о
в
за счет корректировки раскройного плана каждого последующего раската по результатам порезки предыдущего, Устройство содержит летучие ножницы 27 с блоком 1 реза, датчик 2 наличия проката и датчик 3 импульсов, блок 7 задания, первый блок 8 ключей, регистр 9, элемент 10 сравнения, изме™ ритель 14 текущей длины полосы, делитель 15 импульсов, суммирующий 16 и вычитающий 17 счетчики с элементами И 18 и 19 на счетных входах соответственно, второй блок 20 ключей, триггер 21 и одновибратор 23. Для построения раскройного плана каждого раската используется результат деления суммирующим счетчиком 16 полной длины предыдущего раската на заданное число полос. При появлении раската в плоскости резания летучих ножниц полученный результат корректируется вычитающим счетчиком 17, запоминается регистром 9 и является уставкой для порезки, данного раската. 3 ил.
| название | год | авторы | номер документа |
|---|---|---|---|
| Система управления раскроем раската на летучих ножницах | 1986 |
|
SU1391814A1 |
| Устройство для раскроя мелкосортного раската | 1986 |
|
SU1357101A1 |
| Система управления раскроем мелкосортного раската на полосы | 1987 |
|
SU1426789A1 |
| Система управления раскроем сортового проката | 1989 |
|
SU1632770A1 |
| Устройство для раскроя сортового проката | 1990 |
|
SU1734996A1 |
| Система управления порезкой крупных профилеразмеров сортового проката | 1989 |
|
SU1632540A1 |
| Устройство для раскроя проката на заданное число полос | 1986 |
|
SU1357099A1 |
| Способ равномерного раскроя мелкосортного проката и устройство для его осуществления | 1986 |
|
SU1424997A1 |
| Система управления раскроем сортового раската летучими ножницами | 1989 |
|
SU1632660A2 |
| Система управления раскроем сортового раската летучими ножницами | 1987 |
|
SU1426788A1 |
Изобретение относится к обработке металлов давлением и может быть использовано в прокатном производстве для раскроя раската.на полосы ле- ножницами после последней клети мелкосортного стана. Цель - увеличения выхода мерного проката путем сокращения количества коротк 6с полос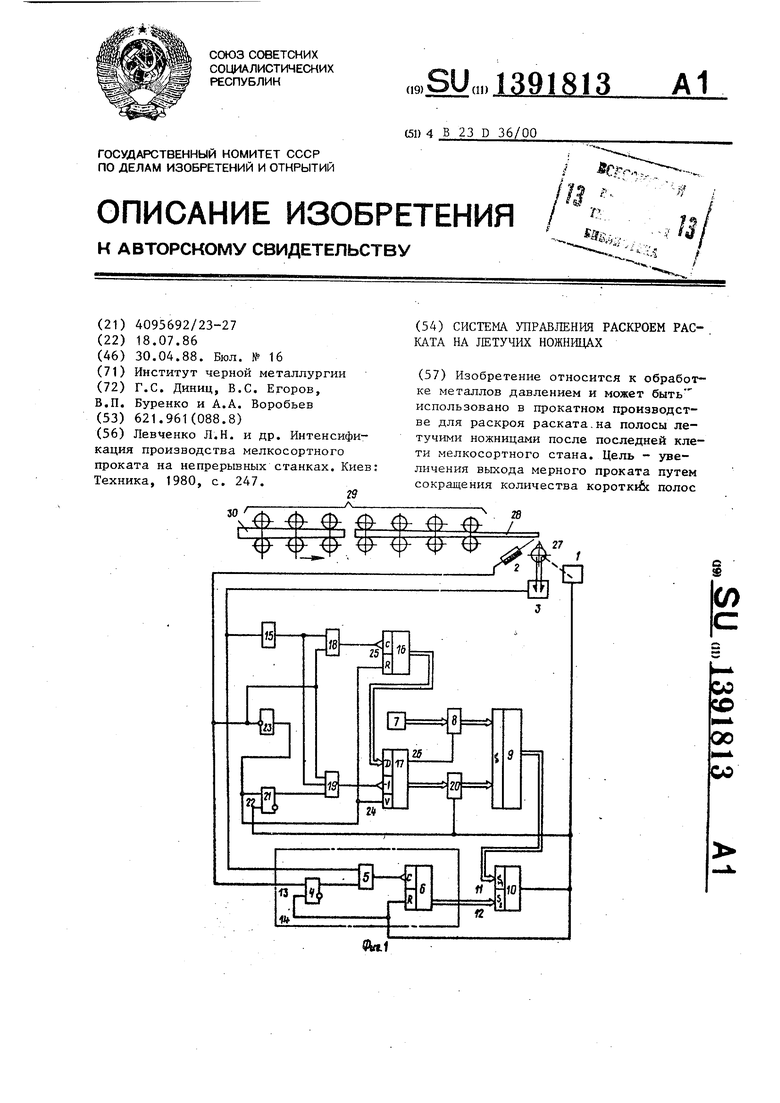
1
Изобретение относится к обработке металлов давлением и может быть использовано в прокатном производстве для раскроя раската на полосы летучими ножницами после последней клети мелкосортного стана.
