Изобретение относится к прокатному производству, совершенствует процесс охлаждения полос на отводягцих рольгангах широкополосных станов горячей прокатки (ШСГП) и может быть использовано как на действующих,так и на вновь строящихся станах.
Цель изобретения - повьшгение стабильности механических свойств лис- тового проката путем увеличения быстродействия и точности регулирования при отклонении температуры конца прокатки и смотки от их оптимальных значений,
На чертеже изображена структурная . схема устройства для регулирования охлаждения листового проката.
Устройство состоит из душирующей установки.1 с коллекторами 2 и регуляторами 3 расхода жидкости, датчики 4 температуры и ферррмагнитного датчика 5, блока 6 коррекции и блока 7 управления регулятором 3 расхода жидкости, датчика 8 толщины ферромагнитного слоя, второго датчика 9 температуры и вычислительного блока 10. Выходы датчика 8 толщины ферромагнитного слоя и второго датчикд 9 температуры подсоединены к входам вычислительного блока 10, выход которого соединен с входом блока 6 коррекции. В качестве ферромагнитного датчика 5 и датчика 8 толщины ферромагнитного слоя может быть применено устройство для контроля ферромагнитной фазы, настроенное на соответствуюцщй режим работы. На чертеже показаны также последняя клеть 11,моталка 12 и полоса 13.
I
Блок 6 коррекции скорости охлаждения предназначен для задания коррекции сигнала скорости охлаждения каждой полосы, согласно ее уточненному углеродному эквиваленту и фактической средней по сечению температуры полосы перед смоткой. Этот блок мож- но реализовать как на элементах анаоговой, так и дискретной техники.
Принцип работы блока 6 заключается в следующем.
Перед работой устройства в память лока вводится информация (в цифровом или аналоговом виде) о том,что предел енной температуре соответстует определенный углеродный эквива- ент, например, через два радиуса, огласно диаграмме железо-углерод с 00 до 700 С. Вводится в память блока также информация об углеродном эквиваленте всей плавки, который определяется экспериментально.В про- J. цессе охлаждения датчиками 4 и 5 фик- сируется температуры появления об - фазы, согласно которой определяется углеродный эквивалент металла переднего конца горячей полосы.Для более
0 точного определения момента появления oi -фазы за последней клетью можно установить датчики 4 и 5 с возможностью перемещений в направлении движения полосы или несколько
5 пар таких датчиков на выходе стана с расстоянием между ними, например, равным 10 - 15 м. Кроме того, момент появления i фазы можно фиксировать при охлаждении обрези перед чистовой
0 группой клетей, после слябинга или в другом месте линии стана.
Сигнал,пропорциональный углеродному эквиваленту полосы,сравнивается с сигналом,соответствуюшдм общему экви5 валенту плавки (марки стали). По разностному сигналу (с учетом его знака) в случае необходимости корректируется температура смотки и конца прокатки, а также определяется необходимая
0 поправка (с учетом сигнала на выходе вычислительного блока 10) на изменение скорости охлажцения для получения требуемых механическмх свойств горячего проката,
с Вычислительный блок 10 предназначена для определения отклонения дСэ;- между вычисленной фактической pi с/л и заданной б,.; средней по сечению температурой и реализует зависимость
0
i. G-,
-СГг
- 9i:CM
Фактическая средняя по сечению температура полосы определяется согласно зависимости
ср п
Ы
, 2.1 3 К R
(Т,- tj.
где t
.„ - средняя температура данного ср о.
сечения полосы. С;
- температура поверхности полосы, °С;
- температура Кюри,°С (точка Кюри);
- половина толщины полосы,мм; - толщина ферромагнитного . слоя, мм;
- коэффициент, равный 1-3. вычисления фактической средсечению температуры полосы мо произвести ряд простых
31340853
арифметических действий (вычитания, деления, умножения, сложения), согласно приведенному выражению. Сигнал, пропорциональный вычисленной температуре t, преобразуется в сигнал, про- 5 порциональный температуре с учетом интенсивности и охлаждения 6,i
. Принцип работы блока 10 заключается в следующем.
