Изобретение относится к области сварки. Известна механизированная линия для изготовления триангелей тормозной рычажной передачи тележек грузе вых железнодорожных вагонов, содержащая смонтированное на основании расположенное вдоль потока и связан ное транспортной системой технологи ческое оборудование, в состав которого входят установки для сборки де талей триангелей, их прихватки и сварки, сверления и испытания триан гелей на статическую нагрузку Щ . Недостатком указанной механизиро ванной линии является то, что она Малопроизводительна, так как не механизированы операции изготовления струн триангелей. Целью изобретения является созда ние такой конструкции механизирован ной линии,- которая позволила бы повысить производительность благодаря механизации операций изготовления струн триангелей. Цель достигается тем, что на основании перед установкой для сборки деталей триангелей размещен участок для изготовления струн триангелей, состав которого входят размещенные последовательно друг за другом агрегат для стыковой сварки струн из трех частей и удаления грата, приспособления для гибки струн, наклонный скат с отсекателем, выполнякадий роль накопителя гнутых струн, а также перегружатель гнутых струн с наклонного ската к установке для сборки деталей триангелей, при этом.указанный перегружатель и концевая часть наклонного ската с отсекателем расположены ниже уровня основания, причем участок изготовления струн триангелей оснащен снабженным отверстием для прохождения струн триангелей щитом, размещенным на основании нещ концевым участком наклонного ската с отсекателем и перегружателем и выполняющим роль рабочей плсмцадки для сборщика. На чертеже изображена предлагаемая механизированная линия, общий Механизированная линия включает в себя полный комплекс оборудования, установленного в соответствии с технологическим циклом обработки и связанного между собой единой jpaHcпортной системой.
Все агрегаты установлены на основании, снабженном направляющими для штанговых транспортеров-накопителей, осуществляющих межоперационные передачи триангелей.
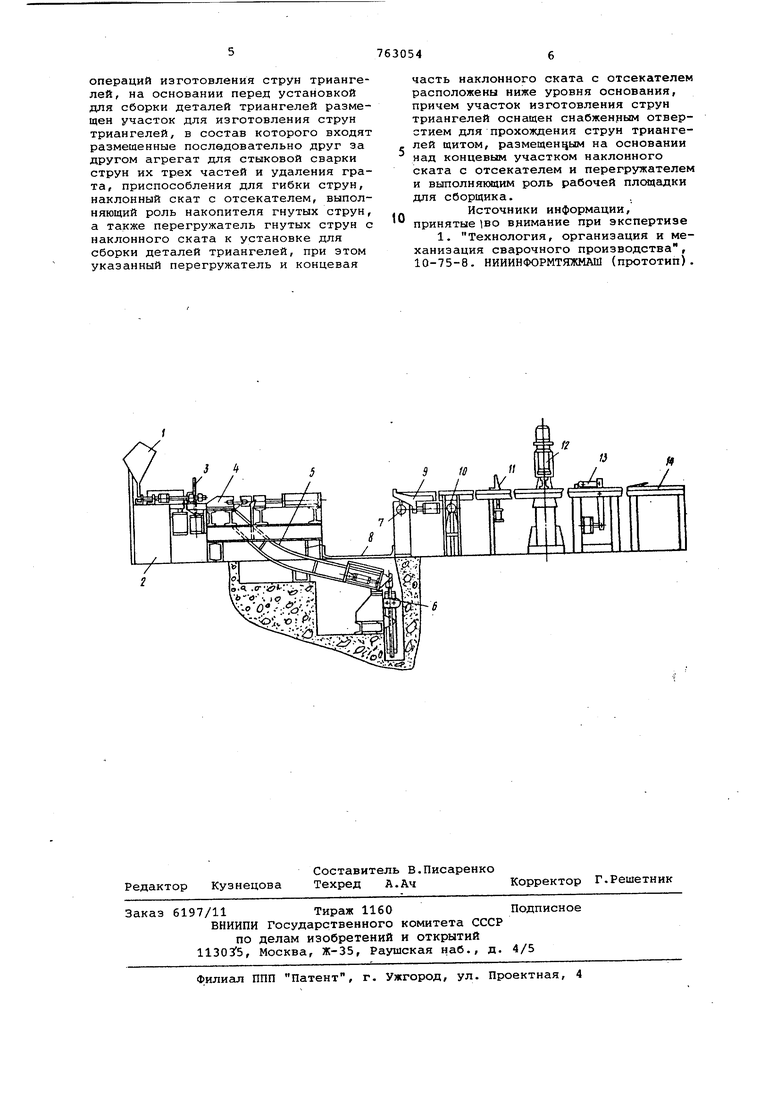
Механизированная линия содержит питатель 1, снабженный отсекателем для поштучной подачи заготовок в агрегат 2, предназначенный для одновременной стыковки струн триангелей из трех элементов и снабженный устройством для удаления грата, передающее устройство 3 типа механической руки, приводимое в действие пневмоприводом через реечный механизм и обеспечивающее передачу сваренной струны в приспособление 4 для гибки, состоящее из матрицы и пуансона, последний совершает возвратнопоступательное движение в горизонтальном направлении, наклонный скат 5, служащий накопителем струн, снабженный отсекателем, перегружатель 6 гнутых струн с наклонного ската 5, установку 7 для сборки деталей триангелей и прихватки, снабженную прижимными и фиксирующими устройствами, щит 8 с отверстием для подачи струн, закрывающий собой находящиеся ниже уровня пола, наклонный скат 5 и перегружатель 6, каретку 9 для передачи триангелей с установки 7 на транспортер-накопитель , манипулятор 10, кантователь 11, установку 12 для сверления, включающую в себя агрегатные головки установленные на направляющих стойках, установку 13 для статического испытания триангелей, состошцую из подъемной рамы, с установленным на ней силовым пневмоцилиндром и стенд 14 для слесарной сборки.
