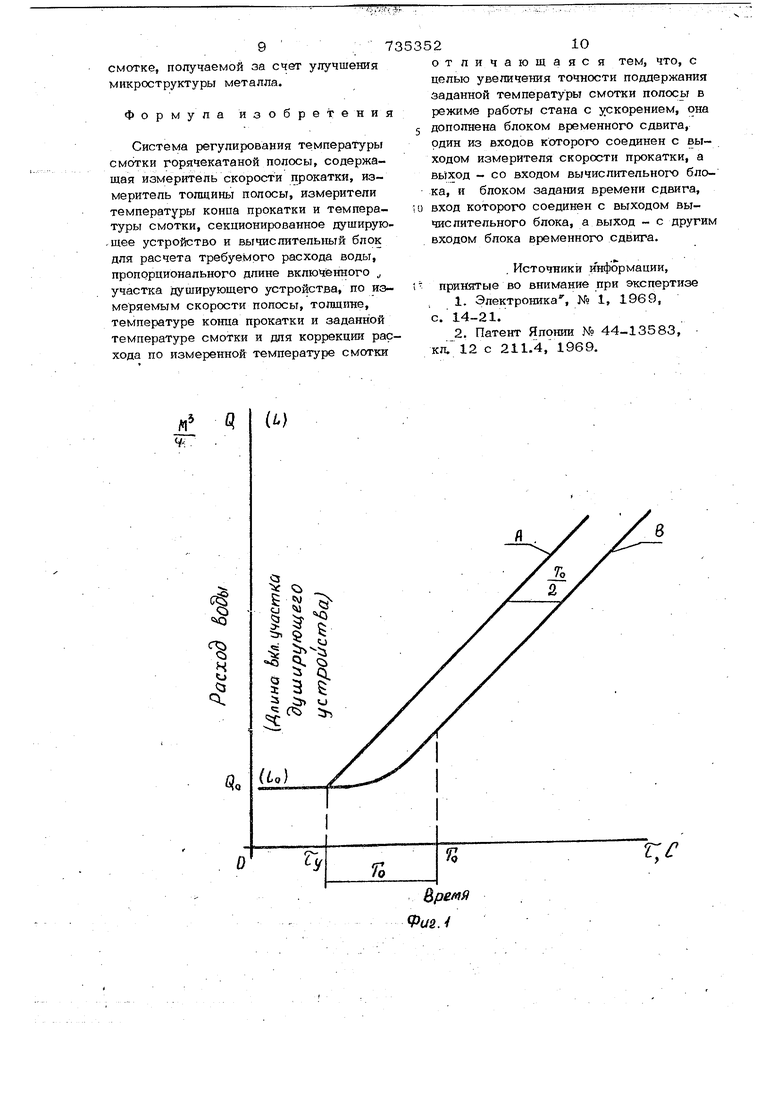
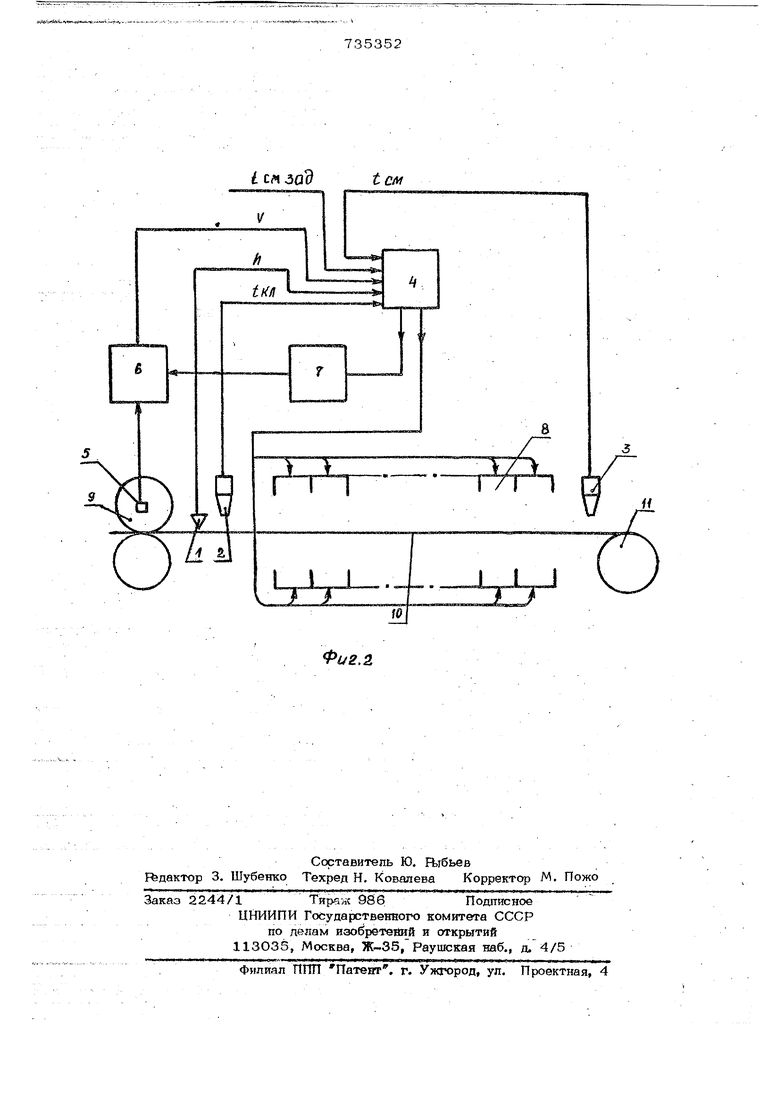
1 ; . :, Изобретение относится к производству горячекатаной . полосы и может быть использовано при- регулировании температуры смотки горячекатаной полосы в рулон. Известна система регулирования температуры смотки горячекатаной/полосы, состоящая из датчиков температуры конца прокатки, толщины полосы и скорости прокатки, соединенных с входом вычислительного блока, душирующего устрой- ства, соединенного с выходом вычислительного блока, датчика температуры смотки, также соединенного с .входом вычислительного блока l . Наиболее близкой по Технической сушности и достигаемому результату к пред лагаемой является система регулирования температуры смотки п горячекатаной полосы, содержащая измеритель скорости прокатки, измеритель толщиньт полосы, измерители температуры конца прокатки и температуры смотки, вычислительный блок для расчета требуемого расхода воды, пропорционального длине включеннего участка душирующего устройства по измеряемым скорости полосы, толщине, температуре конца прокатки и заданной температуре смотки, запоминающее устройство для запоминания результатов расчета, устройство временного регулирования для выдачи команды на начало расчета вычислительным блокомпри достижении полосой заданного положения и команд & запоминаш р результатов расчета запоминающим устройством, а также для управления работой секций через определенные интервалы продвижения полосы, секционированное душирующее устройство для подачи воды на полосу 23 . В вычислительном блоке этой системы происходит вычисление требуемого расхода, .воды по сигналам, поступающим от даттаков скорости, толщины, и температуры конца прокатки и по заданной температуре смотки. При этом в вычислительном блоке реализуется завискморть Q-itxeogr 1 а) где Q - требуемый расход воды; - толщина полосы; V - скорость полосы; , - измеренная : температура по лосы в KOHiie прокатки; - заданная температура полосы при смотке. Одновременио в вычислительном блоке берется уставка расхода воды через каждую секцию и выбираются номера f секций верхнего и нижнего охлаждения, которые надо включить так, чтобы обший суммарный расход через включенные секции был равен вычисленному требуемому, расходу. В устройстве временного регулирования формируются команды, которые в требу емые моменты подаются на вход вычислитель lioro блока для начала про ведения расчетов, в запоминающее устройство-для запоминаниярезупьтатоврасчета.вблокпереключени для осуществлейия управления работой сек вди душирующего устройства; команды подаются в моменты достижения полосой заданных положений. Подаваемый на полосу расход ВОДЬ корректи руется по измеренной температуре смотки. Недостатком известных систем является то, что при ускорении стана не обес печивается достаточно точтштй рас Чет требуемого расхода воды и, как следствие этого, достаточно точное поддержание заданной температуры смотки по всей длине полосы. Анализ показывает, что при работе стана с ускорением 0,4 м/с отклонение температуры