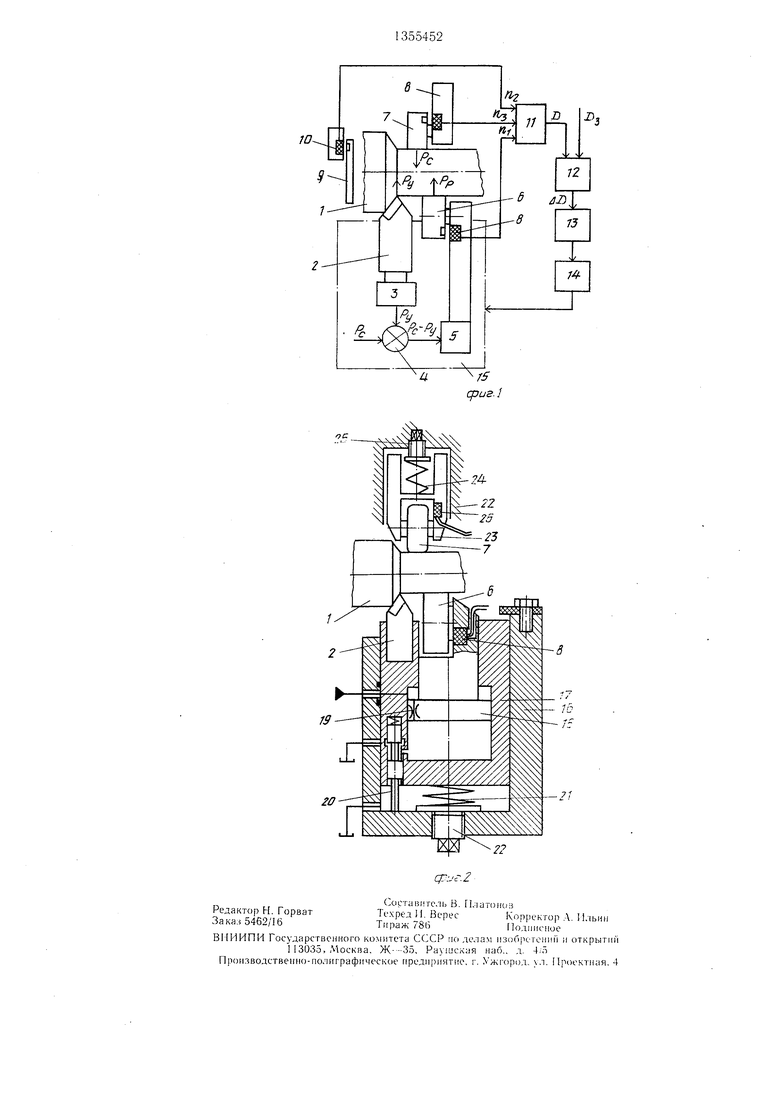
На фиг. 1 изображена схема реализации способа; на фиг. 2 - устройство, общий вид.
Схема реализации предлагаемого способа содержит обрабатываемую деталь 1, резец 2, измерительный узел 3, сравнивающее устройство 4, исполнительный механизм 5, обкатной измерительный ролик 6, прижимной компенсационный ролик 7 с датчиками частоты вращения роликов 8, диск 9 измерения частоты вращения шпинделя с датчиком 10, устройство И для расчета текущего диаметра детали D, устройство 12 для сравнения с заданным диаметром Da и расчета отклонения лD, устройства 13 коррекции ноложеиия инструмента, привода перемещения 14 инструмента, расположенного на суппорте 15.
Работа по предлагаемому способу осуществляется следуюп 1.им образом.
Перед обработкой в соответствии с выбранными режимами выбирают силу постоянного .нагружения Рс технологической системы со стороны инструмента. Эта сила должна быть больше наибольшего значения силы резания, например на 10-50%. Производят настройку этого усилия с помощью системы стабилизации силы. С началом работы включают механизм нагружения 5, который перемещает ролик 6 к детали и осуществляет силовое воздействие на нее. Унругая система станка получает необходимый натяг и прогиб. С началом резания возникает сила на инструменте, которую измеряют и на величину этой силы изменяют силу прижима обкатного ро;1ика, чтобы су.ммарное воздействие ипструмеита и обкатного ролика оставалось постоянным и заданным при изменении резания в и роцессе обработки. При этом обкатной ролик иснользуется в системе измерения диаметра и в адаптивной системе управлепня раз.мером детали. Д./1я этого измеряют частоту вращения ролика п, и частоту вращения п,. рассчитывают диаметр детали из соотнопюния D D, ,
рассчитывают величину отклонения из соотношения
D Dp-- D
0
5
0
5
0
5
0
5
0
и производят корректировку положения инструмента относительно детали.
