ел
С
| название | год | авторы | номер документа |
|---|---|---|---|
| Форма для изготовления виброгидропрессованных труб | 1990 |
|
SU1770126A1 |
| Форма для изготовления виброгидропрессованных трубчатых изделий из бетонных смесей | 1986 |
|
SU1451026A1 |
| ФОРМА ДЛЯ ИЗГОТОВЛЕНИЯ НАПОРНЫХ ВИБРОГИДРОПРЕССОВАННЫХ ЖЕЛЕЗОБЕТОННЫХ ТРУБ С МЕТАЛЛИЧЕСКИМ ЦИЛИНДРОМ | 1991 |
|
RU2005599C1 |
| Форма для изготовления виброгидропрессованных трубчатых изделий из бетонных смесей | 1990 |
|
SU1747281A1 |
| ФОРМА ДЛЯ ИЗГОТОВЛЕНИЯ НАПОРНЫХ ВИБРОГИДРОПРЕССОВАННЫХ ЖЕЛЕЗОБЕТОННЫХ ТРУБ | 1971 |
|
SU313693A1 |
| Форма для изготовления гидропрессованных напорных труб из бетонных смесей | 1986 |
|
SU1329985A1 |
| Устройство для изготовления виброгидропрессованных труб | 1980 |
|
SU903124A1 |
| УСТРОЙСТВО ДЛЯ ФОРМОВАНИЯ ПРЕДВАРИТЕЛЬНО НАПРЯЖЕННЫХ ЖЕЛЕЗОБЕТОННЫХ ТРУБЧАТЫХ ИЗДЕЛИЙ | 1992 |
|
RU2033920C1 |
| Установка для изготовления напорных труб | 1972 |
|
SU442070A1 |
| Форма для изготовления вибро-гидропрессованных труб | 1982 |
|
SU1052391A1 |
Использование: производство изделий кольцевого сечения из бетонных смесей путем длительного обжатия последней в процессе твердения. Сущность: устройство содержит станину, наружную обечайку в виде двух секций, соединенных между собой болтами с тарельчатыми пружинами, конический сердечник с резиновым чехлом, эластичный раструбообразователь, верхнее и нижнее торцовые кольца. Она снабжена полым секционным цилиндром с коническим отверстием, винтовыми домкратами, коромыслообразной траверсой с железобетонными пригрузами. Наружная обечайка выполнена с ребрами, каждая секция в виде сегмента. Пригрузы - в виде цилиндров. Конусность отверстия полого цилиндра равна конусности сердечника. 4 ил,
Изобретение относится к производству изделий кольцевого сечения (например, труб) из бетонных смесей путем длительного обжатия последней в процессе твердения (вибропрессования).
Известна форма для изготовления виб- рогидропрессованных труб, содержащая стенку наружной обечайки, состоящую из двух частей, соединенных между собой болтами с тарельчатыми пружинами, сердечник с надетым на него резиновым чехлом, раструбообразователь, верхнее и нижнее торцовые кольца, соединяющие между собой наружную обечайку и сердечник.
Основным недостатком данной установки (формы и вспомогательного оборудования) являются: большая энергоемкость, связанная с необходимостью поддержания в гидросистеме длительно действующего давления, прессующего через резиновый
чехол бетонную смесь: большая себестоимость готового изделия из-за наличия дорогостоящего оборудования, необходимого для создания и поддержания высокого давления, и затрат высококвалифицированного труда на его обслуживание: сложность самой формы в плане герметизации резинового чехла и исключения подтекания жидкости, находящейся под высоким давлением между ним и сердечником.
Цель изобретения - снижение энергоемкости.
Поставленная цель достигается тем, что установка для изготовления бетонных и железобетонных изделий кольцевого сечения, содержащая наружную обечайку, состоящую из двух частей, соединенных между собой болтами с тарельчатыми пружинами, сердечник с надетым на него резиновым чехлом, раструбообразователь, верхнее и
XI
сл о
т-А
О
-N
нижнее торцовые кольца, соединяющие между собой наружную обечайку и сердечник, стационарно установленный на посту формования, выполненный в форме усеченного конуса, проходящий через отверстие в эластичном раструбообразователе, размещенном на нижнем торцовом кольце, опирающемся на кинематически связанные винтовые домкраты, а между сердечником и резиновым чехлом расположен полый ци- линдр, набранный из отдельных сегментов, причем отверстие его имеет конусность, совпадающую с конусностью сердечника, а верхнее торцовое кольцо через эластичный уплотнитель крепится накидными болтами к наружной обечайке, Установка снабжена также съемной траверсой с жестко расположенными на ней железобетонными пригрузками, один из которых опирается на консольно выступающее кольцо, закреп- ленное на наружной обечайке, а другой на верхнюю торцовую плоскость набранного из сегментов цилиндра.
