Изобретение относится к производству изделий из сборного бетона и железобетона.
Цель изобретения - обеспечение удобства эксплуатации и увеличения срока службы заглаживающего приспособления.
На фиг.1 изображено устройство для уплотнения бетонных смесей в фор ме в момент расположения вибраторов над формой, общий вид; на фиг.2 - то же, в момент расположения механизма затирки и опорного элемента качения над формой, общий вид; на фиг.З то же, в момент расположения вибраторов над формой, вид в плане; на фиг.4 - to же, в момент расположения механизма затирки и опорного элемента качения над формой, вид в плане; на фиг.З - вид Л на фиг.2; на фиг.6 сечение Б-Б на фиг.З; на фиг.7 - вид Б на фиг.З; на фиг.8 - сечение Г-Г на фиг.З; на фиг.9 - сечение Д-Д на фиг.З; на - кинематическая схема устройства.
Устройство для уплотнения бетонных смесей в форме состоит из вертикально подвижной траверсы 1, перемещающейся на роликовых опорах кареток
2,закрепленных на ней, вдоль направляющих элементов 3, вертикальной опоной стойки 4 с механизмом ее враще-. ния, в который входят мотор-редуктор
3,ведущий 6 и ведомый 7 диски и конический редуктор 8.
На траверсе 1 расположена группа глубинных вибраторов 9, например, в количестве 4 шт., для уплотнения бетона при формировании железобетонного кольца 10.
