Изобретение относится к производству изделий из сборного бетона и железобетона и является усовершенствованием изобретения по авт.св. № 1172718.
Цель изобретения - повышение качества торцовых поверхностей кольцевых изделий большого диаметра.
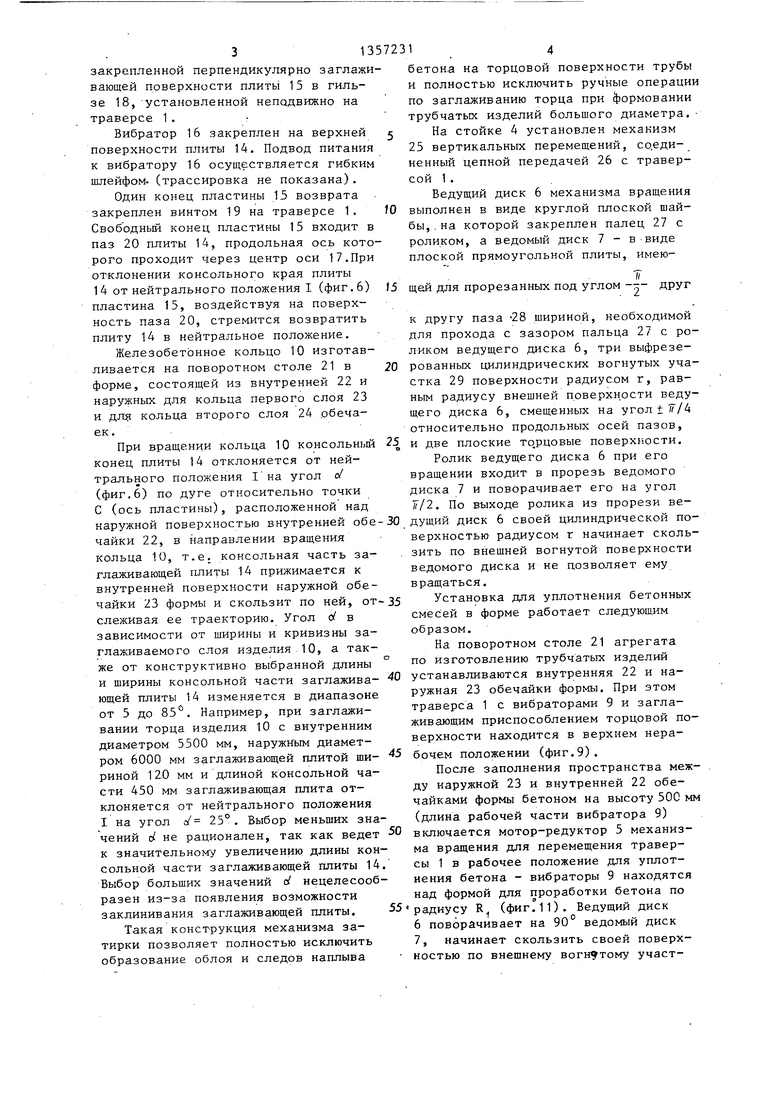
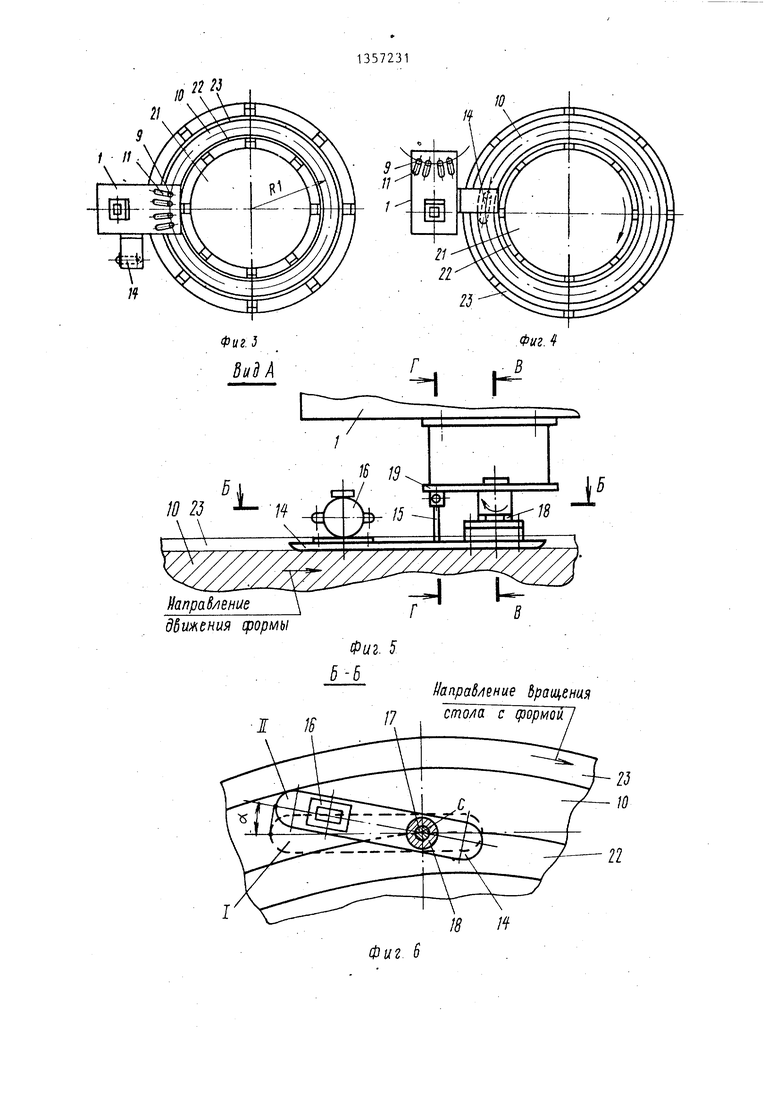
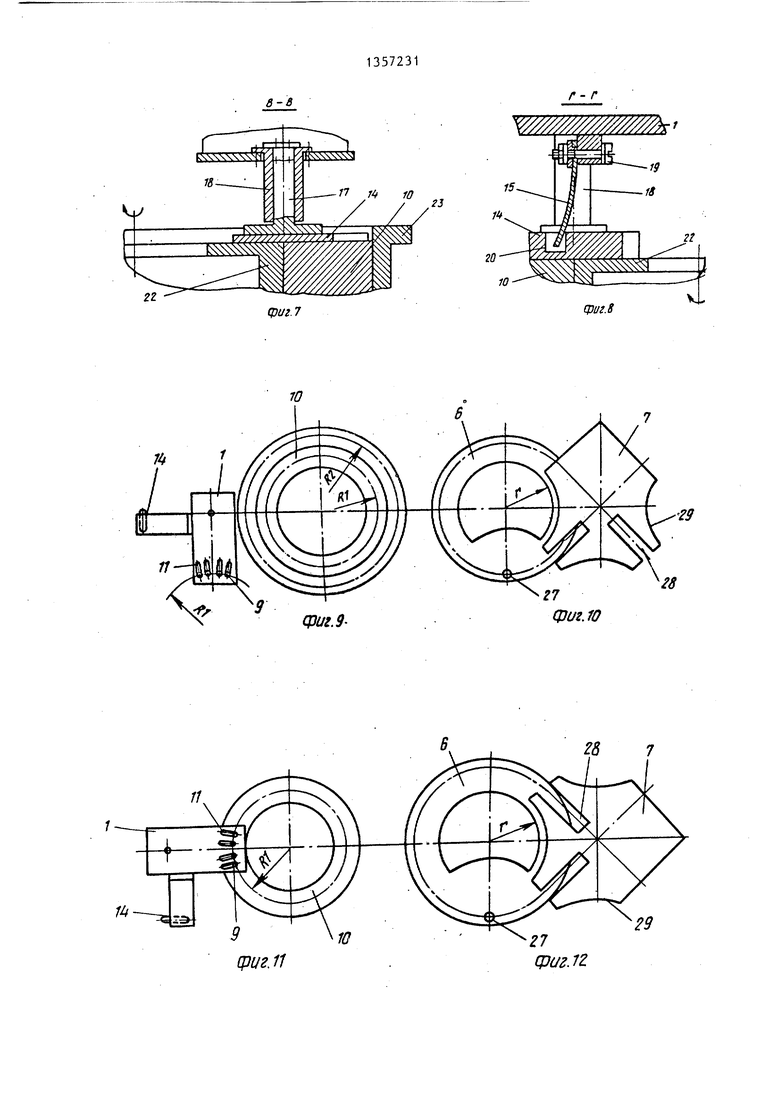
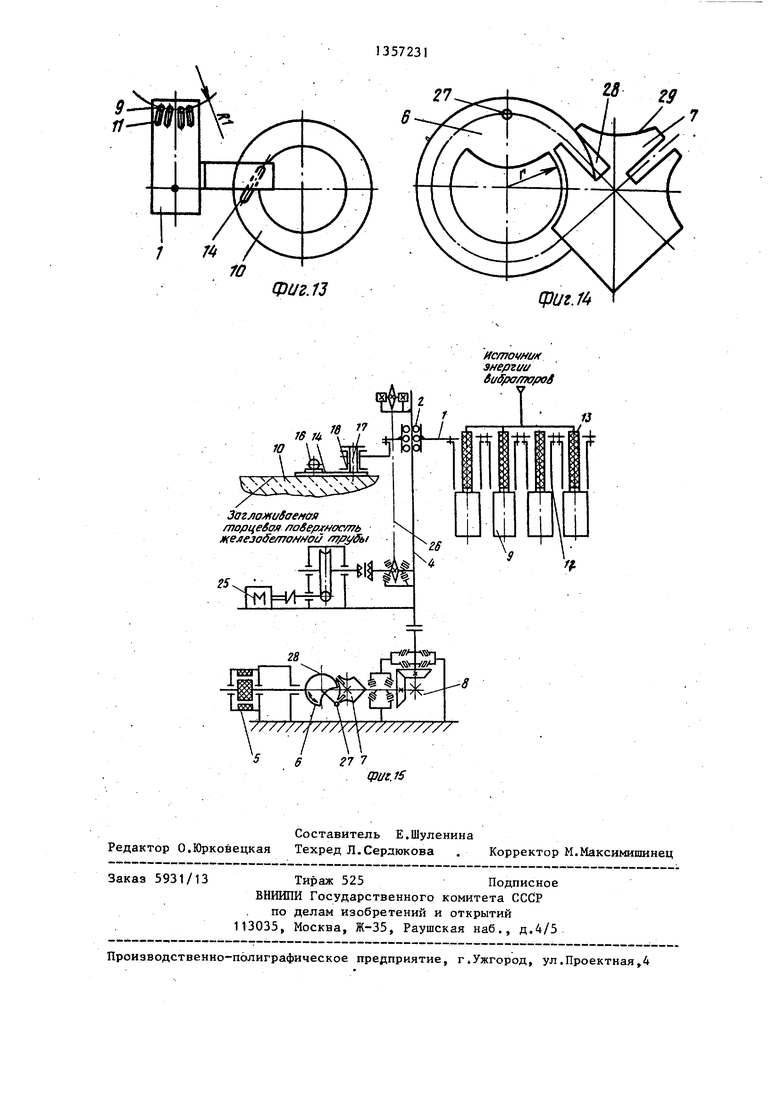
На фиг.1 схематично изображена установка для уплотнения бетонных смесей Б форме в момент расположения вибраторов над формой; общий вид; на фиг.2 - то же, -в момент расположения механизма затирки над формой; на фиг.З - установка в момент расположения вибраторов над формой, план; на фиг.А - то же, в момент заглаживания торца трубы; на фиг.З - вид А на фиг.2; на фиг.6 - сечение Б-Б на фиг.З; на фиг.7 - сечение В-В на фиг.З; на фиг.8 - сечение Г-Г на фиг.З; на фиг.9 - вертикально подвижная траверса в нерабочем относительно поворотного стола с формой положении план; на фиг.10 - ведущий и ведомый диски механизма поворота при нерабочем положении траверсы;на фиг.11 - вертикально подвижная траверса при нахождении глубинных вибраторов над фЪрмой по радиусу R, план; на фиг. 1 ведущий и ведомый диски механизма поворота при нахождении глубинных вибраторов над формой по радиусу на фиг.13 - вертикально подвижная траверса при нахождении заглаживающего приспособления торцовой поверхности над формой, план;на фиг.14 - ведущий и ведомый диски механизма поворота при нахождении заглаживаю- щего приспособления торцовой поверхности, над формой; на фиг.13 - кинематическая схема установки.