Устройство для осуществления способа состоит из подвижного относительно корпуса 16 в нанравлении у блока 17 с закрепленным в нем режущим инструментом 2, обкатным роликом 6 с датчиком частоты вращения ролика 8, порщнем гидроцилиндра 18, в котором выполнено дроссельное отверстие 19 и управляющий золотник 20. Подвижный блок прижимается к обрабатываемой детали 1 с помощью пружины 21, усилие сжатия которой .регулируется винтом 11.
Для воздействия на деталь в обратном направлении предусмотрен ролик 7, сидящий на оси в нодвижном относительно корпуса 22 блоке 23. Для регулировки усилия предусмотрена пружина 24 и винт 25. Для измерения частоты предусмотрен датчик 26.
Устройство работает следующим образом.
При увеличении силы резания Ру, действующей на режущий инструмент 2, блок 17 начинает перемещаться в направлении от детали 1. Управляющий золотник 20, упираясь в корпус 16, открывает сливное отверстие, а следовательно, уменьщает давление в нижией нолости гидроцилиндра, тем самым уменьшая силу воздействия обкатного ролика 4 на обрабатываемую деталь. При уменьшении силы Ру под действием пружины 21 блок 17 начинает перемещаться в направлении к детали, управляю- щт золотник 20 перекрывает слив масла и увеличивает давление в нижней полости гидроцилиндра, что приводит к увеличению силы воздействия обкатного ролика на деталь 1. Таким образом достигается стабилизация усилий, воздействующих на деталь 1. Усилие прижатия блока к детали регулируется винтом 22. При работе без компенсационного ролика 6 измерение размера производится с помощью ролика 6 и датчика 8. Ко.мпенсация усилий воздействия блока 17 па обрабатываемую деталь 1 осуществляется прижимным роликом 7. Изменением положения винта 25 достигается изменение стенени сжатия пружины 24, нод действием которой перемещается блок 23 относительно корпуса 22 и воздействует на обрабатываемую деталь с усилие.м, комненсирующим сумму сил режущего инструмента 1 и обкатного ролика 6. В этом случае измерение размера производится с иомонлью ролика 7 и датчика 26.
Предлагаемое изобретение позволяет повысить точность обработки но размеру и по форме.
ff
ф:.с.2
Составитель В. Пчатоиоз Техред И. BfpL4-Корректор Л. Ильин
Тираж 786Подписное
ВМИИПИ Государственного комитета СССР но делам пзобрсгони) и открытий
I 13035, Москва, Ж--35, Раушская нас )., д. 4/5 Производетвенио-нолиграфическое Г1ред |), г. Ужгород, ул. Проектная. 4
Редактор Н. Горват Заказ 5462/16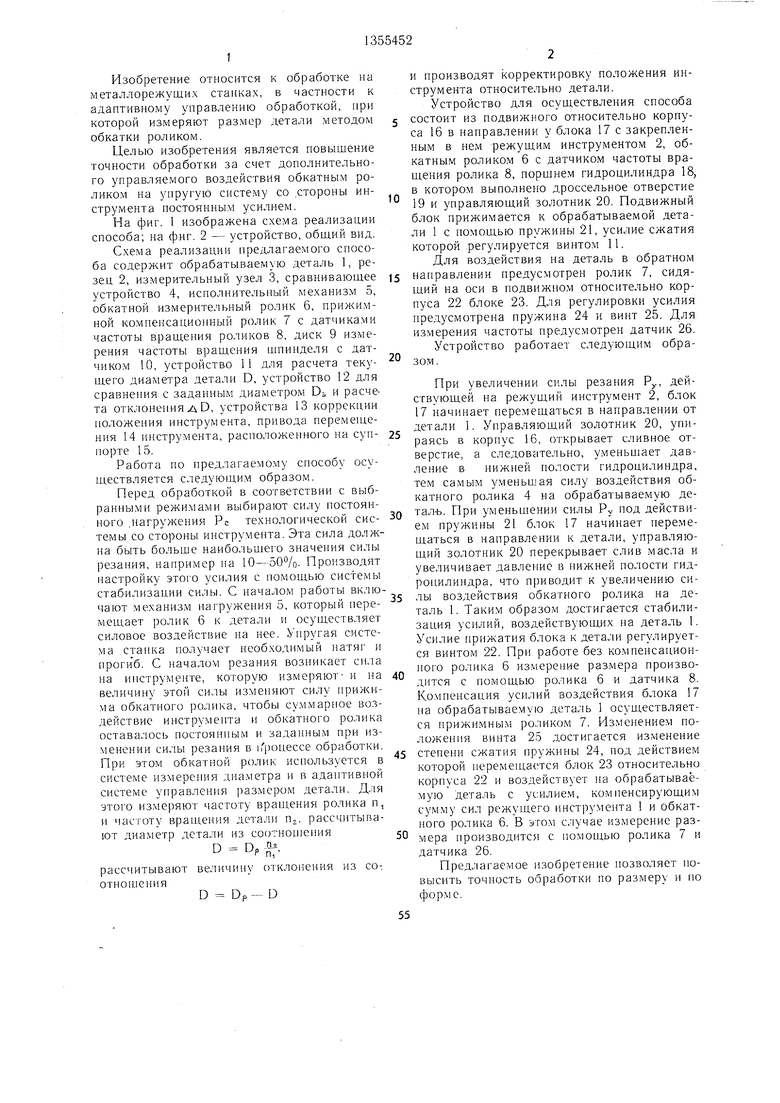
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ МЕХАНИЧЕСКОЙ ОБРАБОТКИ | 1993 |
|
RU2086385C1 |
