Известны устройства и способы тер мической обработки рельсов с расположением головки вниз. Однако, используемые устройства не поз воляют полностью механизировать процесс термической обработки.
Особенность настоящего изобретения заключается в том, что, с целью механизации закалки, спрееры для подачи охлаждающей жидкости установлены на тележках с подъемным столом, а для кантовки обрабатываемых рельсов на головку на тележках установлены рычажные кантователи.
Устройство представляет собой систему двух тележек, установленных около передаточных стеллажей в технологическом потоке. На тележках смонтированы кантователь рельсов и подъемный стол с закалочными аппаратами. Механизм открывания и закрывания воды расположен отдельно от тележек, а вода в аппараты подается по гибким шлангам от водяного коллектора.
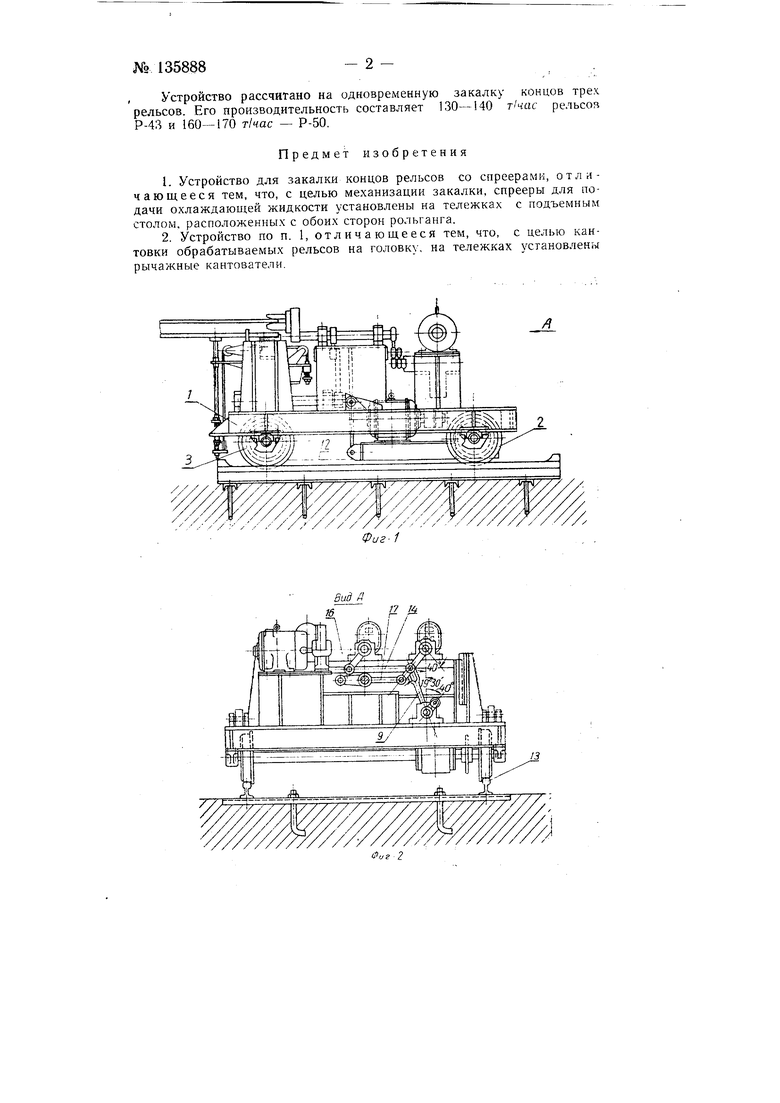
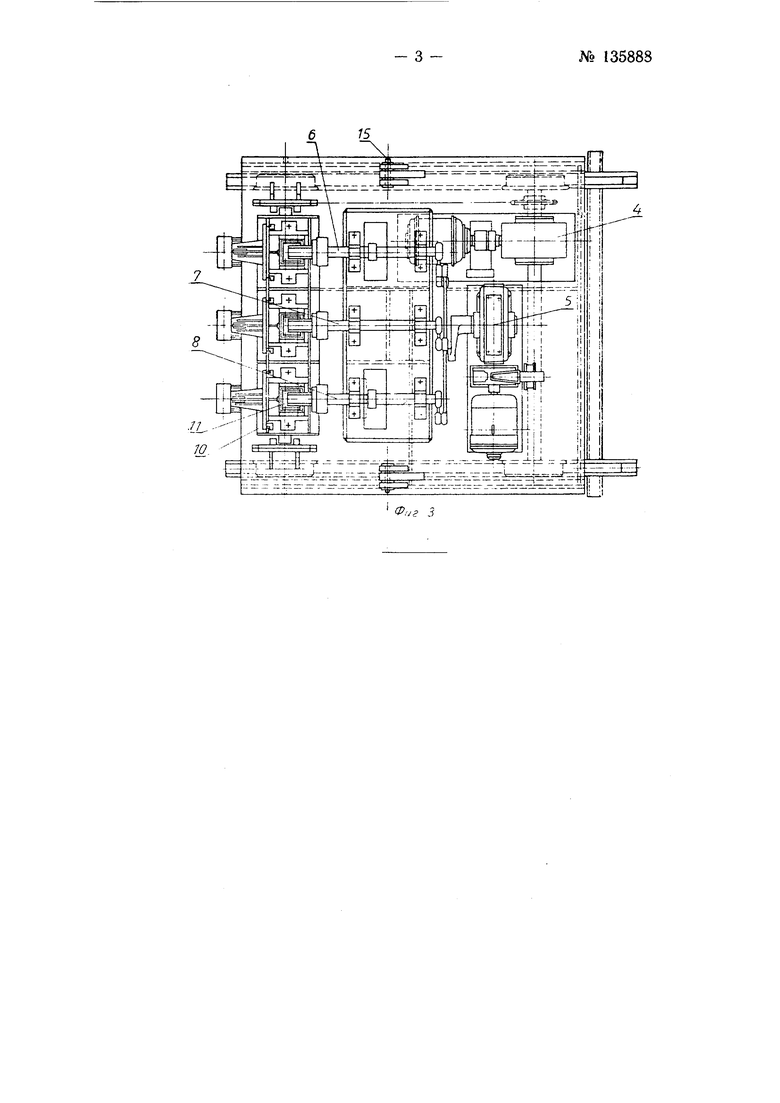
На фиг. I показано устройство, вид сбоку; на фиг. 2 - то же, вид по стрелке А; на фиг. 3 - то же, вид сверху.
Основными деталями устройства являются рама тележкп /. приводной скат 2, холостой скат 3, привод хода тележки 4, привод кантовки о, три узла валов кантовки 6, 7 и 8, узел рычагов подъемного стола 9, подъемный стол 10, узел закалочных аппаратов //. цепь 12. рельсовый путь 13, соединительная тяга М, узел упора 15, кривошип /6 п тяга /7.
Процесс закалки концов рельсов заключается в следуюп|ем. Рельс из положения «на боку кантуется в положение «на головку. Снизу к нему подводится закалочный аппарат на расстояние 10-15 мм от закаливаемой поверхности. Через отверстия в крышке аппарата струями подается вода, которая охлаждает поверхность головки, производя ее закалку. Время закалки 28-32 сек обеспечивает необходимую глубину закаленного слоя. По окончании операции аппарат опускается вни.з, л рельс скатывается обратно в исходное положение «на боку.
