Изобретение относится к машиностроению и может быть использовано при шлифовании торцовых поверхностей деталей типа колец, втулок из немагнитных и хрупких материалов.
Целью изобретения является повышение качества и производительности шлифования торцов кольцеобразных деталей из немагнитных материалов за счет упрощения установки и базирования детали.
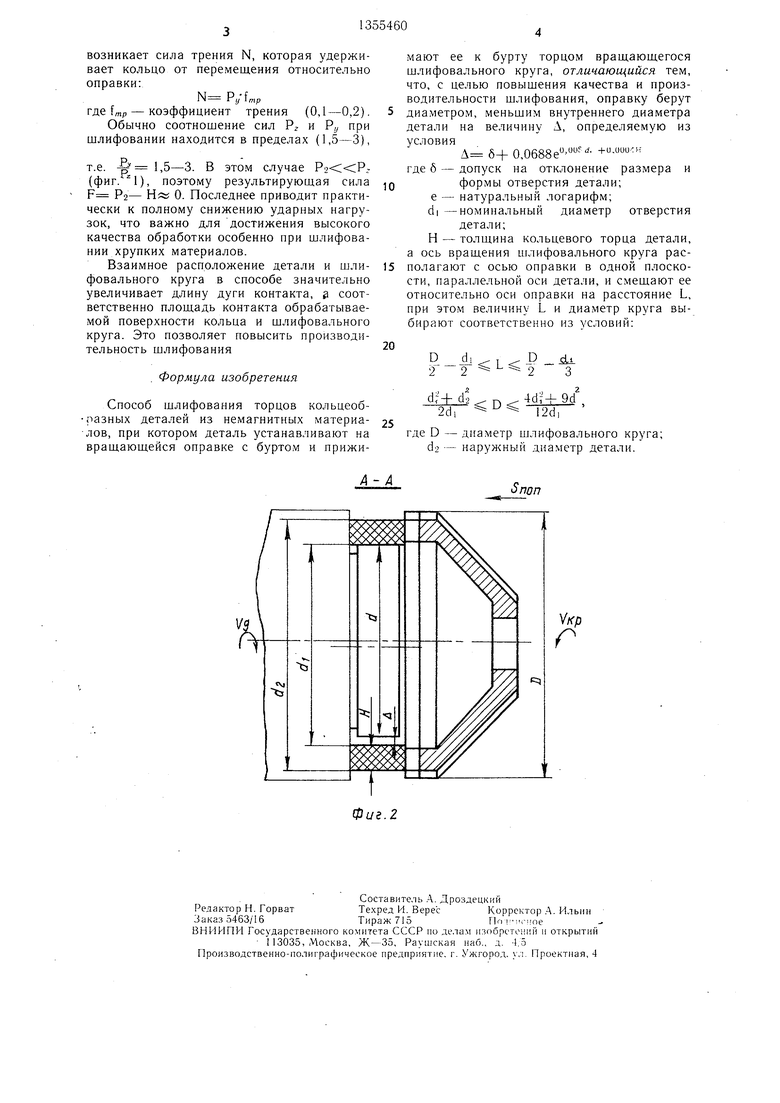
На фиг. 1 дана схема сил, действующих на деталь в процессе шлифования; на фиг. 2 разрез А-А на фиг. 1 (схема взаимного расположения детали и шлифовального круга).
Обрабатываемую деталь 1 устанавливают на оправке 2, имеющей диаметр, меньший диаметра отверстия детали на величину Д которую определяют из условия
,(1)
где б - допуск на отклонение размера и формы отверстия детали;
а O.OGSSe +о,оии4и где е -натуральный логарифм;
di -номинальный диаметр базового отверстия детали;
Н - толщина кольцевого торца, при этом ось вращения Оз шлифовального круга 3 и ось оправки Oi располагают в одной плоскости, параллельной оси Oi детали,- а расстояние L между осью шлифовального круга и осью оправки устанавливают в пределах.
(2)
где D - диаметр шлифовального круга, а обработку производят шлифовальным кругом с диаметром
D
9d2 12d,
(3)
где d2 - наружный диаметр детали.
Пример.
Выполняли алмазное шлифование торцов колец из сйлицированного графита с внутренним диаметром di 99 мм, наружным диаметром d 2 131 мм, толщиной Н 30 мм.
Шлифование выполняли известным и предлагаемым способами, результаты сравнивались.
В первом случае для установки кольца предварительно шлифовали отверстие в размер 0 100 Н 7, на что тратили 15 мин. Затем кольцо устанавливали на оправке по
посадке-гт-, обеспечивающей фиксацию детали от радиального смещения. После этого производили шлифование обоих торцов с
переустановкой торцом алмазного круга формой IAI, диаметром 300 мм с поднутрением. На обработку обоих торцов тратили 10 мин (припуск на оба торца 1,5 мм). Непараллельность торцов i),02-0,25 мм.