Перед работой устройства в его па- О мять вводятся значения постоянных
величин К,Н и Т. -Значение коэффициента К выбирают для каждого конкретного случая. Вводится также информация о заданной средней по сечению полосы температуре смотки для данной плавки (марки) стали, профиле-размере После прохождения переднего конца полосы датчика 4 и ферромагнитного датчика 5 по их показани- ям определяется в блоке 6 коррекции углеродный эквивалент данной плавки (полосы), согласно которому определяются необходимые (заданные) значения температур конца прокатки и смотки, В случае необходимости эти значения корректируются. Заданное значение средней по сечению полосы температуры определяют в зависимости от заданной температуры смотки и расстояния между сечением, для которого она определяется, и моталкой 12.
При прохождении полосой датчика 8 толщины ферромагнитного слоя и второго датчика 9 температуры измеряются одновременно в одном сечении температура поверхности полосы и толщина ферромагнитного слоя. Сигналы, пропорциональные этим величинам,подаются на вход вычислительного блока 10. По измеренным и введенным ранее в память величинам определяется фактическая средняя по сечению температура полосы.
В вычислительном блоке 10 производится сравнение сигналов,пропорциональных фактической средней по сечению температуре полосы и заданной (откорректированный согласно уточненному углеродному эквиваленту) сред- ней темпетатуре.На выходе блока ТО получают сигнал, пропорциональный величине отклонения фактической температуры от заданной, который подается на вход блока 6 коррекции ско- рости охлаждения. Регулирование интенсивности охлаждения осуществляется до полного устранения этого отклонения.
Блок 7 управления регуляторами расхода жидкости предназначен для работы устройства в автоматическом режиме,
Принцип работы этого блока заключается в том,что согласно суммарному разностному сигналу
О
5
0
5 0
0
5 0 5
дб
5
. Ьб .
где Л (5 - коррекция охлаждения при отклонении фактического углеродного коэффициента от заданного -.плавочно- го;
tcM коррекция при отклонении фактической средней по сечению температуры смотки от заданной,
с учетом его знака отрабатывается величина изменения положения рабочего элемента регуляторов 3. В результате - изменяются расход охлаждающей жидкости и скорость охлаждения полосы.
Устройство работает следующим образом.
Перед началом работы датчик 4 тем- пературы и ферромагнитный датчик 5 устанавлива(5т в рабочее положение за последней клетью 11 чистовой группы станка. В память блоков коррекции вводят информацию.Устанавливают в рабочее положение датчики температуры 9 и толщины 8 ферромагнитного слоя перед моталками 12, настроенные на соответствуюгций режим работы. В память вычислительного блока 10 вводят информацию о значениях постоянных величин К,Н и 1,
Согласно плавочному углеродному эквиваленту устанавливают задание G,, скорости охлаждения блоков управления 7 и коррекции 6 для полос всей плавки.
Первоначальную интенсивность охлаждения полосы устанавливают для заданного углеродного эквивалента плавки. При прохождении передним концом полосы зоны действия датчиков 4 и 5 фиксируют температуру появления в ней об-фазы.По температуре появления ci -фазы получают сигнал, пропорциональный углеродному эквиваленту полосы, и сравнивают его в блоке 6 с сигналом, пропорциональньм углеродному эквиваленту плавки. Согласно разностному сигналу определяется необходимая поправка на изменение интенсивности охлаждения полосы. В случае необходимости корректируются заданные значения температуры смотки С: и конца прокатки.
В момент прохождения полосой 13 зоны действия датчиков 8 и 9 в одном 5 и том же ее сечении одповремвнно измеряются температура поверхности и толщина ферромагнитного слоя. Сигналы,, пропорциональные этим величинам,подаются на вход вычислительного блока О 10. По измеренным и введенным ранее в память устройства величинам: определяется отклонение uG tcjA между вычисленной фактической GtptcM задансвойств и,как следствие,выход более качественной ии1рокополосной стали. Формула изобретения
Устройство для регулирования охлаждения листового проката,содержащее душируюпще установки с коллекторами и регуляторами расхода жидкости, датчик температуры и ферромагнитный датчик, блок коррекции скорости охлаждения и блок управления регуляторами расхода жидкости,при этом выводы датчика температуры и ферромагнитного датчика соединены с первым и вторым входами блока коррекции.