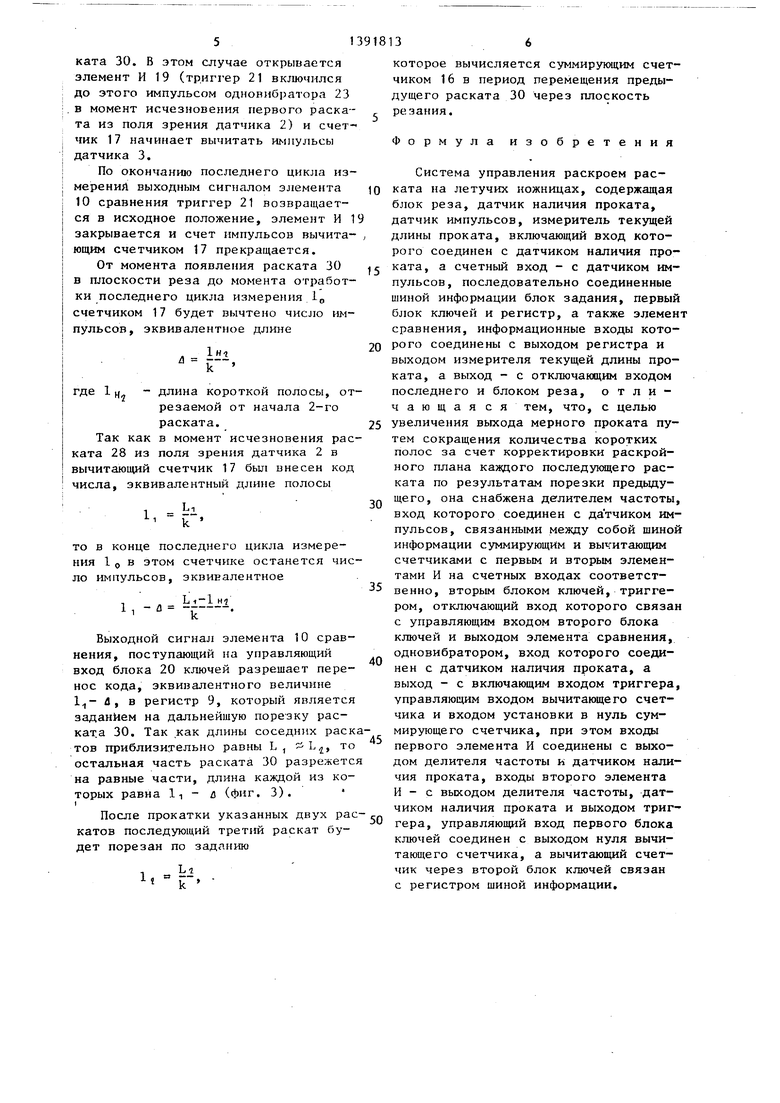
Целью изобретения является увеличение выхода мерного проката путем сокращения количества коротких полос за счет корректировки раскройного плана каждого последующего раската по результатам порезки пpeдьщyп eгo. На фиг. 1 изображена структурная схема системы управления раскроем раската на летучих ножницах; на фиг. 2 и 3 - варианты диаграмм раскроя раската.
Система управления раскроем раската на летучих ножницах содержит блок 1 реза, датчик 2 наличия проката и датчик 3 импульсов, последовательно соединенные триггер 4, ключ 5 и счетчик 6. Включающий вход триггера. 4 соединен с датчиком 2 наличия проката, а второй вход ключа - с датчиком 3 импульсов. Система управления содержит также последовательно соединенные шиной информации блок 7 задания, первый блок 8 ключей и регистр 9, элемент 10 сравнения, информационные входы 11 и 12 которого соединены с выходом регистра 9, и с выходом счетчика 6 соответственно, а выход - с отключающим входом 13 триггера 4, входом установки в нуль счетчика 6 и блоком 1 реза. Триггер 4, ключ 5 и счетчик 6 входят в состав измерителя 14 текущей длины полосы.
