Изобретение относится к области электрохимической обработки и может быть использовано в машиностроении для обработки деталей типа труб или глубоких отверстий.
Цель изобретения - повышение точности и качества обработки за счет управления параметрами электролита по длине обрабатываемого отверстия, причем в качестве управляющих пара- метров используются давление электролита внутри потока, его удельное га- зонасьщение, скорость течения.
На фиг, 1 представлен электрод- инструмент с обрабатываемой заготовкой, поперечный разрез; на фиг. 2 - развертка боковой поверхности электрода-инструмента; на фиг. 3 - сечение А-А на фиг, 2.
Электрод-инструмент для обработки отверстия в заготовке 1 состоит из токопроводящего корпуса 2, в котором выполнены винтовые пазы 3 с изменяющейся площадью поперечного сечения. Пазы перекрыты катодньми планками 4, в которых прорезаны щели 5 для подачи электролита в МЭЗ 6, Для центрирования электрода-инструмента в отверстии в .корпус 2,вставлены изоляционные буртики 7.
Способ .осуществляют следующим образом.
Электрод-инструмент вводится в обрабатываемое отверстие и ему сооб- щается вращательное движение в на- . правлении, указанном стрелкой, причем направление вращения выбирается в соответствии с направлением закрутки винтовых пазов. На токопрово- дящий корпус 2 и заготовку 1 накладывается разность потенциалов. Через винтовые пазы 3 прокачивается электролит, которьй через щели 5 в катодных планках 4 поступает в МЭЗ 6. Давление электролита по длине МЭЗ изменяется в зависимости от изменения глубины паза 3 Зашламленный и загазованный электролит выходит .через противоположный конец отверстия.
Пример. Пусть глубина винтового паза у торца С равна В, а глубина у торца В равна h (фиг. 3). Тогда при неизменной ширине паза относительное изменение площади поперечного сечения винтового паза от торца С к торцу В равно отношению H:h, Пусть давление в потоке электролита у торца С винтового паза Р 1,5 МПа,
сече- к торизменение площади поперечного ния винтового паза от торца С цу В , скорость движения электролита у торца С м/с.
Из уравнения неразрывности потока имеем:
V
,
S
в
где S(.
8„ V, Тогда V
площадь поперечного сечения паза у торца С; площадь поперечного сечения паза у торца В; скорость течения электролита у торца В.
V и; V а ch
40 м/с.
0
Уравнение Бернулли в данном случае имеет вид:
чТТЗО 72
+ Р.
fZi +
2
fVf
р ;4FC 2
6
0
5
0
5
где J) - плотность электролита;
Р - давление в потоке электролита у торца В.
Подставляя соответствующие значения в уравнение Бернулли, получим ,9 МПа.
При изменении площади поперечного сечения в 2 раза получено изменение давления электролита в МЭЗ на 40% без учета потерь на трение о стенки канала.
Таким образом, при обработке предлагаемым способом можно, варьируя изменением давления в МЭЗ, регулировать степень газонаполнения электролита по сечениям, что вызывает изменение его удельной электропроводности. За счет этого может быть получено исправление погрешностей формы отверстия и повьшено качество обработки.