смотки от заданно го значения только за счет снижени точности определения требуемого расхода охлаждающей воды при ускорени дяя полос толщиной 2,5 мм может превышать 20 С, в это время как требуемая точность регулирования в существующих системах должна составлять + (15-2О) С. Целью изобретения является увеличение точности поддержания заданной температуры смотки в режиме работы стана с ускорением. Эта цель достигается тем, «гго систеМа регулирования температуры смОтки горячекатаной полосы, содержащая измеритепь скорости прокатки в последней чистовой клети, измеритель тол5 яны полосы, измерители температуры конца про катки и температуры смотки, секциониро 73 24 анное душируюшее устройство Гт вычисительный блок для расчета tpe6yeMoro расхода воды, пропорционального длине ключенного участка душиругощего устойства по измеряемым скорости полосы, олщине, температуре конца прокатки и заданной температуре смотки и для кор1 рекции расхода-по измеренной температурб смотки, дополнена блоком врёменкого сдвига, один из входов которого соединен с выходом измерителя скорости прокатки, а выход - со входом вычислителького блока, и блоком .задания времени сдвига, вход которого подключен к выходувычислительного блока, а выход - к другому входу блока временного сдвига. Конструкцией дущирующего устройства, используемого для охлаждеютя полосы, предусматривается обеспечетдае постоянства расхода воды через секции при прокатке одной полосы. В этом случае время, необходимое для охлаждения любого сечения полосй до заданной температуры, определяется известтвым из теплопередачи соотношением -,,ь|Ш.рМп.кЫп. ГЛ Т - время контакта единичного-сечения полосы с водой; cii - коэффициент теплоотдачи/постоянный для данного дущирующего устройства в процессе прокатки одной полосы, ккал/м ч- град; С - теплоемкость стали, ккал/кг-град; . р - плотн.ость ст:.ли, кг/Mj tl - толщина полосы, м; температура полосы а конце прокатки,°С -t - заданная температура полосы при смотке; , °С ,р - постоянная величина для данного сортамента полосы. При равномерном движении полосы каждое, сечение полосы i проходит г включенный участок за Врремя где Ц - длина включенного участка дущирующего ycTpoiteTBa; , скорость движения полосы, м/с i 5 Спедоватепьно, длина включенного участка душирующего устройства 1ц- торой пропорционален требуемый расход, определяется из соотношений (2) и (3), как, Ч( , т-() В соответствии с этим требуемым ра ходом данная система осуществляет регу лирование подачи воды на нолосу. При работе стана с ускорением i скорость полосы меняется во времени по уравнению .atc-C X f -yгдеMO - начальная скорость полосы (до ускорения); d - ускорение полосы йри разг не стана, м/с| С время, с; -f - момент времени, соответст -вующий началу ускорения,с Вычислительный блок при этом в соот ветствии с формулой 4 формирует сигнал изменяющийся во времени, который можно представить в виде U--0 v (.r-C -fip-t - v/tr., / где LO - длина включенного участка душирующего устройства до начала ускорения. TO - время контакта какого-либо сечения