, Устройство рассчитано на одновременную закалку концов трех рельсов. Его производительность составляет 130-140 тЫас рельсов Р-43 и 160-170 т/час - Р-50.
Предмет изобретения
1.Устройство для закалки концов рельсов со спреерами, отличающееся тем, что, с целью механизации закалки, спрееры для подачи охлаждающей жидкости установлены на тележках с подъемным столом, расположенных с обоих сторон рольганга.
2.Устройство по п. 1, отличающееся тем, что, с целью кантовки обрабатываемых рельсов на головку, на тележках установлены рычажные кантователи.
| название | год | авторы | номер документа |
|---|---|---|---|
| АВТОМАТИЗИРОВАННАЯ ЛИНИЯ ДЛЯ ЗАКАЛКИ КОЛЕС | 1973 |
|
SU389155A1 |
| Механизированная линия гибки и правки остряков | 1989 |
|
SU1704889A1 |
| Устройство для закалки концов рельсов | 1960 |
|
SU130527A1 |
| Устройство для обвязки рулонов с поддоном | 1976 |
|
SU600033A1 |
| Поточная линия для изготовления сварных конструкций балочного типа | 1977 |
|
SU738808A1 |
| УСТРОЙСТВО ДЛЯ КАНТОВКИ ПРОФИЛЬНОГО ПРОКАТА РЕЛЬСОВ НА ИНСПЕКТОРСКОМ СТЕЛЛАЖЕ | 1969 |
|
SU250866A1 |
| Двухпозиционный агрегат для электроконтактной термообработки профильного проката | 1991 |
|
SU1808018A3 |
| УСТАНОВКА ДЛЯ ВСКРЫТИЯ И ОПОРОЖНЕНИЯ МЕТАЛЛИЧЕСКИХ БАРАБАНОВ С РЕАГЕНТОМ | 2009 |
|
RU2399566C1 |
| Механизированная линия для изготовления триангелей тормозной рычажной передачи тележек грузовых железнодорожных вагонов | 1977 |
|
SU763054A1 |
| Способ закалки концов рельсов с прокатного нагрева | 1986 |
|
SU1407963A1 |
13
