1
Изобретение относится к алкиларо- матическим углеводородам, в частное- ти к усовершенствованному способу по- лучения Cj-алкилароматических углеводородов, применяемых в органическом синтезе в качестве растворителей.
Цель изобретения - повьппение выхода целевого продукта рециклизацией потока фракции С,-С j-ал кил ароматических углеводородов, отбираемой из третьей ректификационной колонны, на стадию переалкилирования С -ал- килароматических углеводородов и .толуола в присутствии водорода на цеолитовом катализаторе с последующим фракционированием полученного потока Cj-C -алкилароматических углеводородов последовательно на трех ректификационных колоннах.
Пример 1. Иллюстрирует использование рециркуляционного потока, состоящего из ароматических соединений Сд-С.
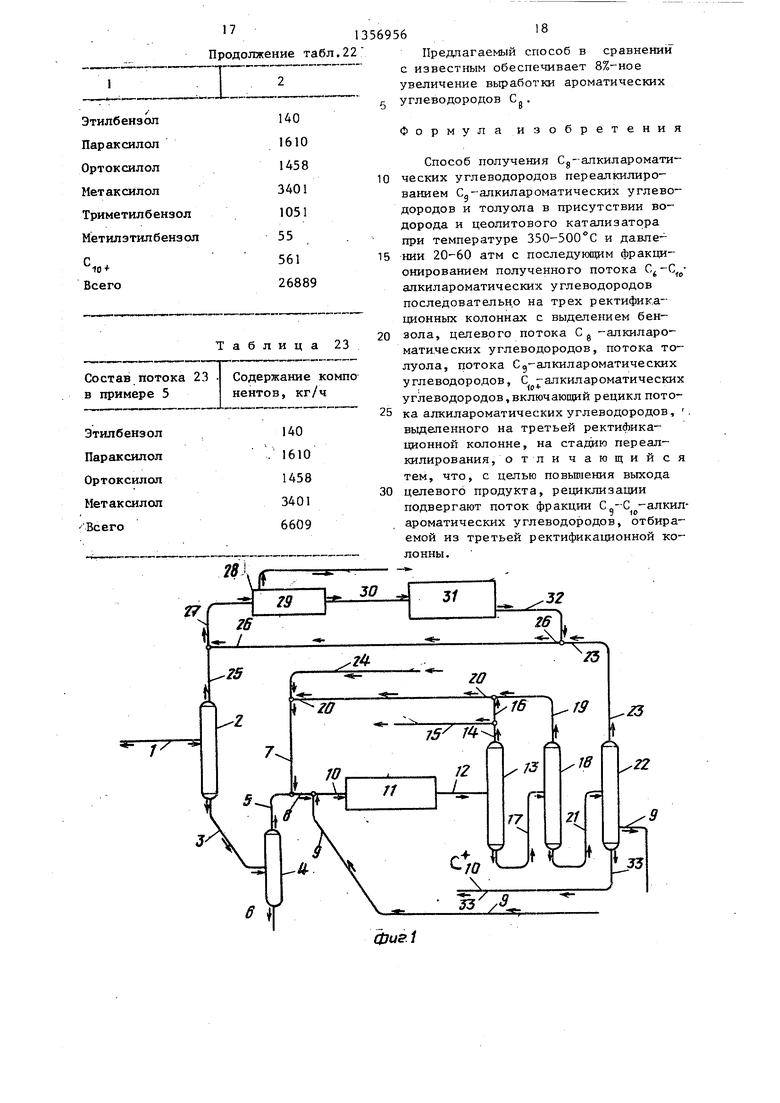
На фиг. 1 представлена блок-схема для этого примера. -Для большей ясности на блок-схеме опущены многочисленные элементы оборудования, такие как насосы, клапаны, КИП и т.п.