полосы с водой. - В действительности же при ускорении стана соотношение между скоростью V длиной включенного участка L и времени Т контакта какого-либо сечения полосы с водой не может определяться с зависимостью (3); изменение длины включенного участка душирующего устройства, а следовательно и требуемого расхода воды, с целью увеличения точности поддержания заданной температуры смотки по всей длине полосы путем обеспечения постоянства, времени контакта каж дого сечения полосы с водой необ.ходимо осуществлять при ускорении в соответствии с уравнениями (7) ,-Lo-hptxt t: a{t-)i (C-Dv,) TO L--LO- 1--Ьо Т а ) - (T--Cy1 To . Сопоставление уравнений (6) и (7) доказывает, что при (f-C 7 TQ. ) обе Зависимости представляют собой параллельные прямые со сдвигом во времени 526.. на . Таким образом, введенке п линию сигнала скорости блока времен, ного сдвига с настраиваемым временем сдвига, т.е. включение т.акого блока между выходом, измерителя скорости и одним из входов вычислительного блока, обеспечивает увеличение точности поддержания заданной температуры полосы при смотке. Для определения уставки времени сдвига в систему введен блок задания времени сдвига, соединенный с одним из входов блока временного сдвига и с выходом вычислительного блока. На фиг. 1 изображены зависимости расхода Q воды (длины включенного участка душирующего устройства) от времени,Л - зависимость расхода воды от времени, реализуемая известной системой,В -.требуемая в режиме работы стана с ускорением зависимость расхода воды от времени, реализуемая предлагаемой системой на фиг. 2 - бльктсхема системы регулирования температуры смотки горячекатаной полосы. Система содержит измеритель 1 толщины полосы, измерители 2 и 3 температуры конца прокатки и смотки, соединенные со входом вычислительного блока 4,измеритель 5 скорости прокатки, соединенный с блоком 6 временного сдЕмтга, подсоединенным к входу вычислител,ного блока 4, блок. 7 задания времени сдвига, вход которого соединен с выходом вычислите льного блока, и выход которого подсоединен к входу блока 6 временного сдвига, и дучгарующее устройство 8, соединенное с выходом вычислительного блока 4; кроме того, на фиг. 2 изображены после;дняя чистовая кЛеть 9, прокатываемая полоса 1О, мот.алка 11. Система работает следующим образом. Когда полоса 10 выходит из последней чистовой клети 9, в вычиспительНый блок 4 поступают сигналы с измерителей 1, 2,3 и 5 толщины,температуры конца прокатки, температуры смотки, скорости (через блок 6 временного сдвига) и сигнал заданной температуры смотки. В вычислительном блоке 4 вычисляется требуемый расход воды. Выходной сигнал вычислительного блока 4 воздействует на уширующее устройство 8, осуществляющее одачу, воды на полосу. Подаваемый расход корректируется по отклонению сигнала измерителя 3 темпеатурь смотки от заданного значения. На ход блока 7 задания времени сдвига со второго выхода вычислительного блока 4 поступает сигнал, пропортшональный времени 1 контакта какого-либо сечения по лосы с водой до ускорения, и на выходе блоки 7 