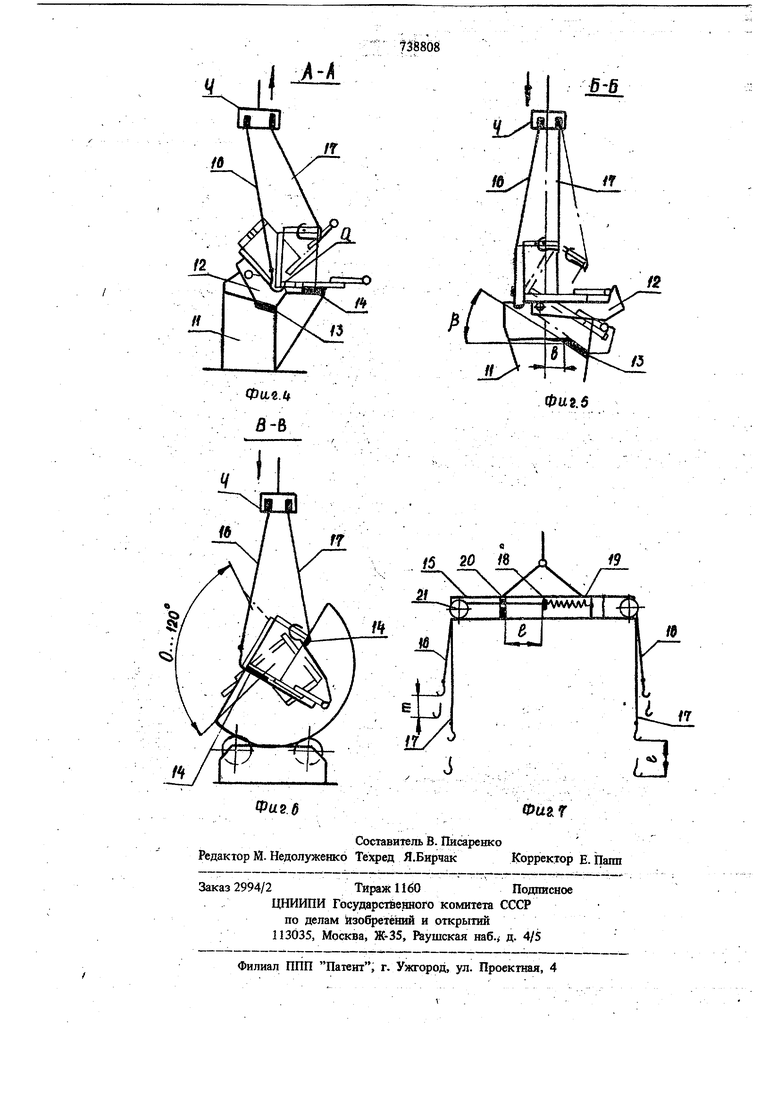
Изобретение относитея к сварке, а именно к конструкции поточной линии для изготовления сварных конструкций балочного типа. . Известна линия для сборки и сварки рамнобалочных металлоконструкций, содержащая конвейер с гидравлическим приводом и тележками ,с подъемными от гидроцилиндров столами, сборочные стенды, передвижные порталы со сварочными головками и прижимными силовыми цилинд рами, двухсточные кантователи со ипшнделями, крепежные устройства, размещенные на сборочных стендах и шпинделях кантователей и средст гидрозлектроавтоматики 1. Линия работает следующим образом. Грузоподъемными средствами на сборочные стенды подают базовую деталь и детали насьпцения, закрепляют гидравлическими оправками и с помощью сварочных головок порталов, прихватьшают. На последующих позициях, производят сварку изделия в двухсточных кантователях После окончания работ изделия освобождаются, для чего столы тележек конвейера поднимаются до положения, соответствующего осям оправок цшинделей, оправки вьгеодятся из отверстий изделий, которые поднимаются в крайнее верхнее положение и конвейером передаются на щаг. Затем столы опускаются до промежуточного положения, в котором изделия закрепляются оправками на шпинделях, после чего столы тележек опускаются в нижнее положение и возвращаются на шаг в исходное положение. Линия обеспечивает автоматическое закрепление-раскрепление и транспортирование изделия и установку его в положение сварки, однако .она очень сложна. Для осуществления упомянутых операций на каждой позиции установлены двухстоечный кантователь с приводами закрепления и. вращения изделий, а также йереналадки по ширине и высоте, портал с силовыми гидроцилиндрами, тележка конвейера с подъемным столом, гидрооборудование, средства гидроэлектроавтоматики. Известна также поточная линия для изготовления изделий преимущественно сварных крупногабаритных балок, которая содержит технологическое оборудование для сборки, сварки и обработки изделий, расположенный параллели но линии оборудования транспортер, а также размещенное возле каждой единицы оборудования устройство для перегрузки изделия с транспортера на линию оборудования в направлении перпендакуЛярном направлению: продольной оси транспортера. Технологическое оборудование линии составляет восемь отдельных позиций. Транспортная система линии состоит из приводног транспортера и устройства для перегрузки изделий, выполненного в виде двух расположенных напротив друг друга самоходных тележек, на каждой из которых смонтирован подъемный в вертикальной плоскости корпус, несущий шпи дель, подвижный в осевом направлении, с распС1Лбженйь1Ми на конце его захватом для изде ЛИЯ, при этом ось вращения шпинделя параллельна продольной оси транспортера 2. Линия работает следующим образом. На позиции сверлятся составные элементы изделия, после сверления они рольгангами попарно подаются на fl позицию линии, где в стенде производится сборка и прихватка. Далее устройством для перегрузки изделий балка вы шмается из стенда позиции II, кантуется Вокру -продольной оси на 180° и .передается на транспортер, по которому поступает в зону позиций 111 и IV, расположенных параллельно транспортеру. Устройство для перегрузки последовательно подает изделие сначала на IU позицию, а затем на IV, после чего возвращает его на транспортер. Транспортер подает изделие в зону V и IV.позиций на сверловку и клепку и в дальнейщем в зону VII и VIII позиции на клепку. Клепка производится в роторных кантователях гидравлическими клепальными скобами. Готовая балка передается на линию сбор ки рамы вагона. Каждое устройство для перегрузки изделий работает следующим .образом. . После обработки хребтовой балки на одной из позиции включается привод перемещения тележек, последние синхронно перемещаются до тех пор, пока оси их шпинделей совмест;ятся с осью хребтовой балки. После совмещения ос«й щпиндели зажимают балку, включа йтгся приводы, которые поднимают корпуса со щпинделями и изделием на заданную высоту. Механиз.