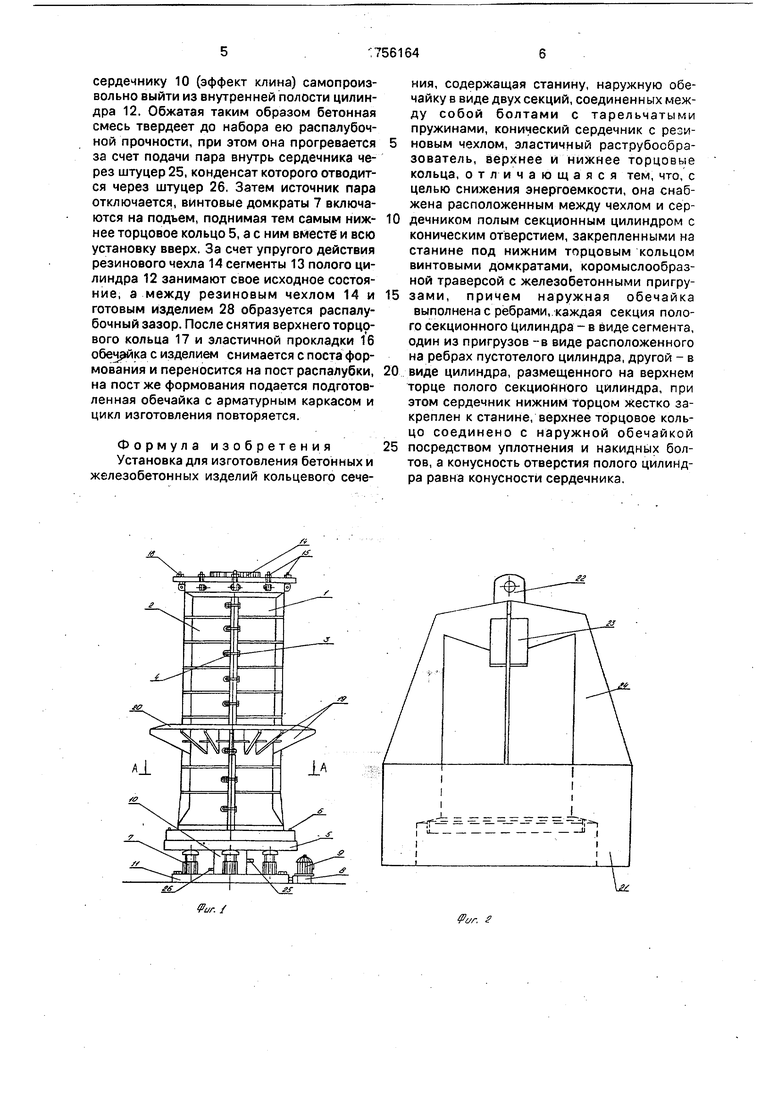
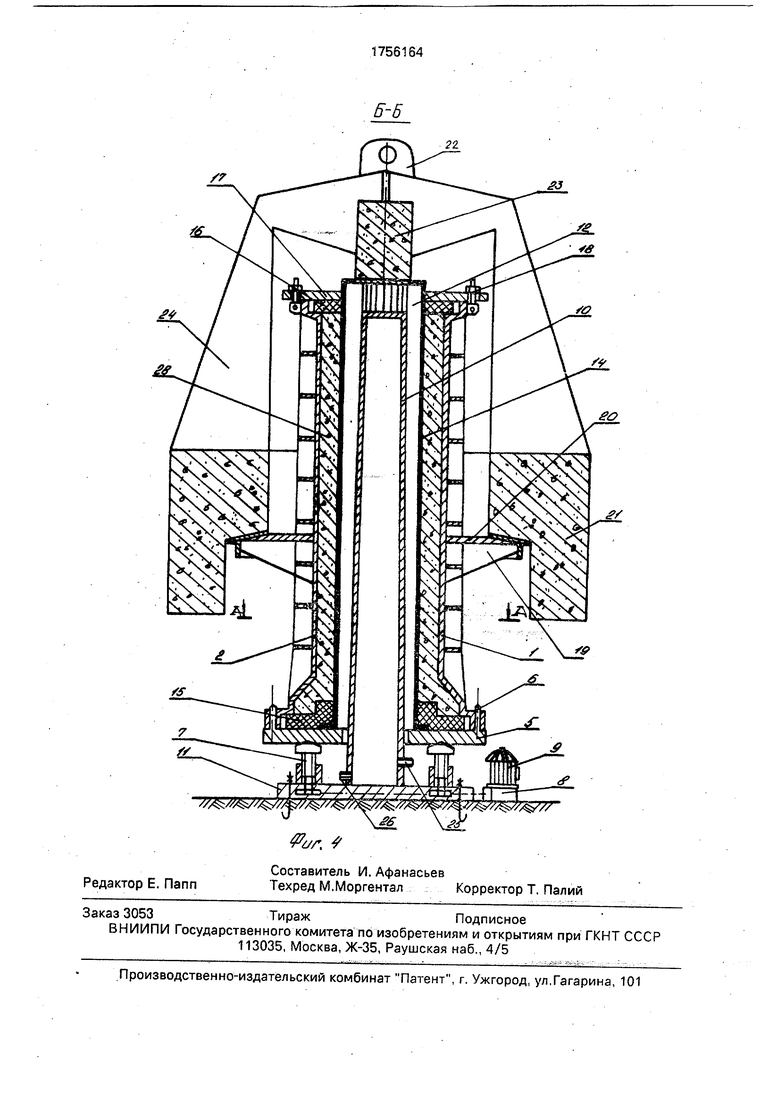
На фиг, 1 изображена установка б еэ сьемной траверсы, общий вид; на фиг. 2съемная траверса, общий вид; на фиг. 3 - разрез А-А на фиг. 1; на фиг. 4 - разрез Б-Б на фиг. 3.
Установка для изготовления бетонных и железобетонных изделий кольцевого сече- ния содержит состоящую из двух секций 1 и 2 цилиндрическую обечайку, целостность которой в сборе обеспечивается болтами 3 с тарельчатыми пружинами 4. Обечайка установлена на нижнее торцовое кольцо 5 и сориентирована на нем посредством штырей-ловителей 6, Торцовое кольцо 5 покоится на винтовых домкратах 7, соединенных между собой и редуктором 8 кинематической связью (условно показана штрихпунк- тирной линией). Приводом редуктора 8 служит электродвигатель 9. Сердечник 10, выполненный в форме усеченного конуса, проходит внутри нижнего торцового кольца 5 по оси его симметрии и стационарно за- креплен к станине 11, надежно заанкерен- ной на посту формования. Сердечник 10 охвачен полым цилиндром с коническим отверстием 12, состоящим из сегментов 13, которые зафиксированы снаружи резиновым чехлом 14, нижний буртик которого прижат к нижнему торцовому кольцу посредством эластичного раструбообразователя 15, а верхний заходит на торцовую поверхность полого цилиндра 12. Формующая полость, образован- ная цилиндрической обечайкой и резиновым чехлом 10 замыкается через эластичное уп- лотнительное кольцо 16 посредством верхнего торцового кольца 17, которое закреплено к секциям 1 и 2 обечайки накидными болтами 18. На секциях 1 и 2 обечайки имеется усиленное ребрами 19 жесткости консольно выступающее кольцо 20, на которое опирается пригруз - цилиндр 21 съемной траверсы 22. На этой же траверсе 22 имеется второй пригруз - цилиндр 23, нижняя опорная поверхность которого размещена на верхней торцовой поверхности пустотелого цилиндра 12, причем расстояние между опорными поверхностями пригрузов строго зафиксировано жесткими коромыслооб- разными ребрами 24. В нижней части сердечника 10 имеются два штуцера: 25 -для подачи пара, 26 - для отвода конденсата.