Рама траверсы 1 снабжена несколькими, по количеству устанавливаемых глубинных вибраторов 9, радиальными по отношению к формуемому изделию пазами 11, вдоль которых перемещаютс вибраторы 9 с помощью механизма горизонтального перемещения глубинных вибраторов (не показано).
Для уплотнения.бетона при формовании внутреннего слоя железобетонно го кольца 10 глубинные вибраторы 9 располагаются в пазах 11 с помощью механизма их горизонтального переме- щения с необходимым, например 300 мм шагом друг от друга по дуге срединного радиуса первого формуемого слоя кольца.
5
0
Q 5 0
г
5
0
5
Для уплотнения бетона при формовании наружного (защитного) слоя железобетонного кольца глубинные вибраторы 9, перемещаясь в пазах 11 с помощью механизма горизонтального перемещения глубинных вибраторов, располагаются с равномерным шагом по дуге срединного радиуса второго формируемого слоя кольца.
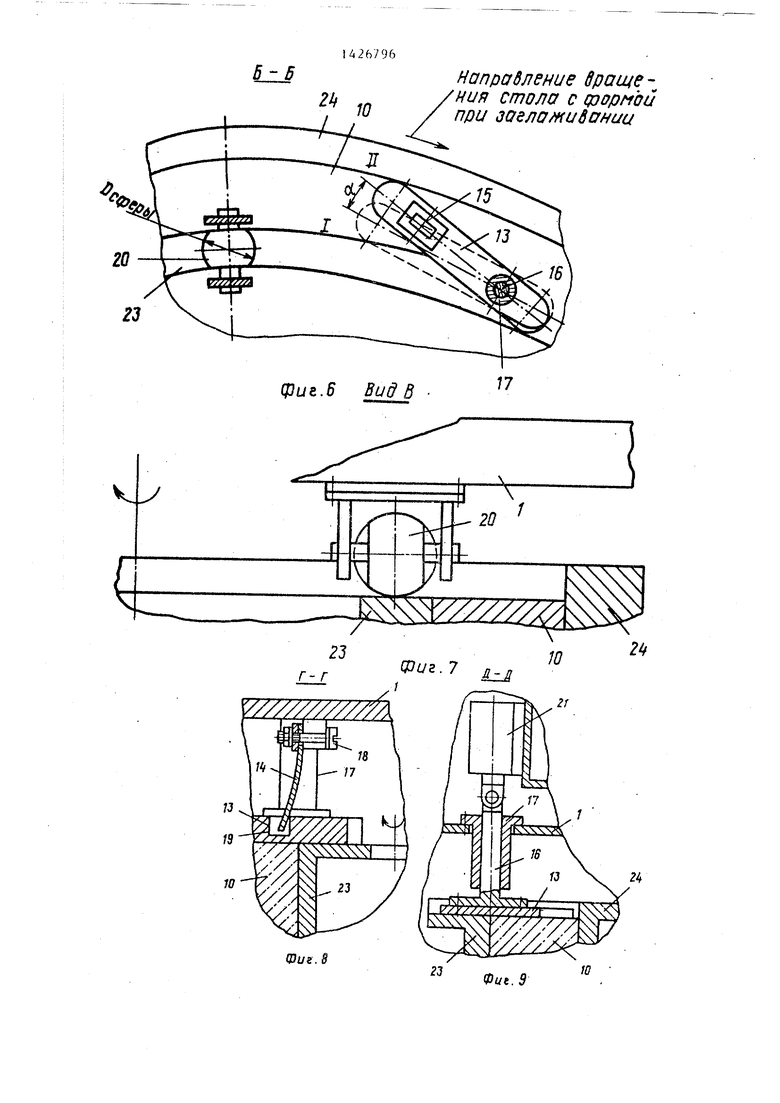
Подвод воздуха к вибраторам 9 осуществляется по гибким шлангам 12 (трассировка шлангов не показана). Подача воздуха (не показана) может осуществляться от заводской пневмосе- ти или от компрессора.
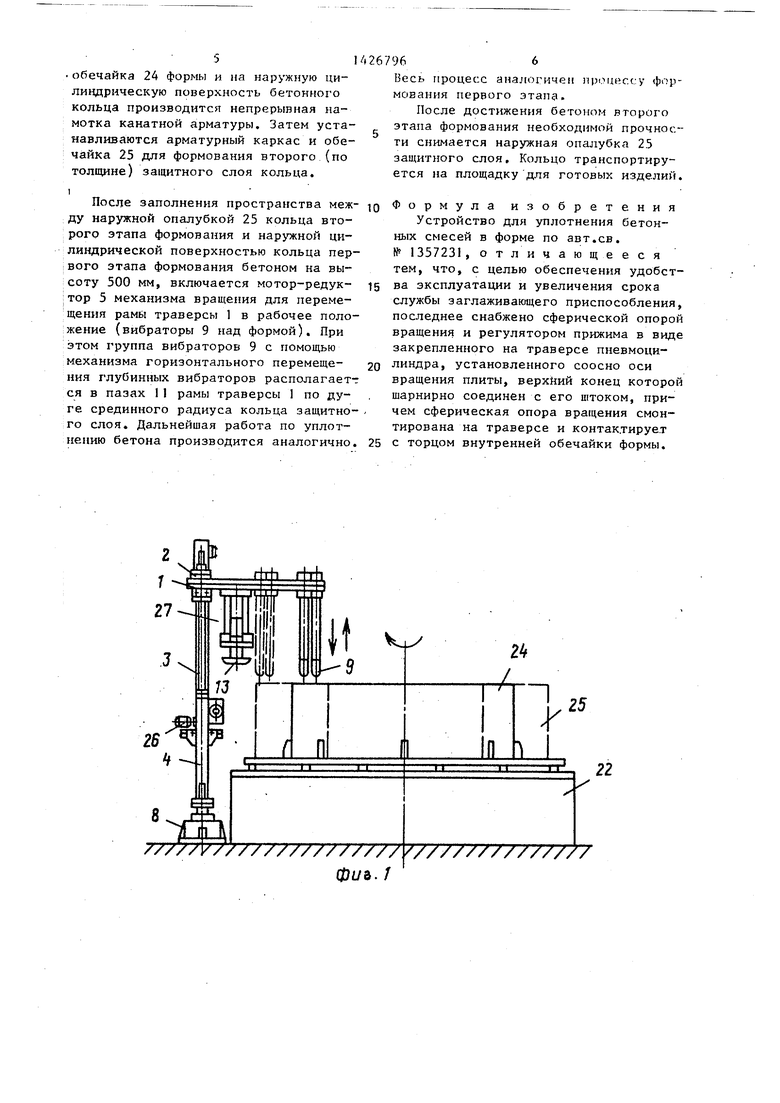
На раме траверсы 1 закреплено заглаживающее приспособление торцовой поверхности кольца 10, содержащее плиту 13 с механизмом возврата ее в нейг тральное положение, например, в виде пластины 14, и вибратором 13 для , уплотнения торцовой поверхности кольца 10 при заглаживании.