ной C5a,tcM средней по сечению темпера- 15 выход которого соединен с входом бдока турой. Сигнал, пропорциональный это- управления регуляторами расхода, вьтход му отклонению, подается на вход блока 6 коррекции и суммируется с сигналом йб.. Осуществляется дополнитель20
ное регулирование интенсивности охлаждения до устранения суммарного отклонения.
Использование предлагаемого устройства позволяет корректировать требуемые температуры конца прокатки и смотки в случае изменения углеродного коэффициента в пределах одной плавки,с большой точностью измерять среднюю по сечению температуру смотки и по этим данным регулировать интенсивность охлаждения на отводящем рольганге стана. В результате повышается стабильность механических
25
30
последнего через регуляторы расхода соединен с коллекторами душирующей установки, отличающееся тем,что, с целью повышения стабильности механических свойств листового проката путем увеличения быстродействия и точности регулирования при отклонении температуры конца прокатки и смотки от их оптимальных значений, оно снабжено датчиком толщины ферромагнитного слоя, вторым датчиком температуры и вычислительным блоком, при этом выходы датчика толщины ферромагнитного слоя и второго датчика температуры подсоединены к входам вычислительного блока, выход которого соединен с третьим входом блока коррекции.
Составитель А. Абросимов Редактор И.Касарда Техред Л,Сердюкова - Корректор Н.Король
Заказ 4380/13 Тираж 480Подписное
ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб., д. 4/5
Производственно-полиграфическое предприятие, г. Ужгород, ул. Проектная, 4
свойств и,как следствие,выход более качественной ии1рокополосной стали. Формула изобретения
Устройство для регулирования охлаждения листового проката,содержащее душируюпще установки с коллекторами и регуляторами расхода жидкости, датчик температуры и ферромагнитный датчик, блок коррекции скорости охлаждения и блок управления регуляторами расхода жидкости,при этом выводы датчика температуры и ферромагнитного датчика соединены с первым и вторым входами блока коррекции.
выход которого соединен с входом бдока управления регуляторами расхода, вьтход
последнего через регуляторы расхода соединен с коллекторами душирующей установки, отличающееся тем,что, с целью повышения стабильности механических свойств листового проката путем увеличения быстродействия и точности регулирования при отклонении температуры конца прокатки и смотки от их оптимальных значений, оно снабжено датчиком толщины ферромагнитного слоя, вторым датчиком температуры и вычислительным блоком, при этом выходы датчика толщины ферромагнитного слоя и второго датчика температуры подсоединены к входам вычислительного блока, выход которого соединен с третьим входом блока коррекции.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для регулирования охлаждения листового проката | 1990 |