Механизированная линия изготовления триангелей работает в полуавтоматическом режиме.
Из питателя 1 заготовки струн триангелей, отсекаемые поштучно, с помощью передающего устройства 3 поступают в агрегат 2 для стыковой сварки. После одновременной стыковой сварки двух стыков и удаления грата передающее устройство 3 захватывает струну и, поворачиваясь относительно горизонтальной оси, подает ее на гибку в приспособление 4, после чего возвращается в исходное положение. Гнутые струны триангелей по наклонному скату 5 перемещаются под собственным весом к перегружателю б, расположенному ниже уровня пола под щитом 8, где и накапливаются.
Перегружатель 6 подает струны триангелей на сборку через отверстия в щите 8 по команде сборедика, работающего на установке 7, причем щит 8 является рабочей площадкой сборщика.
В установке 7 на прихватках собирают детали, из которых состоит узел триангеля. Собранные триангели каретка 9 подает с установки 7 на штанговый транспортер-накопитель (на чертеже не показан).
С этого момента и до конца технологического цикла изготовления триангели перемещаются по линии посредством указанных транспортеров-накопителей, приводимых в действие пневмоцилиндрами, останавливаясь на рабочий местах для выполнения технологических операций.
Сварку производят в манипуляторе 10, позволяющем устанавливать триангельв удобное для сварки положение
После сварки триангель поступает на следующий штанговый транспортернакопитель, где остывает после сварки и, где проводится контроль качества сварных соединений.
Триангели, прошедшие контроль, передаются на рычажный пневматический кантователь 11, который поворачивает их в горизонтальное положение На установке 12 для сверления триангели ориентируются и фиксируются, после чего одновременно сверлятся отверстия двумя пневмогидравлическими г рловкамич
На установке 13 производят статическое испытание триангелей на прочность. В нерабочем положении установка опущена вниз и не мешает передвижению триангелей по направляющим.
После статического испытания триангели передаются на стенд 14, где выполняется слесарная сборка.
Последовательное включение в работу всех устройств и механизмов линии осуществляется с помощью известных средств в схеме управления.
Участок изготовления струн триангелей может быть расположен над линией сварки и сборки триангелей (двухярусное расположение;, но с подачей струн триангелей на сборку сверху.
Использование предлагаемой механизированной линии изготовления триангелей обеспечит повышение производительности труда, позволит более рационально использовать производственные площади, что даст экономию народному хозяйству.
Формула изобретения
Механизированная линия для изготовления триангелей тормозной рычажной передачи тележек грузовых железнодорожных вагонов, содержащая смонтированное на основании расположенное вдольпотока и связанное транспортной системой технологическое оборудование, в состав которого входят установки для сборки деталей триангелей, их прихватки-и сварки, сверления и испытания триангелей на статическую нагрузку, отличающ.ая с я тем, что, с целью повышения производительности путем механизации
операций изготовления струн триангелей, на основании перед установкой для сборки деталей триангелей размещен участок для изготовления струн триангелей, в состав которого входят размещенные последовательно друг за другом агрегат для стыковой сварки струн их трех частей и удаления грата, приспособления для гибки струн, наклонный скат с отсекателем, выполняющий роль накопителя гнутых струн, а также перегружатель гнутых струн с наклонного ската к установке для сборки деталей триангелей, при этом указанный перегружатель и концевая
часть наклонного ската с отсекателем расположены ниже уровня основания, причем участок изготовления струн триангелей оснащен снабженным отверстием для прохождения струн трианге, лей щитом, размещенцым на основании над концевым участком наклонного ската с отсекателем и перегружателем и вьшолнякяцим роль рабочей площадки для сборщика.
Источники информации, принятые IBO внимание при экспертизе
1. Технология, организация и механизация сварочного производства, 10-75-8. НИИИНФОРМТЯРКМАШ (прототип).
| название | год | авторы | номер документа |
|---|---|---|---|
| Автоматизированная поточная линия | 1976 |
|
SU727384A1 |
| Поточная линия для сборки и сварки рамных металлоконструкций | 1975 |
|
SU919842A1 |
| Поточная линия для сборки и сварки конструкций | 1979 |
|
SU863278A1 |
| Поточная линия для сборки и сварки металлоконструкций | 1980 |
|
SU939174A1 |
| Поточная линия для сборки и сварки шнеков зерноуборочных комбайнов | 1989 |
|
SU1731558A1 |
| Поточная линия для изготовления изделий | 1979 |
|
SU837691A1 |
| Поточная линия для сборки и сварки цилиндрических изделий и передачи их с одной технологической позиции на другую | 1978 |
|
SU747670A1 |
| Поточная линия для сборки и сварки металлоконструкций | 1980 |
|
SU893488A1 |
| Поточная линия для сборки и сварки металлоконструкций | 1976 |
|
SU656788A1 |
| Стенд для сборки под сварку | 1991 |
|
SU1784429A1 |