Плита 13 установлена на траверсе 1 с возможностью поворота с помощью оси 16, закрепленной перпендикулярно заглаживающей поверхности плиты 13 в гильзе 17, установленной неподвижно на траверсе 1. Вибратор 13 закреплен на верхней поверхности плиты 13. Подвод питания к вибратору 13 осуществляется гибким шлейфом (трассировка не показана).
Один конец пластины 14 во.зврата закреплен винтом 18 на траверсе 1« Свободный конец пластины 14 входит в паз 19 плиты 13, продольная ось которого проходит через центр оси 16. При отклонении консольного края плиты 13 от 1ейтрального положения Т пластина 14, воздействуя на поверхность паза 19, стремится возвратить плиту 13 в нейтральное положение.
Для обеспечения постоянного оптимального давления на плиту 13 на траверсе 1 з.акреплена сферическая опора 20 вращения со сферической наружной поверхностью, воспринимающей нагрузку от массы траверсы , а ось 16 поворота плиты 13 шарнирно соединена со штоком поршневого пневмоци- линдра 21, закрепленного на траверсе 1. Подвод воздуха к пневмоцилиндру (не показано) может осуществляться от той же заводской пневмосети или от компрессора, что подают воздух к глубинньм вибраторам 9.
Железобетонное кольцо 10 изготавливается на поворотном столе 22 Б форме, состоящей из внутренней 23 и наружных: 24 - для кольца первого слоя, 25 - для кольца второго слоя обечаек.
Сферическая опора 20 вращения предотвращает интенсивный износ плиты 13, так как воспринимает нагрузку от значительной части массы траверсы 1 за счет контакта с торцовой поверхностью внутренней обечайки 23 формы. При вращении кольца 10 консольный конец плиты 13 отклоняется от нейтраль- ноге положения J на угол оС относительно точки С (ось пластины), расположенной над наружной поверхностью внутренней обечайки 23, в направлении вращения кольца 10, т.е. консольная часть заглаживающей плиты 13 будет прижиматься к внутренней поверхности наружной обечайки 24 формы и скользить по ней, отслеживая ее траекторию. На стойке 4 установлен меха- низм 26 вертикальных перемещений, соединенный цепной передачей 27 с траверсой 1.
Такая конструкция механизма затирки позволяет снизить энергозатраты и повысить долговечность заглаживающей пластины механизма затирки и обечаек формы за счет обеспечения постоянного оптимального давления заглаживающей пластины на торцовую по- верхность изделия.
Устройство для уплотнения бетонных смесей в форме работает следующим о бразом.
На поворотном столе 22 агрегата по изготовлению трубчатых изделий устанавливаются внутренняя 23 и наружная 24 обечайки формы. При этом траверса 1 с вибраторами 9 и заглаживающим приспособлением торцовой поверх- ности находятся в верхнем нерабочем положении.
После заполнения пространства между наружной 24 и внутренней 23 обечайками формы бетоном на высоту 500 мм (длина рабочей чясти вибратора 9) включается мотор-редуктор 5 механизма вращения для перемещения траверсы 1 в рабочее положение для уплотнения бетона вибраторами 9 внут- реннего слоя кольца 10. Ведущий диск 6 поворачивает на 90 ведомый диск 7. Вместе с последним поворачиваются ла 90 шестерни конического редуктора 8, передаточное число которого Ир 1,0, и опорная стойка 4 с расположенной на ней траверсой 1 . По команде конечного выключателя (не показано) мотор.5 отключается. Группа вибраторов 9 располагается над формой для проработки бетона внутреннего кольца.