м поворота поворачивает изделие. Затем снова включается привод перемещё1шя тележек. Тележки перемещаются до совмещения оси изделия с осью приспособления или кондуктора. Изделие опускается в приспособление, щпиндели отходят в стороны, освобождая балку от фиксации. Устройство для перегрузки изделия отъезжает в сторону. . Линия обеспечивает механизированное изготовление изделия, однако транспортная- система ЛИНИЙ сложна и занимает мнбгоЩеста па раллельНо линии технологического оборудова|ния, транспортный цикл линии включает мно1ГО движений и продолжителен. Для установки изделия в требуемое положение для обработки (например клепки) линия оснащена кантователями на устройство для перегрузки и роторными контователями на позициях. Известна также поточная линия для изготовления сварных конструкций балочного типа, содержащая смонтированное на основании расположенное вдоль поточной линии технологическое оборудование, в состав которого входят стенд сборки и сварочные стенды, каждьш из которых вьптблнен в виде позиционера, несущего наклоняемую относительно его корпуса снабженную ложементом площадку, ось наклона которой паралледана продольной оси поточной линии, а также расположенный вдоль поточной линии транспортер для передачи изделий с одной рабочей позиции на другую 13. Недостатком данной поточной линии является то, что бра малопроизводительна, так как не обеспечено совк ёщение операций наклона и кантовки с операцией подъема изделия. Целью изобретения является Повышение производительности путем совмещения операции наклона и кантовки изделий с операцией подъема изделий. Указанная цель достигается тем, что каждьш позиционер оснащен пр -жиной сжатия, расположенной между наклоняемой площадкой и корпусом позиционера, а транспортер вьшолнен в виде монорельса, несущего перемещаемые по нему транспортные тележки, каждая из которых снабжена подъемной относительно тележки траверсой, на которой закреплены подпружиненные относительно траверсы снабженные крюками тросы, при этом на Траверсе смонтированы ограничители растяжения пружин, к которым подвеиюны упомянутые тросы. На фиг. 1 линия, вид сбоку; на фиг. 2-4 - разрез А-А фиг. 1 (при разных положениях траверсы); на фиг. 5 - разрез Б-Б на фиг. 1; на фиг. 6 - разрез В-В на фиг. 1; на фиг. 7 траверса. Поточная ли}шя содержит монорельсы 1, снабженнью транспортными тележками 2 с траверсами 3, 4, 5 и 6, стенды 7 сборочные. В, 9, 10 сварочные. Сварочные стенды 8 и 9 вьшолнены в виде позиционеров, содержащие: корпус 11, на котором усгановлены подпиг иненные (пружины на чертеяах не показаны) ялощадаси 12 с ложементами, н5ВгсЙ1ВИМ ные опоры 13 для площадок 12 и ложементы 14 для изделия. Сварочнй стенд 10 представляет собой открытый кольцевой кз 1трватель, снабженный ложементами 14 для изделия. .Ложементы 13 и 14 смежных стендов 8 и 9 (или 9 и 10 и т. д.) расположены на равных (в направлении, riep.пендикулярном направлению транспортирова|ния изделия) расстояниях а и b от оси моно рельса 1 и вьшолнены с разными углами на|клона а (фиг. 2) и (фиг. 5), соответствующими углам наклона изделия .под сварку. Грузозахватная траверса 3 содержит корпус 15, в котором закреплены тросы 16 н 17, снабженные крюками стопорами 18 и пружинами 19 упоры 20 и блоки 21.; Длина тросов 16 и 17 траверсы 3 и их удлинения m 0 0 раз личны. Аналогичные размеры тросов 16 и 17 смежной траверсы 4 отличаются от предыдущи Эти размеры определяются положением изделия на смежных стендах. Предлагаемая поточная линия работает следующим образом. Изделие, собранное на сборбчном стенде 7 захватьшается тросами 16 и 17 траверсы 3 и передается транспортной тележкой 2 на сварочный стенд 8. При опускании траверсы изделие ложится as площадки 2, которые под действи ем опускающегося изделия наклоняются до уп pa в опоры 13. Одновременно изделие поворач вается вместе с площадкой 12 на определенный (О, .... 