Во втором случае кольцо без предварительного шлифования по внутреннему диаметру устанавливали с зазором Д(0- 0,25)+0,156 мм, после этого производили
щлифование обоих торцов с переустановкой торцом алмазно} о круга формой 12А2-45, диаметром 150 м.м. Межосевое расстояние между кругом и оправкой равнялось 30 мм. На обработку торцов было затрачено 7 мин (припуск 1,5 мм). Не5 параллельность торцов 0,01-0,015 мм.
Установка с зазором способствует самоустановке детали на оправке и обеспечивает плотное прилегание всей поверхности базового торца детали к упорному бурту детали. При меньших значениях зазора появ0 ляется неплоскостность и непараллельность торцов шлифуемых деталей, что является следствием базирования детали по отверстию и неплотного прилегания базового торца детали к упорному бурту оправки.
5 При больших значениях зазора в процессе шлифования наблюдается радиальное перемещение кольца относительно оправки, сопровождающееся появлением ударных нагрузок, что приводит к ухудшению качества шлифования и появлению трещин,
0 особенно при обработке хрупких материалов. При заданных значениях зазора уменьшение непараллельности и неплоскостности торцов может быть достигнуто, если ось вращения щлифования круга и ось оправ ки располагают в одной плоскости, парал5 лельной оси детали, а расстояние между осью шлифовального круга и осью оправки определяют по выражению (2), так как меньшее расстояние приводит к тому, что часть торца кольца остается необработанной или происходит копирование профиля алмазного круга, что вызывает ухудшение качества обработки. Большее расстояние увеличивает составляющую силы щлифования, направленную к центру оправки, что приводит к появлению ударных нагрузок, сни5 жению качества. Диаметр шлифовального круга должен подбираться по выражению (3), так как меньшие значения диаметра при указанном межосевом расстоянии не позволяют полностью обработать всю торцовую поверхность детали, большие значе0 ния диаметра также вызывают увеличение составляюшей силы шлифования, направленной к центру оправки, что приводит к появлению ударных нагрузок, снижению качества.
При шлифовании возникает сила реза5 ния (фиг. 1), которая может быть разложена на составляющие: тангенциальную Рг с составляющими PI и Pv и радиальную Ру. Под действием радиальной составляющей Р,,
0
возникает сила трения N, которая удерживает кольцо от перемещения относительно оправки:
N Р,,
где fmp - коэффициент трения (0,1-0,2).
Обычно соотношение сил Рг и Р, при
шлифовании находится в пределах (1,5-3),
т.е. ,5-3. В этом случае Р2«Рг (фиг. I), поэтому результируюш.ая сила F Р2- Нл; 0. Последнее приводит практически к полному снижению ударных нагрузок, что важно для достижения высокого качества обработки особенно при шлифовании хрупких материалов.
Взаимное расположение детали и шлифовального круга в способе значительно увеличивает длину дуги контакта, соответственно площадь контакта обрабатываемой поверхности кольца и шлифовального круга. Это позволяет повысить производительность шлифования
Формула изобретения
Способ шлифования торцов кольцеоб разных деталей из немагнитных материалов, при котором деталь устанавливают на
вращающейся оправке с буртом и прижимают ее к бурту торцом вращающегося шлифовального круга, отличающийся тем, что, с целью повышения качества и производительности шлифования, оправку берут диаметром, меньшим внутреннего диаметра детали на величину А, определяемую из условия
д 6+ 0,0688 где б - допуск на отклонение размера и формы отверстия детали;
е - натуральный логарифм; di-номинальный диаметр отверстия
детали;
Н - толщина кольцевого торца детали, а ось вращения шлифовального круга рас- полагают с осью оправки в одной плоскости, параллельной оси детали, и смешают ее относительно оси оправки на расстояние L, при этом величину L и диаметр круга выбирают соответственно из условий:
D т D 2 2 2 3
52
d;-f d2 п 4dT + 9d
§5; L) Sjr Toj
/di12di
где D - диаметр шлифовального круга; d2 - наружный диаметр детали.