Включаются вибраторы 9, и механизм вертикальных перемещений 26 опускает траверсу 1. Вибраторы 9 входят в бетон включенными и работают в течение времени, необходимого для уплотнения бетона. После этого траверса 1 поднимается в верхнее положение. Для проработки следующего участка бетона необходимо повернуть стол 22 с формой на 30° и повторить полностью процесс уплотнения бетона, и так далее, до тех пор, пока не будет проработан весь бетон. Всего установка прорабатывает 12 участков. Затем пространство между наружной 24 и внутренней 23 обечайками формы заполняется еще одним слоем бетона высотой 500 мм и аналогично производится его уплотнение.
Таким образом, происходит послойная проработка бетона в форме вплоть до получения нужной высоты трубчатого изделия.
Затем траверса 1 поворачивается в положение для работы заглаживающего приспособления. Положение траверсы 1 в Р тот момент показано на фиг.4.
Включается механизм 26 вертикальных перемещений на опускание траверсы 1 до момента касания сферической опорой 20 вращения фланца внутренней обечайки 23 формы. По команде конечного выключателя (не показано) механизм 26 отключается. Включается вибратор 15, подается сжатый воздух в пневмоцилиндр 21 и включается привод поворотного ctona 22. При вращении трубчатого изделия консольный конец плиты 13 отклоняется к периферии и прижимается к внутренней поверхности нар окной обечайки 24 формы. Вращение стола происходит в течение времени, необходимого для заглаживания торца кольца 10. После этого стол 22 останавливается. Плита 13 возвращается в положение X. Траверса 1 поднимается в верхнее положение и поворачивается в нерабочее положение.
После достижения бетоном необходимой прочности, снимается наружная
обечайка 24 формы и на наружную цилиндрическую поверхность бетонного кольца производится непрерывная намотка канатной арматуры. Затем уста навливаются арматурный каркас и обе чайка 25 для формования второго (по толщине) защитного слоя кольца.