50°) угол для сварки группы щвов в лодочку. Тросы 16 остаются натянутыми в процессе опускания, а тросы 17 ослаблены и. за счет возврата пружин 19 в исходное положение до остановки стопора 18 упором 20 укорачиваются, предотвращая произвольное освобождение троса 17. После опускания изделие освобождается от тросов 16 и 17. ТраверсаЗ возвращается в исходное положение над стендом 7. Производится сварка щвов в лодочку. После сварки, находящаяся над сварочным стендом 8, траверса 4 опускается, изделие захва тьюается тросами 16 и 17. В процессе подъема тросы 16 и 17 натягиваются, причем первыми упоров 20.достигают стопоры 18 тросов 16, после чего производится кантовка изделия вокруг его ребра d до полного натяжения тросов В скантованном положении изделие траверсой 4 транспортируется на стенд 9, где в процессе опускания, а затем при подъеме производится кантовка изделий в том же направлении. При необходимости кантовки изделия на угол больший 50° (50, ..., 120°) оно передается на сварочный стенд 10, вьшолненный в виде открытого к.ольцевого кантователя. Таким образом изделие при передаче со стенда на стенд в процессе подъема и опускания последовательно кантуемся йа требуемьш угол для сварки в лодочку. Предлагаемая лишя по сравнению с известными имеет следующие преимущества: транспортное устройство линии вьшолнено конструктивно проще, оно имеет приводы подъема и приводы передвижения в отливде от протя86вопоставлейногО; транспортнике устройство пря мое, расположено над технологическим обо удованием и поэтому занимает меньшую площадь; продолжительность транспортного цикла линии меньше, так как отсутствует дополнительная/поперечная передача изделия с технЬлогического оборудования на транспортер; оборудование для кантовки изделия в положение обработки проще, для выполнения этой операции используются приводы подъема транспортного устройства, бесприводные площадки и их ложементы. Указанные преимущества обеспечивают повыщение производительности и снижение затрат на изготовление и эксплуатацию линии и уменьшение производственных площадей. Формула изобретения. Поточная линия для изготовления сварных конструкций балочного типа, содержащая смонтированное на основании расположенное вдоль поточной линии технологическое оборудование, в состав которого входят стенд сборки и сварочные стенды, каждый из которых вьшолнен в виде позиционера, несущего наклоняемую относительно его корпуса снабженную ложементом площадку, ось наклона которой параллельна продольной оси поточной линии, а также расположенный вдоль поточной линии транспортер для передачи изделий с одной рабочей позиции на другую, отличающаяся тем, что, с целью повышения производительности путем совмещения операций наклона и кантовки изделии с операцией подъема изделия, каждый позиционер оснащен пружиной сжатия, расположенной между наклоняемой площадкой и корпусом позиционера, а транспортер вьшолнен в виде монорельса, несущего перемещаемые по нему транспортные тележки, каждая из которых, снабжена подъемной относительно тележки траверсой,, на которой закреплены подпружиненные относительно траверсы снабженные крюками тросы, при этом на траверсе смонтированы ограничители растяжения пружин, к которым подвешены «упомянутые Tpocbi. . Источники информации, принятые во внимание при экспертизе 1.Авторское свидетельство СССР № 251730, кл. В 23 К 37/04, 1968. 2.Авторское свидетельство СССР № 522932, ;кл. В 23 к 37/04, 1973. 3.Авторское свидетельство СССР № 521103, кл. В 23 К 37/04, 1973.
i
в
И
f-а
пг /
1Ы.
А1
Ж1
Б
в

| название | год | авторы | номер документа |
|---|---|---|---|
| Поточная линия для сборки и сварки металлоконструкций | 1980 |
|
SU939174A1 |
| Поточная линия для изготовления сварных балок | 1978 |
|
SU749607A1 |
| Поточная линия для изготовления пространственных сварных конструкций | 1978 |
|
SU770714A1 |
| Поточная линия для сборки и сварки изделий | 1978 |
|
SU747673A1 |
| Поточная линия для изготовления изделий | 1973 |
|
SU522932A1 |
| Поточная линия для изготовления сварных конструкций | 1977 |
|
SU694339A1 |
| Поточная линия для изготовления сварных конструкций | 1978 |
|
SU770715A1 |
| Поточная линия для сборки и сварки рамных металлоконструкций | 1975 |
|
SU919842A1 |
| Поточная линия для изготовления изделий | 1979 |
|
SU837691A1 |
| Поточная линия для изготовления сварных изделий | 1979 |
|
SU872146A1 |

1
в
/
/о
-Н
фиг.|
А-А