формируетсяуставка времени сдви га, соответствующая величине - подаваемая на вход блока 6 переменного сдвига. После захвата полосы моталкой 11, стан начинает работатьсускорением, иблокб временного сдвига осуществляет сдвиг во времени сигнала измерителя 5 скорости на, величину уставки { -- ) поступающей с выхода блока задания времени сдви га. Этим достит ается увеличение точности расчета требуемого при работе стана с ускорением расхода В;0ды. Вычислительный блок 4 предназначен для вычисления требуемого расхода воды, пропорционального длине вкшоченного участка душирующего устройства и для корректировки расхода воды в случае, когда отклонение действительной темпера туры смотки от заданного значения пре-вышает величину допустимого отклонения. Вы числите; льны и блок 4 содержит прследовательно соединенные блок деления, вход которого соединен с измерителями 2 и 3 .температуры конца прокатки и смотки, логарифмирующий блок и блок умножения, два других входа последнего соединены с измерителем 1 толщины и задатчиком коэффициента К, а выход с блоком 7 задания времени сдвига и множительным блоком. Второй вход множительного блока соединен с блоком 6 временного сдвига, а выход - с дущирующйм устройством 8.. Вход элемента сравнения подключен к измерителю 3 температуры смотки fc см. зад., а выход к блоку логики, соединенному с дущирующим устройством 8, Вычислительный блок работает следую . щим образом. На входы блока деления поступают вы ходной сигнал от измерителя температуры конца прокатки и сигнал, пропорциональный заданной температуре смотки. В блоке осуществляется деление; этих ве личин, и с выхода блока сигнал, про-г порциональный отношению поступает в логарифмирующий блок. С вь хода блока сигнал пропорциональный вё . личине tVI -т , подается на один из см ъао ВХОДОВ блока умножения, на два других входа которых подаются выходной Ьигная от измерит§пя тогацинь и сигнал от. задатчика коэффициента, К. Все три cvrrнапа перемножаются, так что выходной сигнал блока умножения пропорционален требуемой величине времениохлаждения полосы TotiRlit i сигнал подается одновременно на вход блока для формирования уставки времени сдвига и ца вход множительного блока. На другой вход блока поступает выходной сигнал блока 6, пропорциональный скорости прокатк полосы.. . B положительном блоке они перемножаюгся, следовательно, выходной сигнал мнохиггельного блока пропорционален требуемой длине включенного участка дущирующего устройства и, соответственно, требуемому расходу воды u-Kven С1л заб Этот сигнал поступает в схему управления вентилямидуширующего устройства 8. Корректировка расхода воды происходит следующим образом. На элемент сравнения поступает выходной сигнал от измерителя 3, измеряющего температуру смотки, и сигнал пропорциональный за-. данной температуре с мотки -fc слл 50(3 элементе сравнения они сравниваются между собой и определяется величина и знак их рассогласования. Выходной сигнал От элемента сравнения подается на вход блока логики. Если рассогласование между, заданной температурой смотки и измеренной выходит за допустимый предел, то блок логики выдает команду на включение вентилей корректировочной секции душирую- щего устройства 8 в случае превышения измеренной температуры смотки по сравнегшю с заданной;.