| Способ управления процессом совмещенной обработки резанием и поверхностным пластическим деформированием | 1986 |
|
SU1444133A1 |
| УСТРОЙСТВО ДЛЯ СТАБИЛИЗАЦИИ ГЕОМЕТРИЧЕСКИХ ПАРАМЕТРОВ КОЛЬЦЕВЫХ ДЕТАЛЕЙ | 2015 |
|
RU2608114C1 |
| Устройство для обработки пустотелых цилиндрических деталей | 1981 |
|
SU948541A1 |
| СПОСОБ ПОВЕРХНОСТНОГО ПЛАСТИЧЕСКОГО ДЕФОРМИРОВАНИЯ | 2004 |
|
RU2276007C1 |
| Станок для чистовой обработки деталей с переменным сечением | 1988 |
|
SU1574442A1 |
| Способ коррекции положения резца на металлорежущем станке с ЧПУ | 2017 |
|
RU2654120C1 |
| СВЕРЛИЛЬНАЯ ГОЛОВКА С ОСЕВЫМИ КОЛЕБАНИЯМИ | 2010 |
|
RU2525871C2 |
| Устройство для обработки наружных поверхностей вращения пластическим деформированием | 1990 |
|
SU1759612A1 |
| СПОСОБ ОБРАБОТКИ ДЕТАЛЕЙ РЕЗАНИЕМ С ОПЕРЕЖАЮЩИМ ПЛАСТИЧЕСКИМ ДЕФОРМИРОВАНИЕМ | 2009 |
|
RU2399460C1 |
1. Снособ механической обработки, при котором производят непрерывное измерение размера методом обкатки ролнком, сравнение полученного размера с заданным, изменение настройки взаимного положения инструмента и детали на величину ошибки размера, отличающийся тем, что, с целью повышения точности обработки путем исключения проскальзывания обкатного ролика, нагружают упругую систему СПИД через оокатнои ролик со стороны режущего инструмента постоянным усп.чием, не меньшим наибольшего возможного усилия резания, измеряют в процессе обработки силу резания и на ее величину уменьшают усилие обкатного ролика. 2.Способ по п. 1, отличающийся, тем. что на деталь дополнительно воздействуют усилием, противоположным и равным у си. i то режушего инструмента и обкатного ролика. 3.Устройство для механической обработки, содержащее средство для измерения размера детали и стабилизации упругих деформаций, включающее обкатной ролик, отличающееся тем, что, с целью 1ювы1пения точности обработки, средство для измерения размера детали и стабилизации упругих деформаций выполнено в виде подпружиненной относительно корпуса державки с на- гружаюндим механизмо.м, на которой жестко установлены режуни1Й элемент с возможностью перемещения относительно нее и связанный с нагружающим механизмом обкатной ролик, причем в державке устап ов- лен дросселирующий распределитель, а нагружающий механизм выпол11еп и виде роцилиндра. е (Л оэ СП ел 4 сд rsD
| Способ измерения диаметра изделия методом обкатки мерным роликом и устройство для его осуществления | 1961 |
|
SU147326A1 |
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Кувшинский в | |||
| В | |||
| Автоматизация технологических процессов в м ашиностроении | |||
| М.: Машиностроение, 1972. | |||