В первую зону фракционирования , по линии I (фиг. 1) поступает подаваемый поток (17164 кг/ч), имеющий приведенный в табл. 1 состав. Колонна 2 в первой зоне фракционирования делит подаваемый поток на головной поток ароматических соединений С. и
о
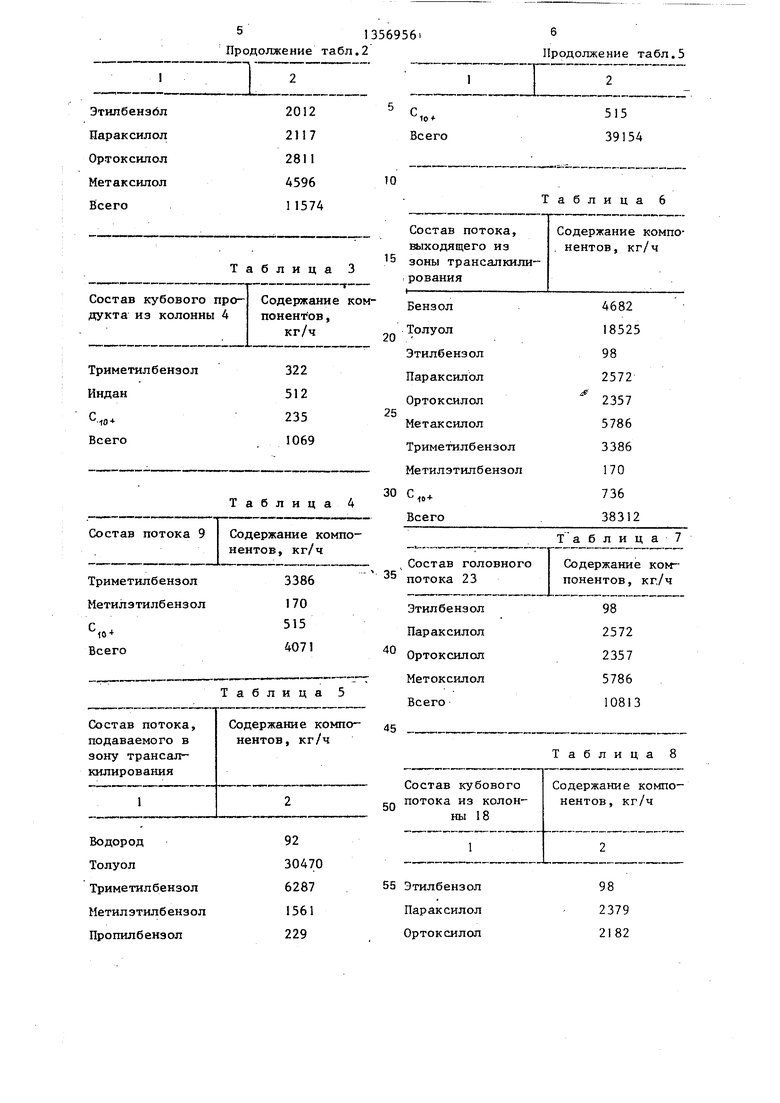
кубовый поток ароматических углеводородов Сд и более тяжелых. Колонна 2 фракционирования имеет кубовую температуру 200°С и давление 1,1 атм а в верхней части - температуру и давление 0,3 атм. Состав выходящего по головной линии 25 продукта приведен в табл. 2. Кубовый продукт колонны подают по линии 3 в колонну А фракционирования, откуда выводят кубовый поток 6, им ею- щий состав, приведенный в табл. 3. Рабочие условия в колонне 4: 78°С .и 0,3 атм в в-ерхней части и 217 С и 1,1 атм - в кубовой части. Головной поток 5 из колонны 4 смешивают . с вторым подаваемым потоком 7., состоящим по существу из 30470 кг/ч толуола, получая поток 8, и рециркуляционным потоком 9, состав которого приведен в табл. 4. Эти три скомбинированных потока вместе с добавоч5
569562
ными 92 кг/ч водорода образуют подаваемый в зону трансалкилирования поток 10, состав которого приведен в табл. 5.
Зона трансалкилирования работает при средних температурах в диапазоне 450-500 С и средних давлениях 40- 50 атм. В зоне I1 трансалкилирования
10 содержится 38500 кг катализатора, состоящего из цеолита, имеющего мор- денитовую кристаллическую структуру. После нача.пьной десорбции для удаления 842 кг/ч легких погонов выхоU дяций поток 12 из зоны трансалкилирования имеет состав, приведенный в табл. 6.
Выходящий иа зоны трансалкилиро- вания поток затем поступает во вто-
20 рую последовательность зон фракци- онирования. В зоне 13 фракционирования, работающей при температуре и давлении в верхней части и 0,3 атм и темпера туре и давлении в
25 нижней части 149°С и 0,3 атм, отделяют 4682 кг/ч бензола (поток 14) из выходящего потока зоны трансалкилирования. После отдувки части бензола (поток 15) получают поток 16.