Внутри формовочной полости размещен арматурный каркас 27 готового изделия 28.
Изготовление изделий в предлагаемой установке производится1 следующим образом.
Собранная наружная цилиндрическая обечайка из секций 1 и 2 с установленным в ней арматурным каркасом 27 переносится к посту формования и становится на нижнее торцовое кольцо 5. Полость, образованная наружной обечайкой и резиновым чехлом 14, заполняется бетонной смесью и уплотняется на первом этапе известным способом (навесными вибраторами, закрепленными на обечайке; условно не показаны). После укладки бетона формующая полость закрывается через эластичное кольцо 16 верхним торцовым кольцом 17, которое крепится к наружной обечайке накидными болтами 18. Затем устанавливается съемная рама, при этом плоскостями опоры ее являются консольно выступающее кольцо 20 обечайки и торец полого цилиндра 12. Включается электропривод 9 редуктора 8, который через кинематическую связь опускает винтовые домкраты 7, при этом за счет веса формы со смесью и пригрузов 21 и 23 траверсы 22 вся установка за исключением сердечника 10 перемещается вниз, при этом за счет внутренней конусности полого цилиндра 12 его сегменты 13, скользя по конусу сердечника 10, передают радиаль- но направленное давление на резиновый чехол, а через него и на бетонную смесь, тем самым уплотняя ее и отжимая излишнюю влагу. После выдержки под пригрузом траверсы 22 в течение 10-15 мин (время, в течение которого интенсивно отжимается излишняя влага через имеющиеся сочленения и неплотности) она снимается и используется на другом посту- формования. Бетонная же смесь будет оставаться под избыточным давлением за счет действия тарельчатых пружин 3, сжимающих секции 1 и 2 обечайки и невозможности коническому
сердечнику 10 (эффект клина) самопроизвольно выйти из внутренней полости цилиндра 12. Обжатая таким образом бетонная смесь твердеет до набора ею распалубоч- ной прочности, при этом она прогревается за счет подачи пара внутрь сердечника через штуцер 25, конденсат которого отводится через штуцер 26. Затем источник пара отключается, винтовые домкраты 7 включаются на подъем, поднимая тем самым ниж- нее торцовое кольцо 5, а с ним вместе и всю установку вверх. За счет упругого действия резинового чехла 14 сегменты 13 полого цилиндра 12 занимают свое исходное состояние, а между резиновым чехлом 14 и готовым изделием 28 образуется распалу- бочный зазор. После снятия верхнего торцового кольца 17 и эластичной прокладки 16 обечайка с изделием снимается с поста формования и переносится на пост распалубки, на пост же формования подается подготовленная обечайка с арматурным каркасом и цикл изготовления повторяется.
Формула изобретения
Установка для изготовления бетонных и железобетонных изделий кольцевого сечеФиг./
ния, содержащая станину, наружную обечайку в виде двух секций, соединенных между собой болтами с тарельчатыми пружинами, конический сердечник с резиновым чехлом, эластичный раструбообра- зователь, верхнее и нижнее торцовые кольца, отличающаяся тем, что, с целью снижения энергоемкости, она снабжена расположенным между чехлом и сердечником полым секционным цилиндром с коническим отверстием, закрепленными на станине под нижним торцовым кольцом винтовыми домкратами, коромыслообраз- ной траверсой с железобетонными пригру- зами, причем наружная обечайка выполнена с ребрами, каждая секция полого секционного цилиндра - в виде сегмента, один из пригрузов -в виде расположенного на ребрах пустотелого цилиндра, другой - в виде цилиндра, размещенного на верхнем торце полого секционного цилиндра, при этом сердечник нижним торцом жестко закреплен к станине, верхнее торцовое кольцо соединено с наружной обечайкой посредством уплотнения и накидных болтов, а конусность отверстия полого цилиндра равна конусности сердечника.
гг
Фаг. 2
4
Фиг.З
sj
/
Ј3
| Форма для изготовления трубчатых железобетонных элементов | 1972 |
|
SU468787A1 |
| Видоизменение прибора с двумя приемами для рассматривания проекционные увеличенных и удаленных от зрителя стереограмм | 1919 |
|
SU28A1 |