|
SU1696028A1 |
| Способ регулирования охлаждения листового проката | 1981 |
|
SU997882A1 |
| Способ охлаждения горячекатаного листового проката | 1989 |
|
SU1761329A1 |
| Способ автоматического управления комплексом механических свойств прокатываемых стальных листов и система для его осуществления | 1988 |
|
SU1547898A1 |
| Способ охлаждения горячекатаного листового проката | 1982 |
|
SU1123752A1 |
| Система регулирования температуры смотки горячекатаной полосы | 1978 |
|
SU735352A1 |
| Способ управления ускоренным охлаждением проката и устройство для его осуществления | 1985 |
|
SU1297960A1 |
| СПОСОБ УПРАВЛЕНИЯ УСЛОВИЯМИ ОХЛАЖДЕНИЯ ПРОКАТА | 2000 |
|
RU2184632C2 |
| Устройство для регулирования температуры полосы на выходном рольганге непрерывного стана горячей прокатки | 1978 |
|
SU759165A1 |
| Устройство для автоматического управления ускоренным охлаждением проката | 1983 |
|
SU1161205A1 |
Изобретение относится к области регулирования охлаждения листового проката. Цель изобретения - повышение стабильности механических свойств листового проката, путем увеличения быстродействия и точности регулирования при отклонении темпетатуры конца прокатки и смотки от их оптимальных значений. Изобретение заключается в том,что в процессе охлаждения проката датчиком 4 температуры и ферромаг11 нитным датчиком 5 фиксируется температура появления oi -фазы, согласно которой определяется углеррдный эквивалент металла переднего конца горячей полосы. -При прохождении полосой датчика 8 толщины ферромагнитного слоя и второго датчика 9 температуры сигналы с них поступают на вход вычислительного блока 10, в котором производится сравнение средней по сечению температуры полосы и заданной средней температуры, скорректированной по уточненному углеродному эквиваленту.По температуре появления ut-фазы получают сигнал, пропорциональный углеродному эквиваленту полосы, и сравнивают его в.блоке 6 с углеродным эквивалентом плавки. Согласно разностному сигналу определяется необходимая поправка на изменение интенсивности охлаждения полосы с учетом сигнала с блока 10. Сигналом с выхода блока 6 изменяют расход охладителя в душирующую установку 1 через блок 7 управления и регулятор 3. 1 ил. i / (Л (США со 4 о 00 СП 00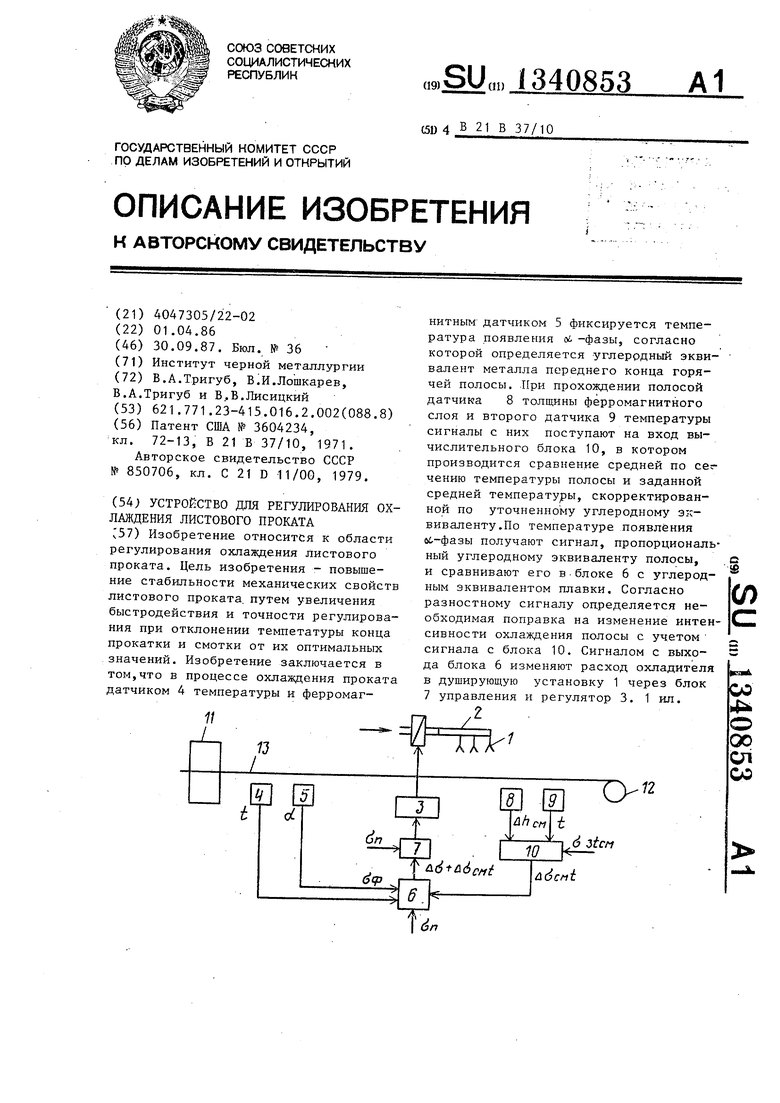
| Патент США № 3604234, кл | |||
| Термосно-паровая кухня | 1921 |
|
SU72A1 |
| Устройство для термическогоупРОчНЕНия жЕлЕзНОдОРОжНыХ КОлЕС | 1979 |
|
SU850706A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