Установка для уплотнения бетонных смесей в форме состоит из вертикаль- но подвижной траверсы 1, перемещающейся на роликовых опорах кареток 2, закрепленных на ней, вдоль направляющих элементов 3, вертикальной опорной стойки 4 с механизмом ее враще- ния, в который входят мотор-редуктор 3, ведущий 6 и ведомый 7 диски и . конический редуктор 8. На одной стороне траверсы 1 расположена труппа глубинных вибраторов 9, например, в количестве четырех штук для уплотнения бетона при формовании железобетонного кольца 10. Рама траверсы 1 снабжена несколькими, по количеству
устанавливаемых глубинных вибраторов 9, радиальными по отношению к формуемому изделию 10 пазами 11, вдоль которых перемещаются вибраторы 9 с помощью механизма горизонтального перемещения глубинных вибраторов (не показан).
Для уплотнения бетона при формовании внутреннего слоя железобетонного кольца 10 глубинные вибраторы 9 располагаются в пазах 11 с помощью механизма горизонтального перемещени с необходимым, например 300 мм, ща- гом друг от друга по дуге срединного радиуса R. Для уплотнения бетона при формовании наружного (защитного) слоя железобетонного кольца глубинные вибраторы 9, перемещаясь в пазах 11 с помощью механизма горизонтального перемещения, располагаются с равномерным шагом по дуге срединного радиуса R.
Все вибраторы 9 крепятся в пазах
11траверсы 1 на гильзах-удлинителях
12через виброгасящее устройство (не показано). Длина гильзы-удлинителя 12 вместе с вибратором 9 составляет 2-3 мм (в зависимости от требуемой высоты формуемого кольца).
Подвод воздуха к вибраторам 9 осуществляется по гибким шлангам 13, протянутым внутри гильз-у линителей 12 и далее проложенным по стойке 4 (трассировка шлангов не показана). Подача воздуха может осуществляться от заводской пневмосети или от компрессора.
Гильза-удлинитель 12 выполнена в , виде трубы. В верхней части гильзы 12 приварен фланец-ползун (не показано) , с помощью которого гильза 12 устанавливается на раме траверсы 1 с возможностью перемещения вдоль радиального паза 11 путем скольжения фланца-ползуна по канавкам прямоугольного сечения, выполненным в раме траверсы 1 вдоль вертикальных стенок паза 11.
Ка раме траверсы 1 закреплено заглаживающее приспособление торцовой поверхности кольца 10, содержащее плиту 14 с механизмом возврата ее в нейтральное положение, например, в виде пластины 13 и вибратором,16 для уплотнения торцовой поверхности кольца 10 при заглаживании. Плита 14 установлена консольно на траверсе 1 с возможностью поворота вокруг оси 17,
закрепленной перпендикулярно заглаживающей поверхности плиты 15 в гильзе 18, установленной неподвижно на траверсе 1.
