Изобретение относится к измерительной технике, используемой преимущественно при контроле радиусов притупления кромок мелких деталей.
Цель изобретения - повышение точности измерения.
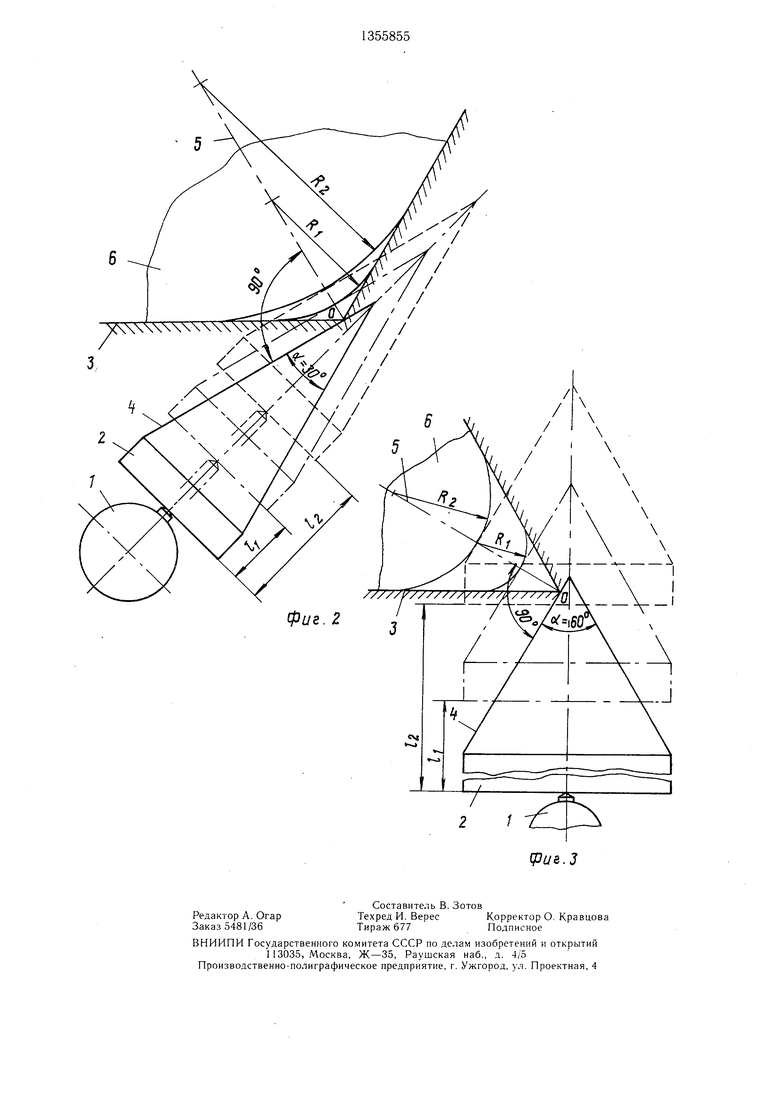
На фиг. 1 изображено устройство для осуществления способа измерения радиусов притупления кромок, образующихся сторонами детали под прямым углом; на фиг. 2 - то же, под тупым углом; на фиг. 3 - то же, под острым углом.
Способ измерения радиусов притупления кромок деталей осуществляют следующим образом
личину измеряемого радиуса R притупления кромки детали определяют по формуле
R
- jC. j
5tnf-l
10
где a - угол между сторонами образующими кромку.
Формула изобретения
детали.
Способ измерения радиусов притупления кромок деталей в базовой призме с помощью измерительного щтока, заключаюОтсчетное устройство I с измерительным 5 Щийся в том, что измерительный щток штоком 2 настраивают на начало отсчетанастраивают на начало отсчета по точке
в точке О пересечения рабочих граней ба-пересечения граней базовой призмы, перемезовой призмы 3 таким образом, чтобы об-щают его до контакта с радиусной кромразующая 4 конуса измерительного штока 2кой детали по биссектрисе угла базовой
составляла с биссектрисой 5 угла базовойпризмы и определяют радиус притуплепризмы прямой угол. В базовую призму 3 20 ния, отличающийся тем, что, с целью устанавливают измеряемую деталь 6 с радиу-повышения точности измерения, используют
сом R притупления кромки. Измерительный измерительный щток в виде конуса, уста- шток 2 перемещают в осевом направле-навливают его образующую перпендикулярнии до упора образующей 4 конуса в но биссектрисе угла базовой призмы и кромку детали 6. Регистрируют величину t 25 перемещают его вдоль своей оси до упора перемещения измерительного щтока 2. Be-образующей в радиусную кромку детали.