30 Кубовый поток из колонны 13 перено- . сят по линии 17 в колонну 18, где он делится на головной поток 19, содержащий 18525 кг/ч толуола, и кубовый поток, состоящий из аромати-
3g: ческих углеводородов . Рабочие условия для колонны 18: 121 С и 0,3 атм - в головной части и 175°С и 1,0 атм - -в нижней части. К головному потоку 19 из колонны 18 добав40 ляют поток 16 из колонны 13, получая поток 20, и дополнительно 11945 кг/ч толуола (поток 24) с получением второго подаваемого потока 7 в зону трансалкилирования. Кубовый
45 поток 21 из колонны 18 поступает в колонну 22, откуда головной, промежуточный и кубовый потоки выводят соответственно при температуре и давлении 152°С и 0,3 атм, 203 С и
5Q 1,2 атм и 238°С и 1,5 атм. Состав промежуточного потока 9, которьш рециркулируют в зону трансалкилирования, приведен в табл. 4. Головной поток 23 состоит главным образом из
gg ксилолов и имеет состав, приведенный .в табл. 7. Поток 23 направляют по линиям 26 и 27 в зону 29 отделения п-ксилола (поток 28), остаток (поток 30) - в зону 31 изомеризации
ксилола, полученный поток 32 смешивают с потоком 23. Кубовый поток 33 из колонны 22 содержит 221 кг/ч ароматических углеводородов С .
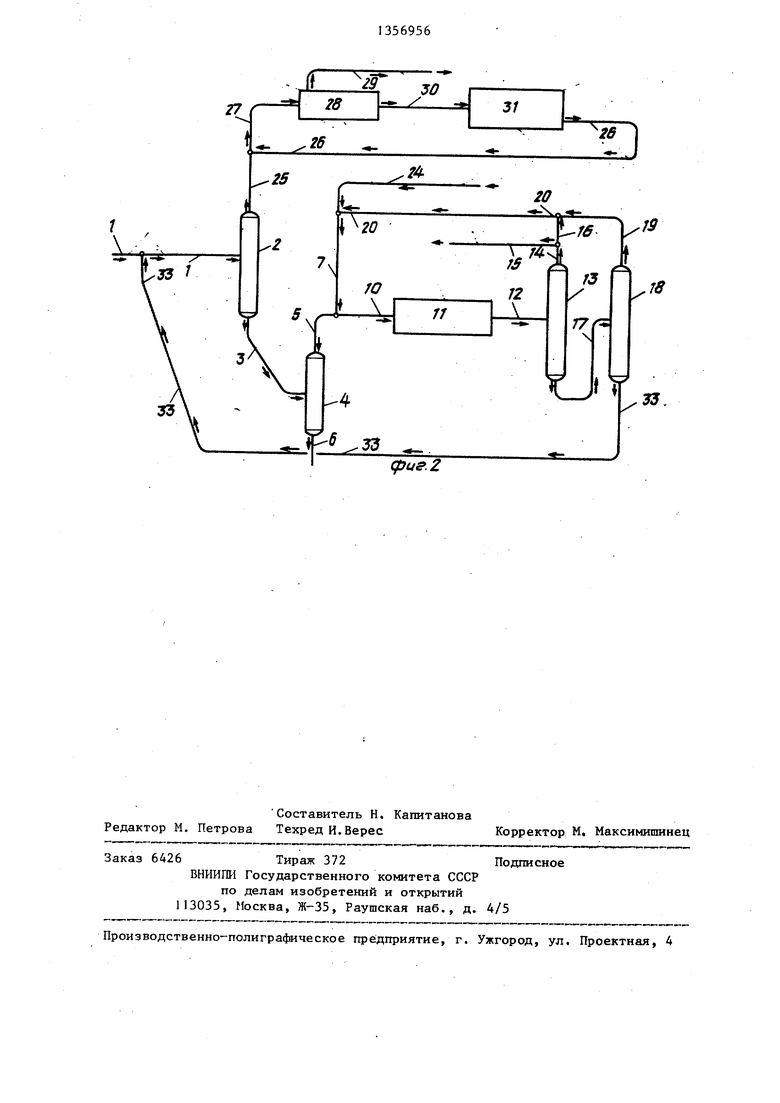
Пример 2 (сравнительный). Представлен процесс трансалкилиро- вания, в котором не предусмотрено включение рециркуляционного потока С -С из выпуска зоны фракционирования. На фиг. 2 представлена блок-схема для примера 2, которая показывает непосредственную подачу всех ароматических углеводородов Сд4 из зоны трансап1 илирования в зону отделения Cj по линии 33. Таким образом, в примере 2 все ароматические углеводороды С из выходящего потока трансалкилирования удалены. Однако помимо исключения колонны 22 и рециркуляционного потока Сд-С способ согласно примерам 1 и 2 реализуется тем же путем и при тех же условиях.