или команду на отключение вентилей корректировочной секции душирующего устройства 8 в случае занижения измеретшой температуры смотки по отнощению к заданной температуре смотки../ Использование дополнительных блоков (блока временного сдвига и блока задания временя сдвига) позволяет более точно определить требуемый при работестана с ускорением расход воды, самым обеспечить более точное поддержание постоя1ютва температ ры смотки по всей длине полосы, что приводит к однородности микроструктуры металла по всей длине полосы и улучшает ее механические свойства. Экономический эффект составляет примерно 20% от части годовой экономии от внедрения САР температуры полосы при
смотке, получаемой за счет улучшения микроструктуры металла.
Формула изобретения
Система регулирования температуры смсугки горячекатаной полосы, содержащая измеритель скорости прокатки, измеритель толщины полосы, измерители температуры конпа прокатки и температуры смотки, секционированное душирую-щее устройство и вычислительный блок для расчета требуемого расхода воды, пропорционального длине включенного участка душирующего устройства, по измеряемым скорости полосы, толщине, температуре конца прокатки и заданной температуре смотки и для коррекции расхода по измеренной температуре смотки
отличающаяся тем, что, с целью увеличения точности поддержания заданной температуры смотки полосы в режиме работы стана с ускорением, она
дополнена блоком временного сдвига, один из входов которого соединен с выходом измерителя скорости прокатки, а выход - со входом вычислительного блока, и блоком задания времени сдвига,
вход которого соединен с выходом вычислительного блока, а выход - с другим входом блока временнохх сдвига.
. Источники информации, принятые во внимание при экспертизе
1.Электроника, № 1, 1969, с. 14-21.
2.Патент Японии № 44-13583, кл; 12 с 211.4, 1969.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ автоматического управления-процессом ускоренного охлаждения горячекатаных полос | 1981 |
|
SU984535A1 |
| Устройство для регулирования охлаждения листового проката | 1990 |
|
SU1696028A1 |
| Способ управления ускоренным охлаждением полосы и устройство для его осуществления | 1984 |
|
SU1192872A1 |
| Устройство для регулирования охлаждения листового проката | 1986 |
|
SU1340853A1 |
| СПОСОБ ПРОИЗВОДСТВА РУЛОНОВ ГОРЯЧЕКАТАНОЙ ТРУБНОЙ СТАЛИ | 2004 |
|
RU2270064C1 |
| Способ управления ускоренным охлаждением проката и устройство для его осуществления | 1985 |
|
SU1297960A1 |
| СПОСОБ ПРОИЗВОДСТВА РУЛОНОВ ГОРЯЧЕКАТАНОЙ ТРУБНОЙ СТАЛИ | 2004 |
|
RU2268793C1 |
| СПОСОБ ГОРЯЧЕЙ ПРОКАТКИ ПОЛОС | 2004 |
|
RU2267368C1 |
| Устройство управления температурой смотки горячекатаной полосы | 1985 |
|
SU1308414A1 |
| Устройство для автоматического управления ускоренным охлаждением проката | 1983 |
|
SU1161205A1 |
q (М
V-;