Вибратор 16 закреплен на верхней поверхности плиты 14. Подвод питания к вибратору 16 осуществляется гибким шлейфом, (трассировка не показана).
Один конец пластины 15 возврата закреплен винтом 19 на траверсе 1. Свободный конец пластины 15 входит в паз 20 плиты 14, продольная ось которого проходит через центр оси 17.При отклонении консольного края плиты 14 от нейтрального положения I (фиг.6) пластина 15, воздействуя на поверхность паза 20, стремится возвратить плиту 14 в нейтральное положение.
Железобетонное кольцо 10 изготавливается на поворотном столе 21 в форме, состоящей из внутренней 22 и наружных для кольца первого слоя 23 и дл кольца второго слоя 24 .обечаек.
бетона на торцовой поверхности трубы и полностью исключить ручные операции по заглаживанию торца при формовании трубчатых изделий большого диаметра.
5 На стойке 4 установлен механизм 25 вертикальных перемещений, со.еди- ненный цепной передачей 26 с траверсой 1 .
Ведущий диск 6 механизма вращения
fO выполнен в виде круглой плоской шайбы, .на которой закреплен палец 27 с роликом, а ведомый диск 7 - в виде плоской прямоугольной плиты, имею(5
щей для прорезанных под углом -j- друг
к другу паза -28 шириной, необходимой для прохода с зазором пальца 27 с роликом ведущего диска 6, три выфрезе- 20 рованных цилиндрических вогнутых участка 29 поверхности радиусом г, равным радиусу внещней поверхности ведущего диска 6, смещенных на угол t/Г/4 относительно продольных осей пазов. При вращении кольца 10 консольный 25 и две плоские то,рцовые поверхности, конец плиты 14 отклоняется от ней- Ролик ведущего диска 6 при его трального положения 1 на угол о/ вращении входит в прорезь ведомого (фиг.6) по дуге относительно точки диска 7 и поворачивает его на угол С (ось пластины), расположенной над /Г/2. По выходе ролика из прорези ве- наружной поверхностью внутренней обе-30 дущий диск 6 своей цилиндрической по- чайки 22, в направлении вращения верхностью радиусом г начинает сколь- кольца 10, т.е. консольная часть за- зить по внешней вогнутой поверхности глаживающей плиты 14 прижимается к внутренней поверхности наружной обечайки 23 формы и скользит по ней, от-35 Установка для уплотнения бетонных слеживая ее траекторию. Угол о в смес ей в форме работает следуюш,им зависимости от ширины и кривизны за- образом, глаживаемого слоя изделия. 10, а также от конструктивно выбранной длины
ведомого диска и не позволяет ему вращаться.
На поворотном столе 21 агрегата по изготовлению трубчатых изделий
и ширины консольной части заглажива- 40 устанавливаются внутренняя 22 и на- ющей плиты 14 изменяется в диапазоне РУжная 23 обечайки формы. При этом
от 5 до 85 . Например, при заглажитраверса 1 с вибраторами 9 и заглавании торца изделия 10 с внутренним живающим приспособлением торцовой по- диаметром 5500 мм, наружным диамет- верхности находится в верхнем нера- ром 6000 мм заглаживающей плитой ши- бочем положении (фиг.9). риной 12.0 мм и длиной консольной ча- После заполнения пространства межсти 450 мм заглаживающая плита отклоняется от нейтрального положения I на угол с/ 25° . Выбор меньших значений d- не рационален, так как ведет 0 к значительному увеличению длины консольной части заглаживающей плиты 14. Выбор больших значений с нецелесообразен из-за появления возможности заклинивания заглаживающей плиты, 55
Такая конструкция механизма затирки позволяет полностью исключить образование облоя и следов наплыва
72314
бетона на торцовой поверхности трубы и полностью исключить ручные операции по заглаживанию торца при формовании трубчатых изделий большого диаметра.