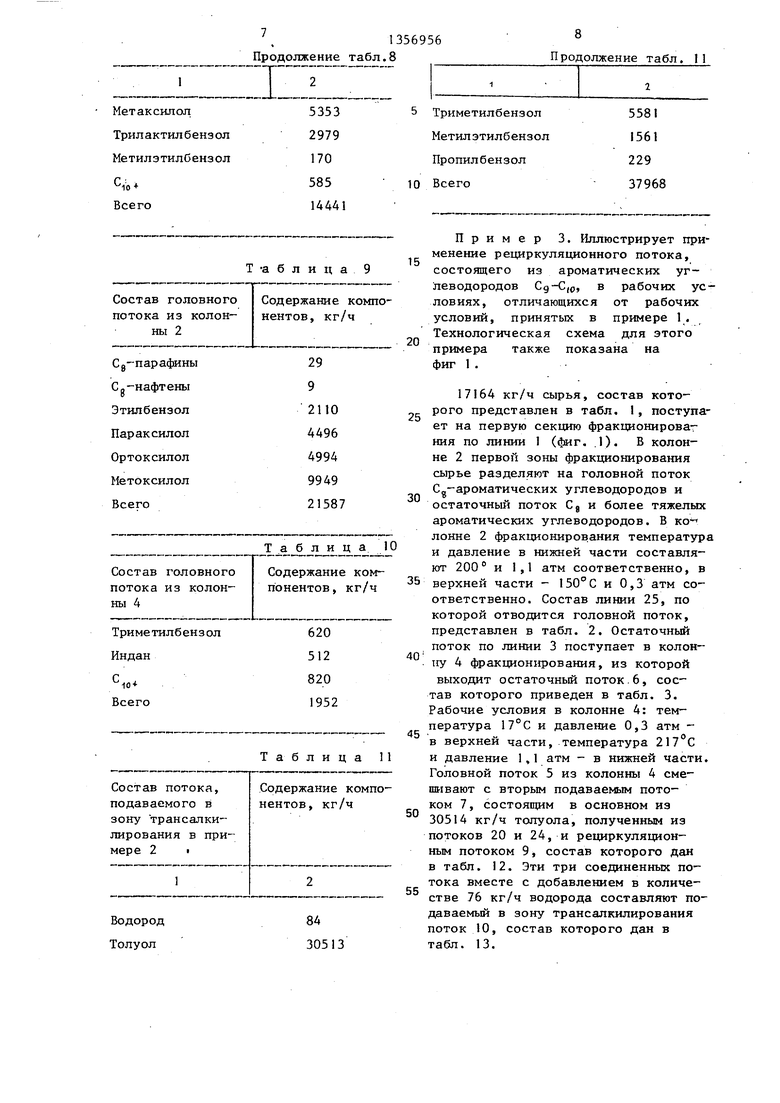
Подаваемый потмс 1, как описано в табл. 1, скомбинирован с выходящим кубовым потоком 33 трансалкили- рования из колонны 18, описанным в табл. 8, и поступает в колонну 2 отделения ксилола по линии 1. Подаваемый поток из колонны 2 делят на ароматический головной поток Cg, имющий приведенный в табл. 9 состав, ,и кубовый поток Сд+. Поступающие по линии 3 в колонну 4 фракционировани ароматические углеводороды С д деля далее на головной поток 5 и кубовый поток 6°C.jo4 описанньй в табл. 10. Головной поток 5 из колонны А комбинируют с 30514 кг/ч толуола (поток 7) и 84 кг/ч водорода с получением подаваемого потока 10 зоны трансалкилирования, имеющего приведенный в табл. 11 состав.
Зона трансалкилирования в примерах 1 и 2 работает одинаково. Выходящий из зоны трансалкилирования 12 поток десорбируют для выделения 779 кг/ч легких погонов, а затем направляют во вторую зону фракционирования, состоящую из колонн 13 и 18. Фракционирование чере колонну 18 дает головной поток 14, содержащий 9194 кг/ч бензола. Дальнейшее отделение кубового потока 17 из колонны 13 дает ранее описанный кубовый поток 33, который добавляют к начальному подаваемому потоку, и головной поток 19 толуола (18569 кг/ч), к которому добавляют еще 11945 кг/ч толуола с получением второго подаваемого потока 7
в зону трансалкилирования.