А-А
Snon
Фиг.2
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ АЛМАЗНО-АБРАЗИВНОЙ ОБРАБОТКИ | 2004 |
|
RU2261163C1 |
| УПРУГИЙ ПОЛИРОВАЛЬНЫЙ КРУГ ИЗ АЛМАЗНО-АБРАЗИВНОЙ ШКУРКИ | 2004 |
|
RU2261167C1 |
| СПОСОБ АЛМАЗНО-АБРАЗИВНОЙ ОБРАБОТКИ МНОГОСТУПЕНЧАТЫХ ОТВЕРСТИЙ | 2004 |
|
RU2271917C1 |
| СПОСОБ КОМБИНИРОВАННОЙ ИГЛО-АБРАЗИВНО-АЛМАЗНОЙ ОБРАБОТКИ | 2003 |
|
RU2233737C1 |
| СБОРНЫЙ ШЛИФОХОНИНГОВАЛЬНЫЙ ИНСТРУМЕНТ ДЛЯ МНОГОСТУПЕНЧАТЫХ ОТВЕРСТИЙ | 2004 |
|
RU2271921C1 |
| ИГЛО-АБРАЗИВНО-АЛМАЗНЫЙ КОМБИНИРОВАННЫЙ ИНСТРУМЕНТ | 2003 |
|
RU2236934C1 |
| Способ шлифования с периодической правкой круга | 1984 |
|
SU1220760A1 |
| СПОСОБ ШЛИФОХОНИНГОВАНИЯ МНОГОСТУПЕНЧАТЫХ ОТВЕРСТИЙ | 2004 |
|
RU2273557C1 |
| КОМБИНИРОВАННЫЙ АЛМАЗНО-АБРАЗИВНО-ВЫГЛАЖИВАЮЩИЙ ИНСТРУМЕНТ | 2005 |
|
RU2303512C1 |
| Станок для шлифования торцов деталей | 1980 |
|
SU942952A1 |
Изобретение относится к машиностроению и .может быть использовано при шлифовании торцовы.х поверхностей деталей типа колец, втулок из немагнитных матеД риалов. Целью изобретения является повыше кие производительности и качества обработки деталей из немагнитных материалов. Деталь I устанавливают на оправке 2, име- юшей диаметр, меньший диаметра отверстия обрабатываемой детали на величину Л, затем производят шлифование детали торцом алмазного круга, ось врашения которого располагают с осью оправки в одной плоскости, параллельной оси детали, причем межосевое расстояние между оправкой и кругом, а также диаметр круга выбирают из соответствующих математических соотношений. При данном взаимном расположении детали и круга в процессе обработки прижатие детали к упорному бурту оправки 2 осуществляют усилием поперечной подачи круга. 2 ил. S (Л 3 со ел О1 N Ci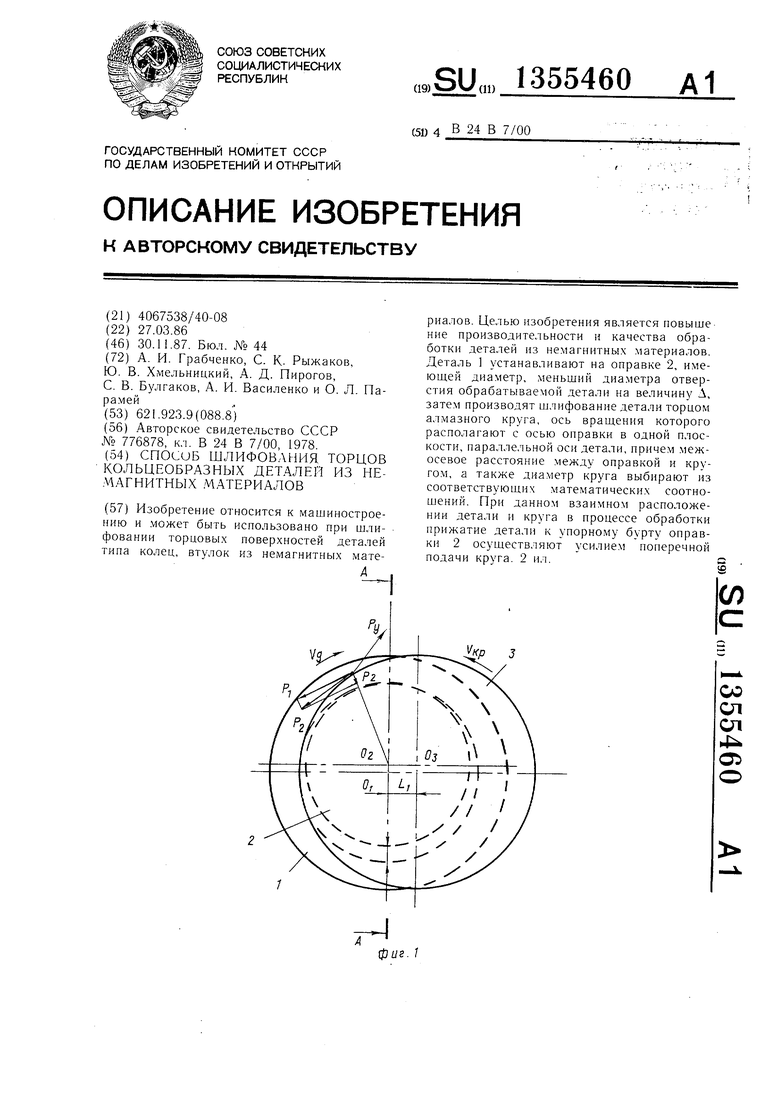
| Способ обработки шайбообразных деталей из немагнитных материалов | 1978 |
|
SU776878A1 |
| Пишущая машина для тюркско-арабского шрифта | 1922 |
|
SU24A1 |