45 Фор мула изобретения
0
5
Способ электрохимической обработки внутренних поверхностей деталей типа труб, при котором электролит прокачивают через зазор между поверхностями трубы и введенного в нее электрода-инструмента, в теле которого выполнены винтовые пазы для создания дополнительного пути прокачки электролита, отличающийся тем, что, с целью .повышения точности и качества обработки, за счет компенсации изменения электропроводности электролита по длине пути его прокачки, пазы в электроде-инструменте выполняют с монотонно изменяющейся глубиной, определяемой из условия
сохранения электропроводности посто- глубины пазов,
D
13571614
янной в функции изменения температуры и газонасыщения, а электролит подают в зазор со стороны наибольшей
Vus. 1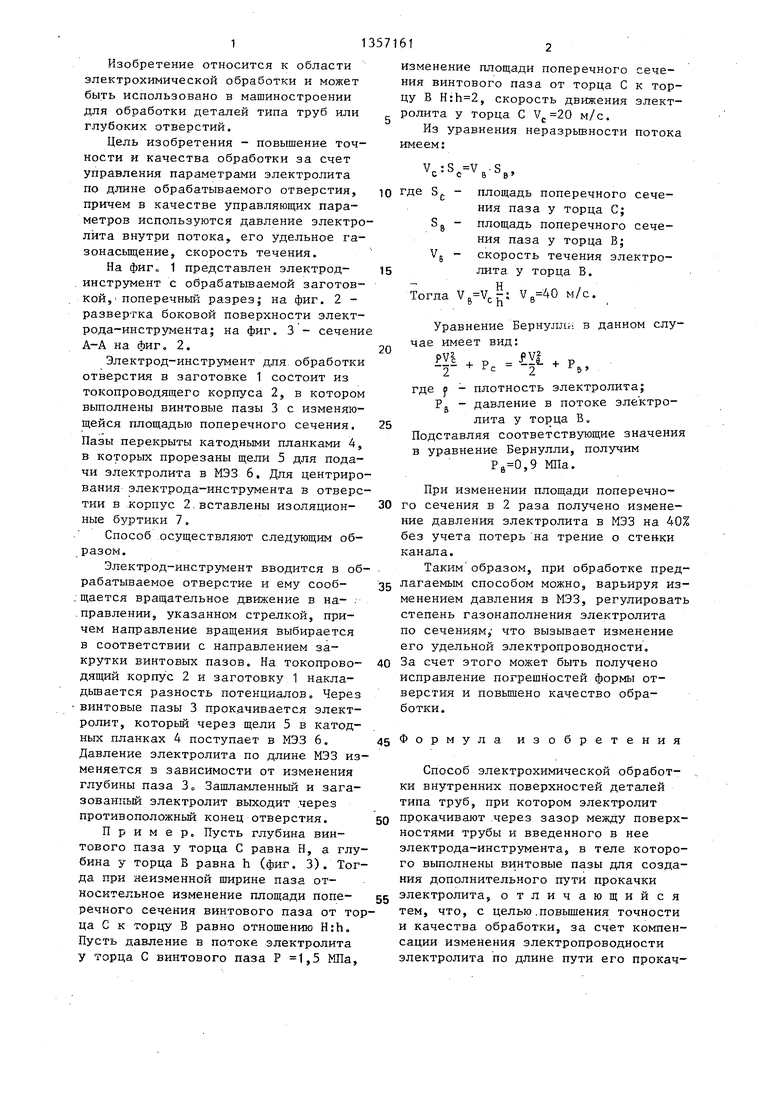
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ электрохимического формообразования регулярного рельефа | 1990 |
|
SU1775249A1 |
| Устройство для электрохимической обработки ступенчатых валов | 2015 |
|
RU2623971C2 |
| Способ электрохимического хонингования | 1984 |
|
SU1227382A1 |
| СПОСОБ ЭЛЕКТРОХИМИЧЕСКОЙ ОБРАБОТКИ НЕПРОФИЛИРОВАННЫМ ЭЛЕКТРОДОМ-ИНСТРУМЕНТОМ И УСТРОЙСТВА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2016 |
|
RU2647413C2 |
| ЭЛЕКТРОД-ИНСТРУМЕНТ | 1992 |
|
RU2086367C1 |
| Способ электрохимического формообразования регулярного рельефа | 1989 |
|
SU1696197A1 |
| Электрод-инструмент для электрохимического хонингования наружных поверхностей деталей типа тел вращения | 1987 |
|
SU1421476A1 |
| СПОСОБ ЭЛЕКТРОХИМИЧЕСКОЙ ОБРАБОТКИ ТИТАНА И ТИТАНОВЫХ СПЛАВОВ | 2003 |
|
RU2220031C1 |
| ЭЛЕКТРОДНЫЙ БЛОК ДЛЯ ЭЛЕКТРОХИМИЧЕСКОЙ ОБРАБОТКИ ВИНТОВОГО ЗУБЧАТОГО ПРОФИЛЯ В ОТВЕРСТИИ ТРУБЧАТОЙ ЗАГОТОВКИ | 2014 |
|
RU2586365C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПЕЧАТНЫХ ПЛАТ ИЗ ФОЛЬГИРОВАННЫХ ДИЭЛЕКТРИКОВ | 2012 |
|
RU2519266C2 |
Изобретение может быть использо- вано для электрохимической обработки внутренних поверхностей труб. Цель изобретения - повьшение точности и качества обработки за счет компенсации изменения электропроводности электролита по длине пути его прокачки. На рабочей поверхности электрода выполняют винтовые пазы для создания дополнительного пути прокачки электролита. Пазы выполняют с монотонно изменяющейся глубиной, определяемой из условия сохранения его электропроводности постоянной в функции изменения температуры и газонасыщения, а электролит подают в зазор между электродом и заготовкой со стороны наибольшей глубины паза. Это позволяет управлять параметрами электролита по длине обрабатываемого отверстия и тем самым повысить точность обработки. 3 ил. (Л СО ел 
(Риг. 5
| Электрод-инструмент для размерной электрохимической обработки | 1980 |
|
SU867589A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