По предлагаемому способу согласно примеру 2 все ароматические углеводороды Сд, получаемые в зоне трансалкилирования, отделяются с ароматическими углеводородами Cg , первоначально присутствовавшими в подаваемом потоке. Таким образом, идущий по линии 25 поток представляет собой все ароматические углеводороды
С , получаемые из подаваемого потока предлагаемым способом согласно примеру 2. Зона отделения и изомеризации ксилола аналогична примеру I 20
Таблица 1
50
Таблица 2
Состав потока 25
Содержание компонентов, кг/ч
1
С ..-парафины
о
С g-нафтены
29 9
1356956
Продолжение табл.8
5353
2979
170
585
144А1
Т -а б л и ц а 9
Содержание компонентов, кг/ч
Таблица 10
головного из колон
Содержание компонентов, кг/ч
Таблица 11
Содержание компонентов, кг/ч
8
Продолжение табл. II
15
о20
25
30
10
35
40
45
11
о50
55
Пример 3. Иллюстрирует применение рециркуляционного потока, состоящего из ароматических углеводородов Сд-С,0, в рабочих условиях, отличающихся от рабочих условий, принятых в примере 1, Технологическая схема для этого примера также показана на фиг 1 .
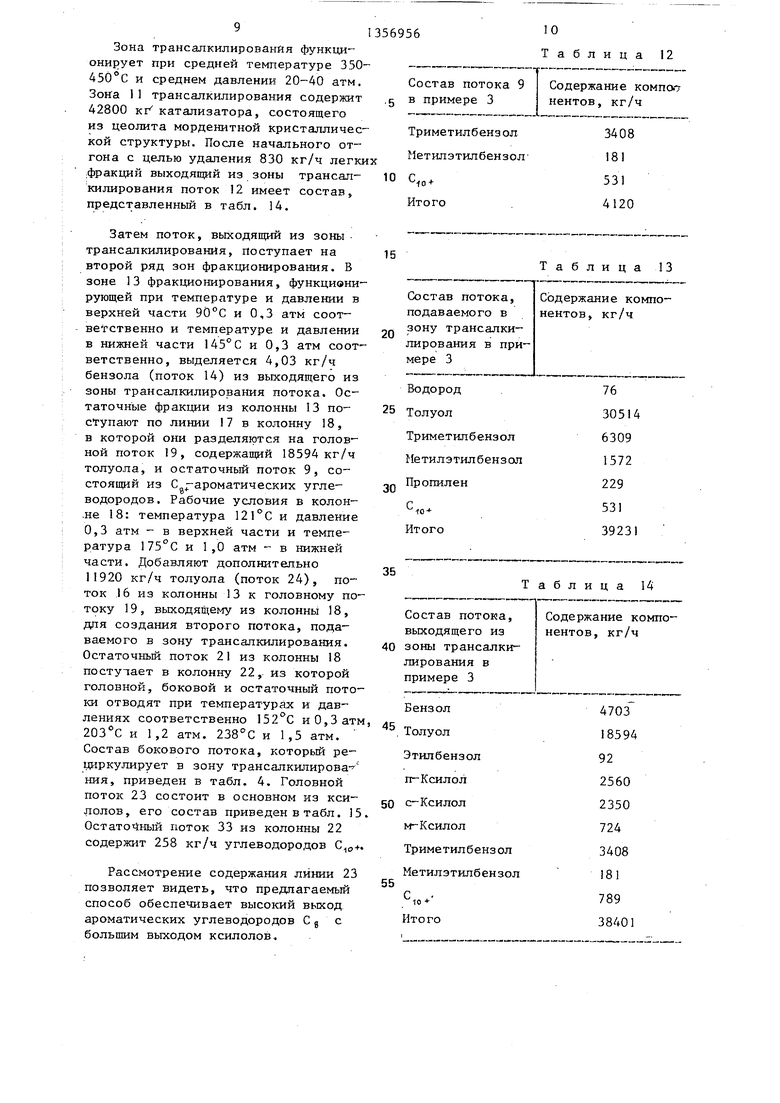
17164 кг/ч сырья, состав которого представлен в табл. 1, поступает на первую секцию фракционирования по линии 1 (фиг. .1). В колонне 2 первой зоны фракционирования сырье разделяют на головной поток Cg-ароматических углеводородов и остаточный поток Cg и более тяжелых ароматических углеводородов. В ко лонне 2 фракционирования температура и давление в нижней части составляют 200 и 1,1 атм соответственно, в верхней части - 150° С и 0,3 атм соответственно. Состав линии 25, по которой отводится головной поток, представлен в табл. 2. Остаточный поток по линии 3 поступает в колонну 4 фракцион1фования, из которой выходит остаточный поток.6, состав которого приведен в табл. 3. Рабочие условия в колонне 4: температура 17°С и давление 0,3 атм - в верхней части, температура 217 С и давление 1,1 атм - в нижней части. Головной поток 5 из колонны 4 смешивают с вторым подаваемым потоком 7, состоящим в основном из 30514 кг/ч толуола, полученным из потоков 20 и 24, и рециркуляционным потоком 9, состав которого дан в табл. 12. Эти три соединенных потока вместе с добавлением в количестве 76 кг/ч водорода составляют подаваемый в зону трансалкилирования поток 10, состав которого дан в табл. 13.