14267966
Весь процесс аналогичен npi.uKccy формования первого этапа.
После достижения бетоном второго этапа формования необходимой прочности снимается наружная опалубка 25 защитного слоя. Кольцо транспортируется на площадку для готовых изделий.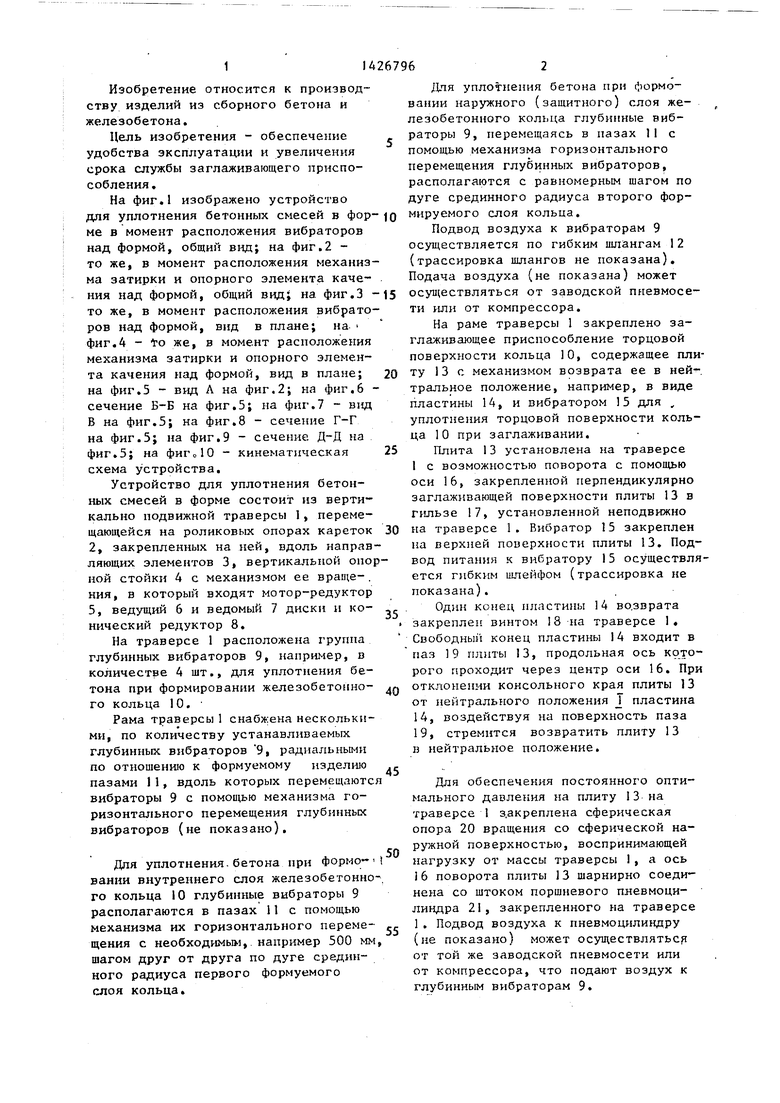

| название | год | авторы | номер документа |
|---|---|---|---|
| Установка для уплотнения бетонных смесей в форме | 1985 |
|
SU1357231A2 |
| Установка для уплотнения бетонных смесей в форме | 1983 |
|
SU1172718A1 |
| Способ изготовления железобетонного объемного блока | 2024 |
|
RU2830661C1 |
| Установка для уплотнения бетонных смесей в форме | 1981 |
|
SU1073105A1 |
| Установка для формования изделий из бетонных смесей | 1984 |
|
SU1172723A2 |
| Установка для формования пустотных железобетонных изделий | 1979 |
|
SU961976A1 |
| Рабочий орган заглаживающего устройства | 1972 |
|
SU446427A1 |
| Установка для изготовления бетонных и железобетонных изделий кольцевого сечения | 1990 |
|
SU1756164A1 |
| Способ непрерывного формования длинномерных бетонных изделий с пустотами и устройство для его осуществления | 1989 |
|
SU1735021A1 |
| Способ строительства бетонной облицовки канала и устройство для его осуществления | 1987 |
|
SU1548325A1 |

Изобретение относится к производству изделий из сборного бетона и железобетона и позволяет обеспечить удобство эксплуатации и увеличение срока службы заглаживающего приспо- собле1шя. Для этого устройство для уплотнения бетонных смесей в форме снабжено сферической опорой вращения 20 и регулятором прижима в виде закрепленного на траверсе 1 пневмоци- линдра 21. Последний установлен со- осно оси вращения плиты 13, верхний конец которой шарнирно соединен с его штоком. Сферическая опора вращения 20 смонтирована на траверсе 1 и контактирует с торцом внутренней обечайки формы. 10 ил. а (Л 21 F,j 1 мйь ъо s CD G5 N) Фиъ, 5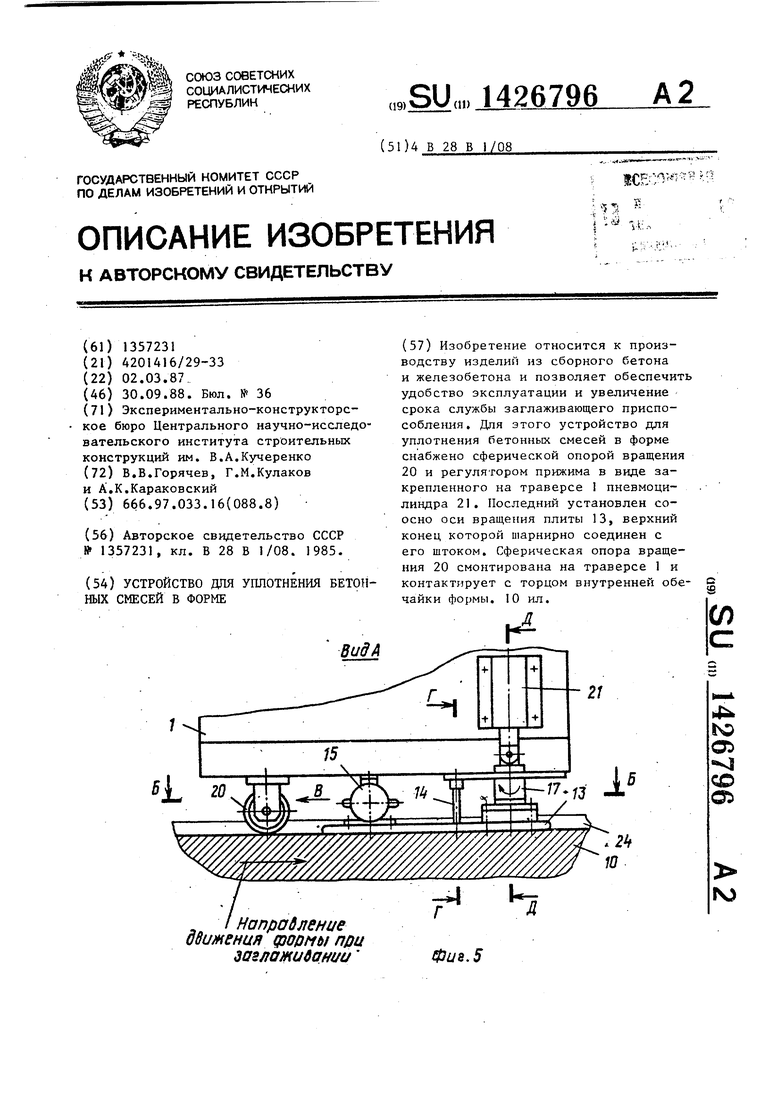