5
Система управления раскроем также содержит делитель 15 частоты, вход которого соединен с датчиком 3 импульсов, связанные между собой шиной 5 информации суммирующий 16 и вычитающий 17 счетчики с элементами И 18 и 19 на счетных входах соответственно, второй блок 20 ключей, через который вычитающий счетчик 17 связан с регистром 9 шиной информа ции, триггер 21, отключающий вход 22 которого соединен с управляющим входом второго блока 20 ключей и выходом элемента 10 сравнения, одновибратор 23, вход которого соединен с датчиком 2 наличия проката, а выход - с включающим входом триггера 21, управляющим входом 24 вычитающего счетчика 17 и входом 25 установки в нуль сум- мирующего счетчика 16, причем входы первого элемента И 18 соединены с выходом делителя 15 частоты и датчиком 2 наличия проката, входы второго элемента И 19 соединены с выходом делителя 15 частоты, датчиком 2 и выходом триггера 21, а управляющий вход блока 8 ключей соединен с выходом 26 нуля вычитающего счетчика 17.
Система управления раскроем рас- ката на летучих ножницах работает следующим образом,
В исходном положении раскат на летучих ножницах 27 отсутствует. Элементы И 18 и 19 и ключ 5 закрыты, 5 счетчики 16 и 17 находятся в нулевом состоянии, триггеры 4 и 21 отключены, сигнал на выходах отсутствует. Коэффициент k деления делителя 15 частоты
5
выбран равным числу полос, на которое делятся раскаты. В блоке 7 задания установлен код числа, эквивалентный длине If, полосы. Блок 8 ключей открыт сигналом с выхода 26 вычитающего счетчика 17 и код, эквивалентный длине 1р, занесен в регистр 9 из блока 7 задания. При отсутствии проката в плоскости реза блок 1 реза не ВКЛЮчается (эта блокировка на схеме не показана).
Раскат 28, двигаясь по стану 29 в направлении, указанном стрелкой, выходит на ось ножниц 27. Срабатывает датчик 2 наличия проката, сигналом которого включается триггер 4, ключ 5 открывается и счетчик 6 начинает суммировать импульсы датчика 3 перемещения раската (что то же, что и импульсы оборотов барабана ножниц).
8период счета в элементе 10 сравнения осуществляется сравнение состояния счетчика 6 с кодом числа, эквивалентным длине Ig полосы. В момент равенства выходной сигнал элемента 10 сравнения включает блок 1 реза и устанавливает в нуль счетчик 6. От раската отделяется 1-я полоса заданной длины l,j, а измеритель 14 продолжает отработку очередных циклов счета. В моменты их завершения включается блок
1 реза, т.е. от раската последовательно отделяются полосы заданной длины.
Выходным сигналом элемента 10 сравнения кратковременно открывается блок 20 ключей и запоминающий регистр
9в эти моменты может находиться в неопределенном состоянии. Однако, так как счетчик 17 находится в нулевом состоянии, то с исчезновением упомянутого сигнала в регистр 9 будет внесен код, эквивалентный IQ.
В момент появления каждого очеред
ного раската на ножницах и срабатывания датчика 2 наличия проката открывается элемент И 18 и импульсы датчика 3 через делитель 15 частоты поступают в суммирующий счетчик 16. Так как элемент И 18 открыт в течени времени перемещения раската через ось ножниц, а коэффициент k деления делителя 15 частоты равен заданному числу полос, то за это время счетчик 16 накапливает число импульсов, рав- ное длине полосы, при которой раскат будет разрезан на равные части. Для 1-го и 2-го раскатов, имеющих соответственно длину L и L. , длины полос 1, и 1, составят
LI.
1 - k
При изчезновении раската из поля зрения датчика 2 выходной сигнал од- новибратора 23, поступающий на управляющий вход 24 вычитающего счетчика
17 и на вход 25 установки в нуль суммирующего счетчика 16, способствует переносу состояния последнего в счетчик 17 и установке после этого счетчика 16 в нуль.
На фиг. 2 и 3 представлены две возможные диаграммы раскроя раскдтов приблизительно равной длины (L Lg), Места резов отмечены на раскатах заштрихованными треугольниками.