1356956
Зона трансалкилированйя функционирует при средней температуре 350- и среднем давлении 20-40 атм. Зона 11 трансалкилированйя содержит с 42800 кг катализатора, состоящего из цеолита морденитной кристаллической структуры. После начального отгона с целью удаления 830 кг/ч легких фракций выходящий из зоны трансал- 10 килирования поток 12 имеет состав, представленный в табл. 1Д.
Затем поток, выходящий из зоны трансалкилированйя, поступает на второй ряд зон фракционирования. В зоне 13 фракционирования, функционирующей при температуре и давлении в верхней части 90°С и 0,3 атм соответственно и температуре и давлении в нижней части и 0,3 атм соответственно, выделяется 4,03 кг/ч бензола (поток 14) из выходящего из зоны трансалкилированйя потока. Остаточные фракции из колонны 13 поступают по линии 17 в колонну 18, в которой они разделяются на головной поток 19, содержащий 18594 кг/ч толуола, и остаточный поток 9, состоящий из С -ароматических углеводородов. Рабочие условия в колон- .не 18: температура 2}°С и давление 0,3 атм - в верхней части и температура 175 С и 1,0 атм - в нижней части. Добавляют дополнительно 11920 кг/ч толуола (поток 24), поток 16 из колонны 13 к головному потоку 19, выходящему из колонны 18, дпя создания второго потока, пода- ваемого в зону трансалкилированйя. Остаточньш поток 21 из колонны 18 постулает в колонну 22, из которой головной, боковой и остаточный потоки отводят при температурах и дав-- лениях соответственно 152 С и 0,3 атм 203°С и 1,2 атм. 238°С и 1,5 атм. Состав бокового потока, который ре- циркулирует в зону трансалкилироваНИН, приведен в табл, 4. Головной поток 23 состоит в основном из ксилолов, его состав приведен в табл. 15 Остаточный поток 33 из колонны 22 содержит 258 кг/ч углеводородов
Рассмотрение содержания линии 23 позволяет видеть, что предлагаемый способ обеспечивает высокий выход ароматических углеводородов С g с большим выходом ксилолов.
10
Таблица
12
Состав потока, подаваемого в зону трансалки- лирования в примере 3
Таблица 13
Содержание компонентов, кг/ч
0
Водород 5 Толуол
Триметилбензол Не ти л э тил б ен 3 ол Пропилен
10 +
Итого
76
30514
6309
1572
229
531
39231
35
Таблица 14
Состав потока, вькодящего из зоны трансалкилированйя в примере 3
Содержание компонентов, кг/ч
Таблица 15
Состав потока 23 в примере 3
Содержание компо нентов, кг/ч
л
92
2560
2350
5724
10726
Пример 4. Демонстрирует использование рециркуляционного потока, состоящего из С д-С -ароматических соединений при рабочих условиях зоны трансалкилирования, отличных от условий примера 3. Рабочие условия фракционирующей (ректификационной) колонны и составы сырьевого потока сохраняют аналогичными с примером 3 с целью сравнения. Технологическая схема для этого примера изображена на фиг. 1.
В первую фракционирующую секцию по трубопроводу 1 (фиг. 1) поступает 17164 кг/ч сырья, состав которого приведен в табл, 1. В колонне 2 в первой зоне фракционирования сырье разделяют на поток 25 головного погона Сg-ароматических углеводородов и поток 3 кубового остатка С и выше - ароматических углеводородов. Ректификационная колонна 2 имеет внизу температуру 200°С и давление 1,1 атм (0,11 Ша) и вверху температуру и давление 0,3 атм (0,03 МПа). Состав головного пого- на в трубопроводе 25 соответствует приведенному в табл, 2. Кубовые остатки направляют по трубопроводу 3 в ректификационную колонну 4, где из нее выводят поток 6 кубового остатка; состав которого приведен в табл, 3. Рабочие условия внутри колонны 4 составляют температуру 178 С и давление 0,3 атм (0,03 bffla) вверху и температуру 217 С и давление 1,1 атм (0,11 МПа) - внизу колонны Указанная часть этого примера эквивалентна примеру 3. Поток 5 головного погона из колонны 4 смешивают с вто
5
10
56956 2
рым сырьевым потоком 7, СОСТОЯРЩМ по существу из 74692 кг/ч толуола, и рециркуляционного потока 9, который имеет состав, приведенный в табл. 16. Эти три объединенных потока совместно с 174 кг/ч водорода образуют все сырье, поступающее в зону трансалкили- рования, состав которого приведен в табл. 17.