После заполнения пространства между наружной опалубкой 25 кольца второго этапа формования и наружной цилиндрической поверхностью кольца первого этапа формования бетоном на высоту 500 мм, включается мотор-редуктор 5 механизма вращения для перемещения рамы траверсы 1 в рабочее положение (вибраторы 9 над формой). При этом группа вибраторов 9 с помощью механизма горизонтального перемещения глубинных вибраторов располагаете ся в пазах 11 рамы траверсы 1 по дуге срединного радиуса кольца защитного слоя. Дальнейшая работа по уплотнению бетона производится аналогично.
26фиь 1
Формула изобретения Устройство для уплотнения бетонных смесей в форме по авт.св. № 1357231, отличаю щ е е с я тем, что, с целью обеспечения удобства эксплуатации и увеличения срока службы заглаживающего приспособления, последнее снабжено сферической опорой вращения и регулятором прижима в виде закрепленного на траверсе пневмоци- линдра, установленного соосно оси вращения плиты, верхйнй конец которой шарнирно соединен с его штоком, причем сферическая опора вращения смонтирована на траверсе и контактирует с торцом внутренней обечайки формы.
Zk
In
22
Фиг
23
Ч
23
г- г
J
10
ОЗиг. в
Фиг. 7 ff.g
Фие.9
К УЧ v ч v
/
да латибаеная тор- цедая поверхность /железобетонной тру5ы
26
Hcmof HUK энергии диораторое
V
;2
ИГ
ИГ
tfr
г
27 А
сот S
Фик.Ю
| Установка для уплотнения бетонных смесей в форме | 1985 |
|
SU1357231A2 |
| Видоизменение прибора с двумя приемами для рассматривания проекционные увеличенных и удаленных от зрителя стереограмм | 1919 |
|
SU28A1 |
| Приспособление для установки двигателя в топках с получающими возвратно-поступательное перемещение колосниками | 1917 |
|
SU1985A1 |