5 На стойке 4 установлен механизм 25 вертикальных перемещений, со.еди- ненный цепной передачей 26 с траверсой 1 .
Ведущий диск 6 механизма вращения
fO выполнен в виде круглой плоской шайбы, .на которой закреплен палец 27 с роликом, а ведомый диск 7 - в виде плоской прямоугольной плиты, имею(5
щей для прорезанных под углом -j- друг
к другу паза -28 шириной, необходим для прохода с зазором пальца 27 с ликом ведущего диска 6, три выфрез рованных цилиндрических вогнутых у стка 29 поверхности радиусом г, ра ным радиусу внещней поверхности ве щего диска 6, смещенных на угол t/ относительно продольных осей пазов и две плоские то,рцовые поверхности Ролик ведущего диска 6 при его вращении входит в прорезь ведомого диска 7 и поворачивает его на угол /Г/2. По выходе ролика из прорези в дущий диск 6 своей цилиндрической верхностью радиусом г начинает ско зить по внешней вогнутой поверхнос Установка для уплотнения бетонн смес ей в форме работает следуюш,им образом,
ведомого диска и не позволяет ему вращаться.
к другу паза -28 шириной, необходим для прохода с зазором пальца 27 с ликом ведущего диска 6, три выфрез рованных цилиндрических вогнутых уч стка 29 поверхности радиусом г, рав ным радиусу внещней поверхности вед щего диска 6, смещенных на угол t/Г относительно продольных осей пазов и две плоские то,рцовые поверхности Ролик ведущего диска 6 при его вращении входит в прорезь ведомого диска 7 и поворачивает его на угол /Г/2. По выходе ролика из прорези ве дущий диск 6 своей цилиндрической п верхностью радиусом г начинает скол зить по внешней вогнутой поверхност Установка для уплотнения бетонны смес ей в форме работает следуюш,им образом,
На поворотном столе 21 агрегата по изготовлению трубчатых изделий
ду наружной 23 и внутренней 22 обечайками формь: бетоном на высоту 500 м (длина рабочей части вибратора 9) включается мотор-редуктор 5 механизма вращения для перемещения траверсы 1 в рабочее положение для уплотнения бетона - вибраторы 9 находятся над формой для проработки бетона по радиусу R (фиг.11). Ведущий диск 6 поворачивает на 90° ведомый диск 7, начинает скользить своей поверхностью по внешнему вогнутому участ5
10
15
25
у 29 поверхности ведомого диска 7 не позволяет ему вращаться. Вместе ведомым диском 7 поворачиваются на 0 шестерня конического редуктора , передаточное число которого Up 1,0, и опорная стойка А с располоенной на ней траверсой 1. По комане конечного выключателя (не показан) отор 5 отключается.
Группа вибраторов 9 располагается над формой Д.ПЯ проработки бетона в орме по радиусу R.
Включаются вибраторы 9, и механизм 25 вертикальных перемещений опускает траверсу 1. Вибраторы 9 в бетон включенными и работают в течение времени, необходимого для уплотнения бетона. После этого траверса 1 поднимается. Для проработки следую- п щего участка бетона необходимо повернуть стол 21 с формой на ЗО и повторить полностью процесс уплотнения бетона. Всего установка прорабатывает 12 участков.
Затем пространство между наружной 23 и внутренней 22 обечайками формы заполняется еще одним слоем бетона высотой 500 мм и производится его уплотнение аналогично описанному.
Таким образом происходит послойная проработка бетона в форме вплоть до получения нужной высоты трубчатого изделия. Затем траверса 1 поворачивается в положение для работы заглаживающего приспособления (фиг.13 и 14) .
