Изобретение относится к машиностроению, в частности к комбинированным устройствам для совмещенной режуще-деформирующей обработки поверхностей деталей вращения типа торсионов, полуосей, и может быть использовано для обработки ступенчатых валов.
Цель изобретения - расширение технологических возможностей за счет обработки длинных маложестких деталей.
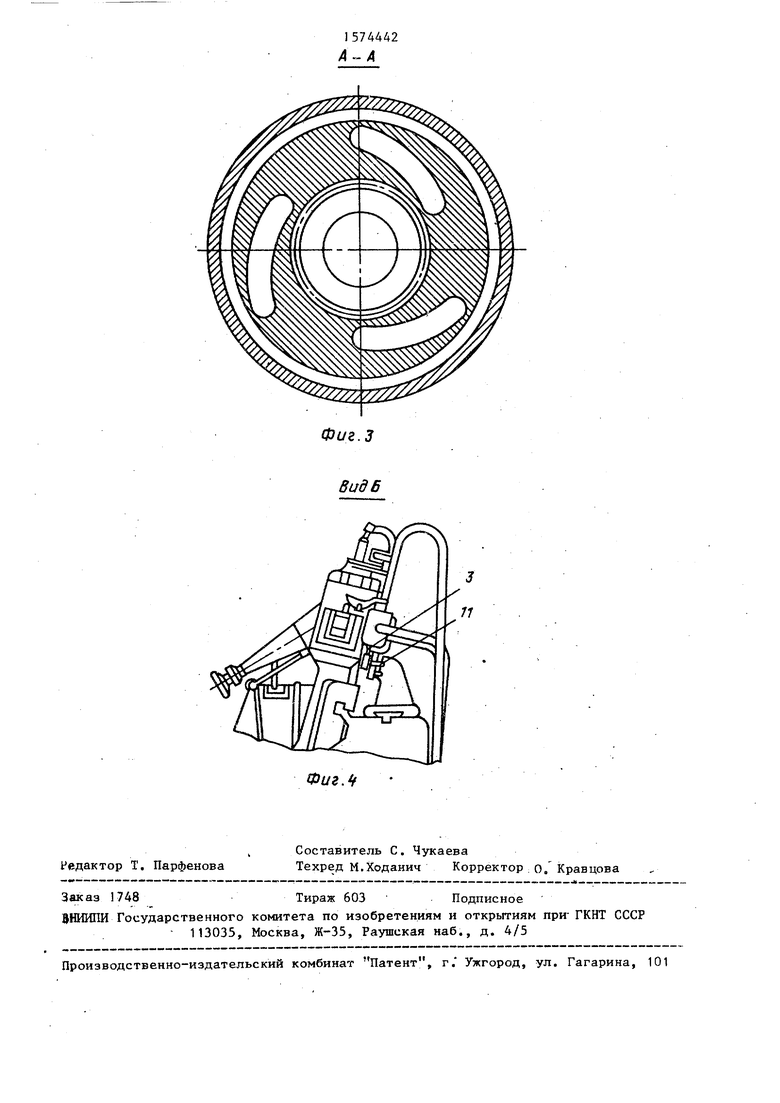
На фиг. 1 представлен предлагаемый станок в исходный момент обработки; на фиг. 2 - схема копироваль- но-обкатного устройства; на фиг 3 - сечение А-А на фиг 2; на фиг. 4 - вид Б на фиг, 1 (схема расположения копировальных линеек),
Станок включает гидрокопировальный суппорт 1, на котором размещены гидрокопировальное устройство, состоящее из копира 2, щупа 3, серво- цилиндра 4, режущего инструмента 5
,4- Јь 4
ГО
(резца); деформирующе-обкатное устройство, состоящее из копира 6, сер- воцилиндра 7, корпуса 8, поворотной планшайбы 9, деформирующих инструментов 10, щупа 11, заднего подвижного центра 12 с направляющей поверхностью 13, переднего приводного центра 14, в которых закреплена обрабатываемая деталь 15, Деформирую- щие инструменты выполнены в виде многороликовой головки0
Корпус 8 деформирующе-обкатного устройства жестко закреплен на гидрокопировальном суппорте 1 соосно оси центров. В корпусе 8 с левой стороны установлены три кулачка 16 аналогично, как в самоцентрирующем трехку- лачковом патроне. С правой стороны на роликовых подшипниках 17 и 18 установлена поворотная планшайба 9 с торцовыми фигурными пазамио В фигурных пазах на карданных подшипниках 19 ходят приводные оси 20 кулачков 6. Деформирующие инструменты уста- новлены в кулачках 16 на осях 21„ Поворотная планшайба 9 соединена с сервоцилиндром 7 с помощью серьги 22.
Устройство работает следующим образом.