личину измеряемого радиуса R притупления кромки детали определяют по формуле
R
- jC. j
5tnf-l
где a - угол между сторонами образующими кромку.
детали.
10
Формула изобретения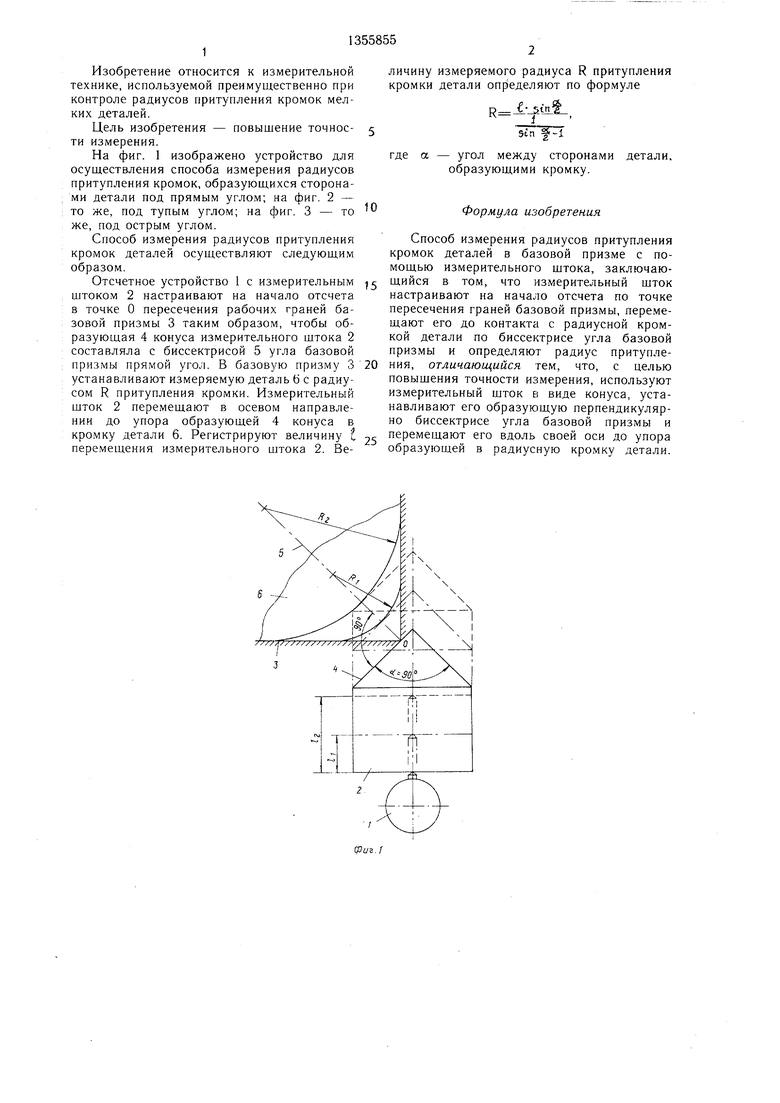
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ измерения радиусов притупления кромок | 1984 |
|
SU1224545A1 |
| Способ измерения радиусов притупления кромок | 1976 |
|
SU616526A1 |
| Устройство для измерения радиусов притупления кромок плоских изделий | 1986 |
|
SU1368616A1 |
| Способ притупления острых кромокКулиКОВА H.A. | 1978 |
|
SU831556A1 |
| Устройство для контроля радиуса притупления режущей кромки | 1985 |
|
SU1298510A1 |
| Способ сварки разнородных металлов плавлением | 1980 |
|
SU897433A1 |
| Устройство для контроля точности наладки бесцентровошлифовального станка | 1980 |
|
SU929405A1 |
| УСТРОЙСТВО ДЛЯ ИЗМЕРЕНИЯ МЕЖОСЕВОГО РАССТОЯНИЯ ОТВЕРСТИЙ | 1998 |
|
RU2142612C1 |
| СПОСОБ ОПРЕДЕЛЕНИЯ ОСТАТОЧНЫХ НАПРЯЖЕНИЙ В ДЕТАЛИ | 2015 |
|
RU2598779C1 |
| СПОСОБ ИЗМЕРЕНИЯ КООРДИНАТ ЦЕНТРА И РАДИУСА ЦИЛИНДРИЧЕСКИХ УЧАСТКОВ ДЕТАЛЕЙ | 2014 |