Включается механизм 25 вертикальных перемещений на опускание траверсы 1 до момента касания заглаживающей плитой 14 фланца внутренней обечайки 22 формы. По команде конечного выключателя механизм 25 отключается, включаются вибратор 16 и привод вращения поворотного стола 21. При вращении трубчатого изделия 10 консольный конец плиты 14 отклоняется к периферии и прижимается к внутренней поверхности наружной обечайки 23 формы (положение II). Вращение стола происходит в течение времени, необходимого для заглаживания торца кольца 10. После этого стол 21 останавливается, плита 14 возвращается в положение Т, траверса 1 поднимается и поворачивается в нерабочее положение (фиг.9).
30
35
40
45
50
55
После достижения бетоном необходимой прочности снимается наружная обечайка 23 формы и на наружную цилиндрическую поверхность бетонного кольца производится непрерывная намотка- канатной арматуры. Затем устанавливаются арматурный каркас и наружная обечайка 24 для формования второго (по толщине) защитного слоя кольца с радиусом проработки бетона R.
После заполнения пространства между наружной обечайкой 24 кольца второго этапа формования и наружной цилиндрической поверхностью кольца первого этапа формования бетоном на высоту 500 мм включается мотор-редуктор 5 механизма вращения для перемещения рамы траверсы 1 в рабочее положение (вибраторы 9 над формой). При этом группа вибраторов 9 с помощью механизма горизонтального перемещения глубинных вибраторов располагается в пазах 11 рамы траверсы 1 по дуге срединного радиуса R. Соответствующее положение ведущего 6 и ведомого 7 дисков механизма вращения показано на фиг.12. Дальнейшая работа по уплотнению бетона производится аналогично. Весь процесс аналогичен процессу формования первого этапа.
После достижения бетоном второго этапа формования необходимой прочно-- сти снимается наружная обечайка 24 защитного слоя, кольцо транспортируется на площадку для готовых изделий .
40
Формула изо
р е т е н и я
Установка для уплотнения бетонных смесей в форме по авт.св.Ъ 1172718, отличающаяся тем, что, с целью повышения качества торцовых поверхностей кольцевых изделий большого диаметра, она снабжена смонти- рованнм на траверсе заглаживающим приспособлением в виде поворотной в горизонтальной плоскости плиты с возбудителем колебаний и механизмом возврата, причем угол поворота плиты, образованный ее продольной осью и касательной к окружности, проходящей через ось поворота плиты, составляет 5-85 .