В зоне трансалкилирования поддерживают температуру и давление 20 атм (2,0 МПа). В зоне 11 трансалкилирования содержится 97,150 кг катализатора, состоящего из цеолитов, имеющих морденитную кристаллическую структуру. После начального отпаривания с целью удаления 1849 кг/ч головных погонов поток 12, вытекакг- щий из зоны трансалкилирования, име- ет состав, приведенный в табл. 18.
15
20
0
0
Поток 12, вытекающий из зоны трансалкилирования, затем поступает 5 на вторые ряды зон фракционирования. Зона 13 фракционирования, работающая при температуре и давлении 0,-3 атм (0,03 МПа) верха и температуре и давлении 0,3 атм (0,03 МПа), отделяет 5972 кг/ч бензола (поток 14) от потока, вытекающего из зоны трансалкилирования. Кубовые остатки из колонны 13 направляют по трубопроводу I7 в колонну 18, где их разделяют на поток 19 головного погона, содержащий 62772 кг/ч толуола, и поток 21 кубового остатка, состоящий из С ;-ароматических углеводородов. Рабочие условия для колонны 18 следующие: температура 121 С и давление 0,3 атм (0,ОЗМПа)- для верха колонны и температура 175°С и давление 1,0 атм (0,1 Ша) - для кубовой части. К потоку 19 головного погона из колонны 18 добавляют 1I920 кг/ч толуола из трубопровода 24 и поток 16 из колонны 13 с целью подачи второго сырьевого потока 7 в зону трансалкилирования. Поток кубового остатка 21 из колонны 18 поступает в колонну 22, откуда поток 23 головного погона, потоки 9 погонов с тарелок и кубового остатка 33 выводятся при соответствующих температурах и давлениях - 152°С и 0,3 атм (0,03 МПа), и 1,2 атм (0,12 МПа) и и 1,5 атм (0,15 МПа). Состав потока погона с тарелки, который рециркули5
0
5
ден в -табл. 2, Кубовые остатки напраляются по трубопроводу 3 в ректификационную колонну 4, откуда вьтодят поток 6 кубовых остатков, состав которого приведен в табл. 3. Рабочие условия внутри колонны 4: и 0,3 атм (0,03 МПа) - вверху 217°С и 1,1 атм (0,11 МПа) - внизу. Указанна часть этого примера одинакова с примером 3. Поток 5 головного погона из колонны 4 смешивают с вторым сырьевым потоком 7, состояпщм по существу из 21956 кг/ч толуола и рециркуляционным потоком 9, состав которого приведен в табл. 20. Эти три объединенных потока совместно с добавленными 132 К.Г/Ч образуют сьгрье 10 для зоны трансалкилирования, состав которого приведен в табл. 21
Зона трансалкилирования работает при температуре 500°С и давлении 60 атм (6 МПа). В зоне 11 трансалкилирования содержится 30,450 кг катализатора, состоящего из цеолитов, имеющих морденитную кристаллическую структуру. После первоначальной от- парки с целью удаления 883 кг/ч по- гонов вытекающий из зоны трансалкилирования поток имеет состав, приведенный в табл. 22.
BытeкaюDЦ й из зоны трансалкилирования поток 12 затем поступает во вторые ряды зон фракционирования. Зона 13 фракционирования, работающая при температуре и давлении верха соответственно 90°С и 0,3 атм (0,03 МПа и температуре и давлении низа 149 С и 0,3 атм (0,03 МПа) обеспечивает отделение 8577 кг/ч бензола (поток 14) от вытекающего потока из зоны трансалкилирования. Кубовые остатки из колонны 13 подают по трубопроводу 17 в колонну 18, где их разделяют на поток 19 головного погона, содержащий 10036 кг/ч толуола и поток 21 кубового остатка, состоящий из Cg+- ароматических углеводородов.