|
RU2581384C1 |
Изобретение относится к измерительной технике, применяемой преимущественно при контроле радиусов притупления кромок мелких деталей, и м. б. использовано в машиностроении и приборостроении. Цель изобретения - повышение точности измерения путем увеличения хода измерительного штока. Цель достигается тем, что используют измерительный шток в виде конуса, устанавливают его образующую iiep- пендикулярно биссектрисе угла базовой призмы, перемешают его вдоль своей оси до упора образующей в радиусную кромку детали и производят измерение радиуса притупления. 3 ил. 00 сл ел оо сл сл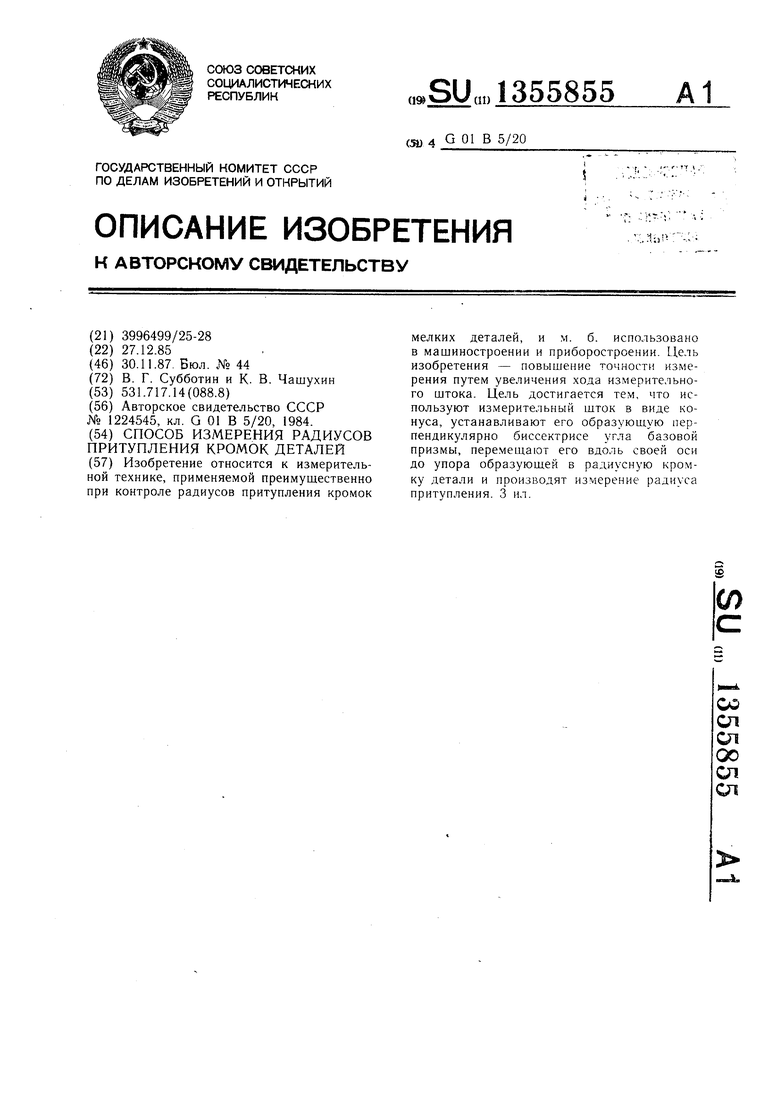
Редактор A. Огар Заказ 5481/36
Составитель В. Зотов
Техред И. ВересКорректор О. Кравцова
Тираж 677Подписное
ВНИИПИ Государственного комитета СССР по делам изобретений и открытий
1 13035, Москва, Ж-35, Раушская наб., д. 4/5 Производственно-полиграфическое предприятие, г. Ужгород, ул. Проектная, 4
.3
| Способ измерения радиусов притупления кромок | 1984 |
|
SU1224545A1 |
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