23 I
Фиг. 1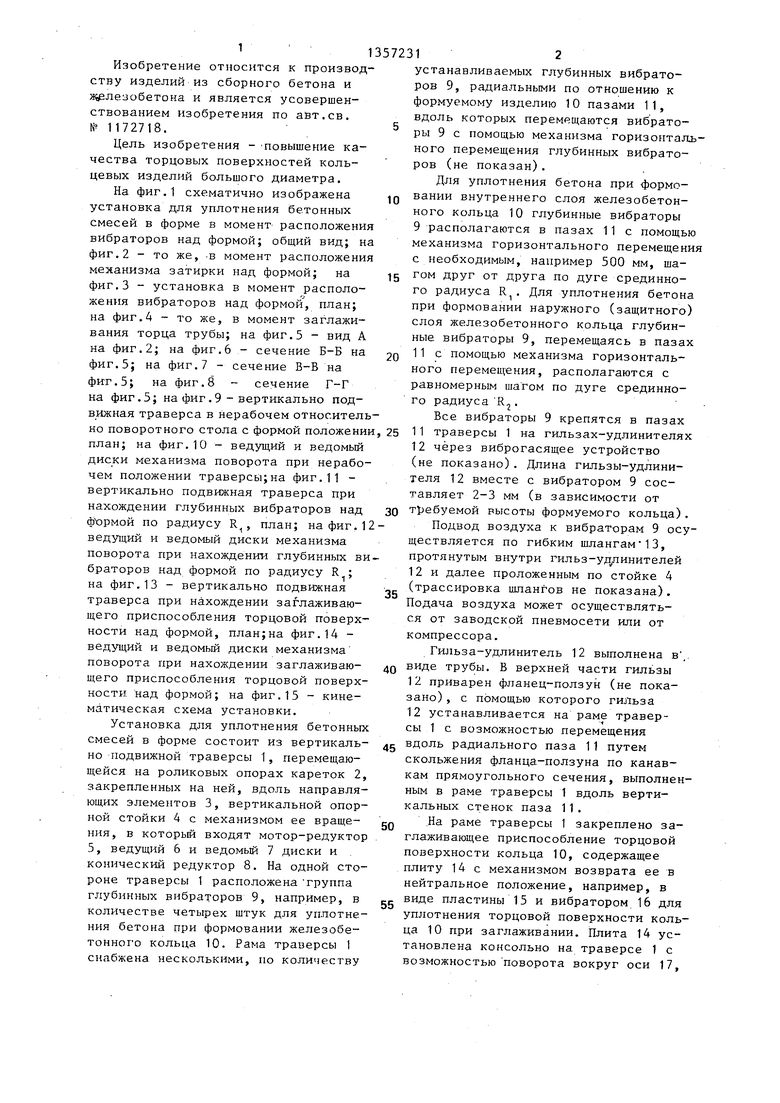
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для уплотнения бетонных смесей в форме | 1987 |
|
SU1426796A2 |
| Установка для уплотнения бетонных смесей в форме | 1983 |
|
SU1172718A1 |
| Установка для уплотнения бетонных смесей в форме | 1981 |
|
SU1073105A1 |
| Рабочий орган заглаживающего устройства | 1972 |
|
SU446427A1 |
| Каток | 1979 |
|
SU802441A1 |
| Головка для формования труб из бетонных смесей | 1978 |
|
SU688342A1 |
| Устройство для отделки поверхностей строительных изделий | 1982 |
|
SU1066818A1 |
| ДИСКОВЫЙ ЗАГЛАЖИВАЮЩИЙ РАБОЧИЙ ОРГАН | 2006 |
|
RU2332300C1 |
| Установка для изготовления бетонных и железобетонных изделий кольцевого сечения | 1990 |
|
SU1756164A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПРОФИЛЬНЫХ И ПЛОСКИХ ИЗДЕЛИЙ, ПРЕИМУЩЕСТВЕННО ЧЕРЕПИЦЫ, НЕПРЕРЫВНЫМ ФОРМОВАНИЕМ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1992 |
|
RU2038972C1 |
Изобретение относится к производству изделий из сборного бетона ч и железобетона. Цель - повышение качества торцовых поверхностей кольцевых изделий большого диаметра. Для этого установка снабжена заглаживающим приспособлением в виде поворотной в горизонтальной плоскости плиты с механизмом ее возврата в нейтральное положение в виде пластины и вибратором. Угол поворота плиты составляет 5-85. При вращении трубчатого изделия консольный конец плиты отклоняется к периферии и прижимается к внутренней поверхности наружной обечайки формы. 15 ил. о:) 01 ю со N)
Фае 2
Л
«/((
65тения (popмы
/
Фиг. 5
5-5
f/anpae/teHue дращени /7 сто/1 а с (рормЖ
П
Фиг 6
3-3
г- г
(риг. 7
фиг. 8
V.
7«
(риг. 9
S
(риг. 11
29
фиг.13
сриг.Г
W /« Т
х 14 N ,
Заглаживаемая гпорцебая no8epjrHac/77b 1келезо&ето ной
27 7
HcmovHUff
энергии
биУра/шроЛ
Составитель Е.Шуленина Редактор О.Юрковецкая Техред Л.Сердюкова . Корректор М.Максимишинец
5931/13
Тираж 525Подписное
ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб., д.4/5
Производственно-полиграфическое предприятие, г Ужгород, ул.Проектная,4
| Установка для уплотнения бетонных смесей в форме | 1983 |
|
SU1172718A1 |
| Видоизменение прибора с двумя приемами для рассматривания проекционные увеличенных и удаленных от зрителя стереограмм | 1919 |
|
SU28A1 |