Рабочие условия для колонны 18: температура 121°С и давление 0,3 атм (0,03 МПа) - для верха и 175°С и 1,0 атм (0,1 МПа) - для кубовой части. Для образования второго сьфьево- го потока в зону трансалкилирования к потоку 19 головного погона добавляют дополнительные 11920 кг/ч (поток 24) и поток 16. Поток 21 кубового остатка из колонны 18 поступает в колонну 22, откуда поток головного погона, погона из тарелки и поток кубового остатка выводят при соответствующих температурах и давлениях: 152 С и 0,3 атм (0,03 МПа), 203°С и 1,2 атм (0,12 МПа) и 238 С и 1,5 атм (0,15 МПа). Состав потока 9 погона с тарелками, который рецирку- лируют в зону трансалкилирования, приведен в табл. 20. Поток 23 головного погона состоит главным образом из ксилолов и его состав приведен в табл. 23.. В потоке 33 кубового остатка из колонны 22 содержится 372 кг/ч С -ароматических углеводо
родов.
Таблица 20
20
25
Ь
0
5
0
Состав потока, подаваемого в зону трансалкилирования в примере 5
Водород Толуол
Триметилбензол Метилэтилбенз ол Пропилбензол
Сю. Всего
Таблица 21
Содержание компонентов, кг/ч
132
21956
3952
1446
229
189
27904
Таблица 22
50 Содержание потока, уходящего из зоны трансалкилирования в примере 5
8577 10036
1
17 Продолжение табл.22
IIIIZI
зол нзол
140
1610
1458
3401
1051
55
561
26889
Таблица 23
23
Содержание компо нентов, кг/ч
140
. 1610 1458 3401 6609
28
Z7
X
гз
13569561
Предлагаемый способ в сравнений с известным обеспечивает 8%-ное увеличение выработки ароматических
г углеводородов С.. Jр
Формула изобретения
0
5
0
Способ получения Cg-алкиларомати - ческих углеводородов переалкилиро- ванием Сд-алкилароматических углеводородов и толуола в присутствии водорода и цеолитового катализатора при температуре 350-500°С и давлении 20-60 атм с последующим фракционированием полученного потока С алкилароматических углеводородов последовательно на трех ректификационных колоннах с выделением бензола, целевого потока Cg -алкилароматических углеводородов, потока толуола, потока Сд-алкилароматических углеводородов, С -алкилароматических углеводородов,включающий рецикл потока алкилароматических углеводородов, . вьщеленного на третьей ректификационной колонне, на стадию переал- килирования, о тли ч ающий ся тем, что, с целью повьтшкия выхода 0 целевого продукта, рециклизации
подвергают поток фракции С„-С -алкил5 10
ароматических углеводородов, отбираемой из третьей ректификационной колонны.
5
30
31
.32


Изобретение касается ненасыщенных уЬлеводородов, в частности получения Cg-алкилароматических углеводородов (АУ), применяемых в органическом синтезе в качестве растворителей. Повышение выхода-достигается изменением направления рециркулируе- мых потоков. Получение АУ ведут переалкилированием С--алкилароматических углеводородов и толуола в присутствии водорода и цеолитного катализатора при 350-500 0 и давлении 20-60 атм. Полученный поток С -С -алкиларомати- ческих углеводородов последовательно фракционируют в трех ректификационных колоннах с выделением бензола, целевого АУ, потока Сq-алкиларома- тических углеводородов и потока С -ЧГ алкилароматических углеводородов. Поток Сд-С -алкилароматических углеводородов, отбираемый из третьей колонны, подвергают рециклизации на стадию переалкнлирования. Способ обеспечивает увеличение выработки УА на 8% в сравнении- с известным. 2 ил., 23 табл. (У) со jOi Р QD 1СЛ Од СМ
16
Г9
.Z3
15
фиР1
ff /Г
27
28
26
X
0
31
Э
33
Ifftufi
20 -Ч.
р 1
а ,g
/О
JS
12
IX 77
Nj
1LJIT
3J
fftufi
.2
Составитель Н. Капитанова Редактор М. Петрова Техред И.ВересКорректор М, Максимишинец
Заказ 6426Тираж 372Подписное
ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб., д. 4/5
Производственно-полиграфическое предприятие, г. Ужгород, ул. Проектная, 4
| Патент CUJA № 3996305, кл | |||
| Прибор для периодического прерывания электрической цепи в случае ее перегрузки | 1921 |
|
SU260A1 |
| Планшайба для точной расточки лекал и выработок | 1922 |
|
SU1976A1 |