В случае, изображенном на (фиг.2), несмотря на исчезновение раската из поля зрения датчика 2, триггер 4 остается во включенном состоянии вплоть до отсчета счетчиком 6-числа импульсов, эквивалентного длине полосы 1р. В этом положении (на диаграмме оно отмечено светлым треугольником) выходной импульс элемента 10 сравнения последовательно устанавливает счетчик 6 и триггеры 4 и 21 в исходное положение и открывает блок 20 ключей. В результате этого код, соответствующий состоянию,счетчика 17, переносится в регистр 9. Упомянутый код экви- валбштен длине
1 1 k
и определяет задание на раскрой последующего раската 30.
При появлении раската 30 на ножницах измеритель 14 последовательно отрабатывает циклы измерения по заданию 1,, что при условии близости длин L SJ LJ соседних раскатов обеспечивает деление раската 30 на равные части (фиг. 2). В порезки раската 30 счетчик 16 вычисляет длину
Lt
для раскроя следующего раската и т.д.
В случае, изображенном на фиг. 3, последний цикл измерения на раскате 28 не успевает закончиться к моменту появления на ножницах следующего рас513
ката 30. В этом случае открывается элемент И 19 (триггер 21 включился до этого импульсом одновибратора 23 . в момент исчезновения первого раската из поля зрения датчика 2) и счет- чик 17 начинает вычитать импульсы датчика 3.
По окончанию последнего цикла из- мерениЛ выходным сигналом элемента 10 сравнения триггер 21 возвращается в исходное положение, элемент И 1 закрывается и счет импульсов вычита- ющим счетчиком 17 прекращается.
От момента появления раската 30 в плоскости реза до момента отработки последнего цикла измерения „ счетчиком 17 будет вычтено число импульсов, эквивалентное длине
1н,
Л -,
где 1ц - длина короткой полосы, отрезаемой от начала 2-го раската.
Так как в момент исчезновения раската 28 из поля зрения датчика 2 в вычитающий счетчик 17 был внесен код числа, эквивалентный длине полосы
1 LI
то в конце последнего цикла измерения 1 о в этом счетчике останется число импульсов, эквивалентное
Li-l
HJ
Выходной сигнал элемента 10 сравнения, поступающий на управляющий вход блока 20 ключей разрешает перенос кода, эквивалентного величине и, в регистр 9, который является заданием на дальнейшую порезку рас- кат.а 30. Так как длины соседних раскатов приблизительно равны L, Ь, то остальная часть раската 30 разрежется на равные части, длина каждой из которых равна li - д (фиг, 3). 1
После прокатки указанных двух раскатов последующий третий раскат будет порезан по заданию
т La 1 . -. .
с
0
5
0
5
0
Q
136
которое вычисляется суммирующим счетчиком 16 в период перемещения предыдущего раската 30 через плоскость резания.
Формула изобретения
Система управления раскроем раската на летучих ножницах, содержащая блок реза, датчик наличия проката, датчик импульсов, измеритель текущей длины проката, включающий вход которого соединен с датчиком наличия проката, а счетный вход - с датчиком импульсов, последовательно соединенные шиной информации блок задания, первый блок ключей и регистр, а также элемент сравнения, информационные входы которого соединены с выходом регистра и выходом измерителя текущей длины проката, а выход - с отключающим входом последнего и блоком реза, отличающая ся тем, что, с целью увеличения выхода мерного проката путем сокращения количества коротких полос за счет корректировки раскройного плана казвдого последуклцего раската по результатам порезки предьщу- щего, она снабжена делителем частоты, вход которого соединен с датчиком импульсов, связанными между собой шиной информации суммирующим и вычитающим счетчиками с первым и вторым элементами И на счетных входах соответственно, вторым блоком ключей, триггером, отключающий вход которого связан с управляющим входом второго блока ключей и выходом элемента сравнения, одновибратором, вход которого соединен с датчиком наличия проката, а выход - с включающим входом триггера, управляющим входом вычитакяцего счетчика и входом установки в нуль суммирующего счетчика, при этом входы первого элемента И соединены с выходом делителя частоты и датчиком наличия проката, входы второго элемента И - с выходом делителя частоты, датчиком наличия проката и выходом триггера, управляющий вход первого блока ключей соединен с выходом нуля вычитающего счетчика, а вычитающий счетчик через второй блок ключей связан с регистром шиной информации.
N t
м
| Левченко Л.Н | |||
| и др | |||
| Интенсификация производства мелкосортного проката на непрерывных станках | |||
| Киев; Техника, 1980, с | |||
| Приспособление для картограмм | 1921 |
|
SU247A1 |
| г л | |||