Обрабатываемая деталь 15 устанавливается в передний вращающийся центр 14 и поджимается пинолью заднего центра 1 2, оканчивающейся направляющим устройством 13, В первоначальный момент включения станка запускается гидросистема, включаются обороты шпинделя и продольная подача копировального суппорта. Щуп 3, двигаясь по копиру 2, перемещает резец 5, и начинается процесс резания детали 15 возле заднего шпинделя станка Щуп 11 дополнительного копировального устройства, повторяя копир 6, перемещает сервоцилиндр 7 в вертикальном направлении и при помощи серьги поводкового устройства 22 поворачивает планшайбу 9
Поворачиваясь, планшайба 9 при помощи фигурных пазов и карданных подшипников 19, осей 20 кулачков 16, сводит к центру кулачки 16 и уста- -новленные на осях 21 деформирующие элементы (ролики) 10. Копир 6 дополнительного гидрокопировального устройства смещен относительно копира 2 основного гидрокопировального устройства на величину а, и в перво
5
0
5
0 5
0
5
0
5
начальный момент резания ролики 10 движутся соосно детали по направляющему устройству 13. При продвижении режуще-копировального устройства на величину а начинается обработка обрабатываемой детали 15
Режущий инструмент обрабатывает деталь 15 по копиру 2, а ролики обкатывают обрабатываемую деталь с отставанием на величину а по копиру 6. В конце цикла обкатки режущий инструмент заканчивает процесс резания, а так как копировальный суппорт 1 продолжает двигаться в горизонтальном направлении, обкатные ролики 10 заканчивают обкатку ранее обточенной поверхности. В конце обкатки кулачки 16 раскрываются, и все гидрокопировальное устройство возвращается в исходное положение.
Использование предлагаемого станка позволяет за счет уравновешивания силы резания и силы, действующей в зоне контакта обкатных роликов, повысить и выравнять по длине обработки жесткость системы СПИД, следовательно, увеличить режим обработки при высокой точности и качестве обработки поверхности. В результате резко повышается производительность труда за счет совмещения операций и исключения трудоемкой операции шлифования, увеличивается циклическая стойкость торсионных валов за счет образования сжимающих напряжений в поверхностном слое металла.
Формула изобретения
Станок для чистовой обработки деталей с переменным сечением, содержащий станину, режущий и деформирующий инструменты, а также гидрокопировальное устройство, связанное с режущим инструментом, и копир, отличающийся тем, что, с целью расширения технологических возможностей за счет обработки длинных маложестких деталей, он снабжен дополнительными копиром и гидрокопировальным устройством, причем последнее установлено с возможностью взаимодействия с деформирующим инструментом, а копиры установлены параллельно друг другу со смещением в осевом направлении, равным расстоянию между вершинами режущего и деформирующего инструментов.
Фиг л
Юхтч
46 20f
19 11
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ КОПИРОВАЛЬНОЙ ОБРАБОТКИ, КОПИРОВАЛЬНЫЙ ТОКАРНО-ФРЕЗЕРНЫЙ СТАНОК "КТФ-1 МЕК" | 2007 |
|
RU2368484C2 |
| СТАНОК ДЛЯ ОБРАБОТКИ КОЛЕСНЫХ ПАР | 1992 |
|
RU2011475C1 |
| Устройство для обработки кулачков | 1985 |
|
SU1296316A1 |
| Станок для обточки колесных пар | 1958 |
|
SU118679A1 |
| Станок для обработки деталей сложной формы | 1986 |
|
SU1318349A1 |
| Устройство для многопроходной копировальной обработки | 1978 |
|
SU666049A1 |
| ЧЕРВЯЧНАЯ ПЕРЕДАЧА, СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ, ОБОРУДОВАНИЕ И ИНСТРУМЕНТ ДЛЯ ЕЁ ВЫПОЛНЕНИЯ | 1998 |
|
RU2200262C2 |
| Копировальное устройство для двухпроходной обработки к токарному станку | 1979 |
|
SU856754A1 |
| Устройство для токарной обработки поршневых колец | 1990 |
|
SU1745405A1 |
| Гидрокопировальный суппорт к резьботокарному станку | 1979 |
|
SU872202A1 |

Изобретение относится к машиностроению, в частности к комбинированным устройствам для совмещенной режуще-деформирующей обработки наружных поверхностей деталей вращения типа торсионов, полуосей, а также может быть использовано для обработки ступенчатых валов. Цель изобретения - расширение технологических возможностей за счет обработки длинных маложестких деталей. Станок содержит станину, гидрокопировальное устройство с режущим инструментом и копиром, а также деформирующий инструмент. Станок снабжен дополнительным гидрокопировальным устройством, связанным с деформирующим инструментом, а также копиром. Деформирующий инструмент выполнен в виде многороликовой головки. Копиры установлены параллельно друг другу со смещением в осевом направлении, равным расстоянию между вершинами режущего и деформирующего инструментов. Обработка ведется одновременно по копирам режущего и деформирующего инструментов, которые работают от независимых гидрокопировальных устройств с возможностью раздельной наладки по копирами и регулировкой усилия на роликах. Станок позволяет за счет уравновешивания силы резания и силы, действующей в зоне контакта обкатных роликов, повысить и выравнить по длине обработки жесткость технологической системы. 4 ил.
r-l
Фиг. 2
| Шлейдер Ю„Г„ Инструмент для чистовой обработки металлов давлением с, Л.: Машиностроение, 1971, с | |||
| Способ исправления пайкой сломанных алюминиевых предметов | 1921 |
|
SU223A1 |
| ЭЛЕКТРИЧЕСКИЙ ВЫПРЯМИТЕЛЬ | 1924 |
|
SU1146A1 |
