Изобретение относится к гальванотехнике и может быть использовано для выбора оптимальных параметров процесса при автоматическом регулировании в установках бесподвесочного типа.
в загрузку.
Данный расчет позволяет выбрат оптимальные условия проведения пр
Цель изобретения - сокращение времени определения плокг.ади деталей,
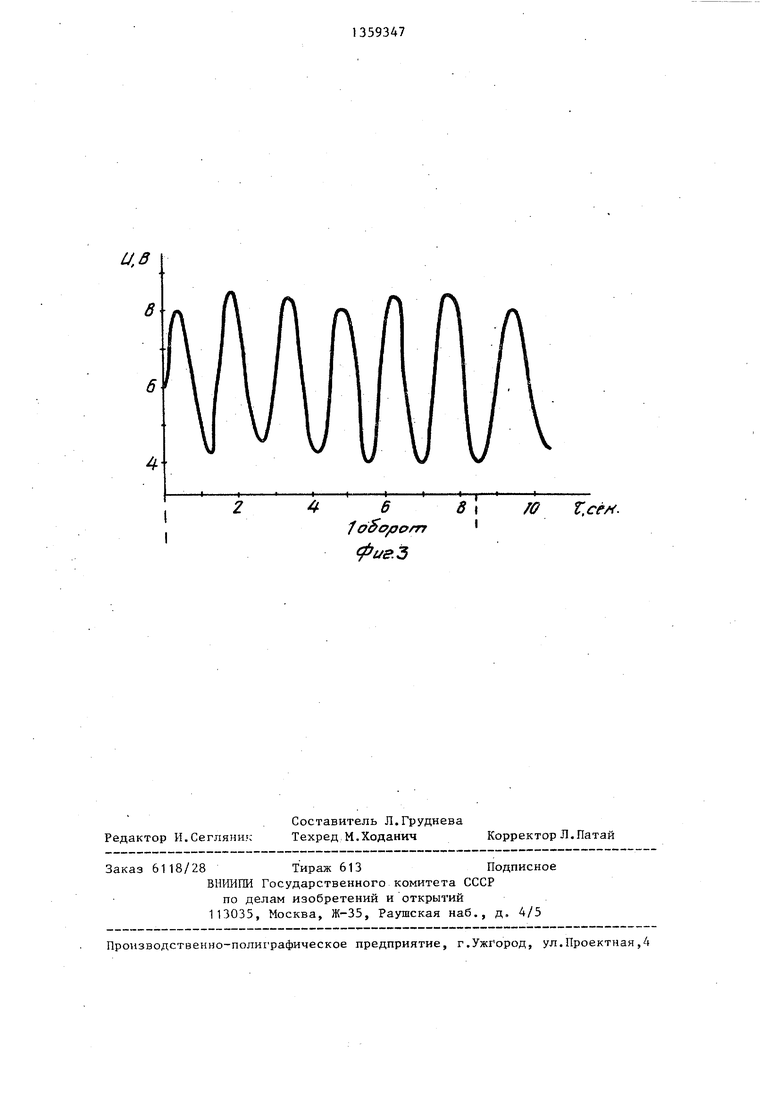
На фиг,1 представлено устройство, для осуществления предлагаемого способа; на фиг.2 и 3 - кривые изменения электрических параметров.
Устройство для определения площади 1& гулирующее воздействие на процесс деталей при гальваническом процессе гальванообработки.
цесса (выбор плотности тока, степ загрузки, числа оборотов барабана т.д.) и осуществить оперативное р
По истечении определенного врем ни, задаваемого техническими усло ми, детали промывают, сушат, выгр ют из барабана, затем проводят оц качества обработанных деталей,,
содержит гальваническую ванну 1, барабан с деталями 2, источник питания 3, измерительньй прибор 4, регистрирующий прибор 5,. ,
Определение мгновенно покрываемой площади проводят следующим образом.
В барабан загружают детали, предназначенные для гальванической обработки. Пройдя стадии предварительной подготовки (обезжиривание, травление промывка)J барабан с деталями 2.погружается в гальваническую ванну 1 и приводится во вращение: осуществляется процесс нанесения покрытия. Параллельно с этим на регистрирующем приборе 5 осуществляют запись динамики изменений электрических параметро (ток или напряжение), в зависимости от того, в каком режиме стабилизации работает источник питания 3 (стабилизации тока или напряжения), находят сумму отнов ений максимального и минимального значений колебаний электрических параметров за время совершения одного оборота барабана и определяют коэффициент перемешивания из выражения
П V - V i.± °Jil/w
S Vn,..H где П,,,,,, - максимальное. значение
колебаний электрического параметра;
минимгшьное значение колебаний электрического параметра;
число колебаний в пределах одного оборота барабана.
Мгновенно покрываемую площадь деталей S. определяют из выражения
П
мин
N -
Ч {
- МП
Кпер
)(S/V)PLX,
где S/V - отношение геометрической
поверхности деталей к зани- - маемому ими объему; Р - периметр барабана, ограни- чиваемьш загрузкой деталей; L - длина барабана; X - глубина проникновения тока
в загрузку.
Данный расчет позволяет выбрать оптимальные условия проведения про-
цесса (выбор плотности тока, степени загрузки, числа оборотов барабана и т.д.) и осуществить оперативное ре
гулирующее воздействие на процесс гальванообработки.
По истечении определенного времени, задаваемого техническими условиями, детали промывают, сушат, выгружа- ют из барабана, затем проводят оценку качества обработанных деталей,,
способ определения мгновенно покрьгоаемой площади деталей позволяет в 8-12 раз сократить время определения, что позволяет в ходе процесса оперативно и своевременно осуществлять регулирование, путем изменения условий электроосаждения. При
этом,сохраняется высокая точность определения и качество получаемых покрытий.
Формула изобретения
Способ определения площади деталей при гальваническом процессе, включающий загрузку деталей в барабан, погружение барабана в ванну, измерение параметров процесса электролиза и вычисление площади деталей, отличающийся тем, что, с целью сокращения времени определения, з-аписывают динамику изменения электрических параметров (ток или напряжение) при вращении барабана, определяют сумму отношений максималь
П
макс
И минимального П
мин
зна50
чений колебаний электрических параметров за время совершения одного оборота, затем определяют коэффициент перемешивания К
пер
из выражения
К„
5
N П
y-J fil/M
Р П
г ( 1 мин
IMOKC
р T-TUT
где N - число колебаний в пределах
одного оборота барабана; а мгновенно покрываемую площадь S, деталей определяют из выражения
«n
К„ +1 (-2)(S/V).P L-X,
где S/V - отношение геометрической поверхности S деталей к занимаемому ими объему V;
- периметр барабана, ограни- чиваемьй уровнем загрузки деталей
- длина барабана;
- глубина проишсис вецля тока в загрузку деталей.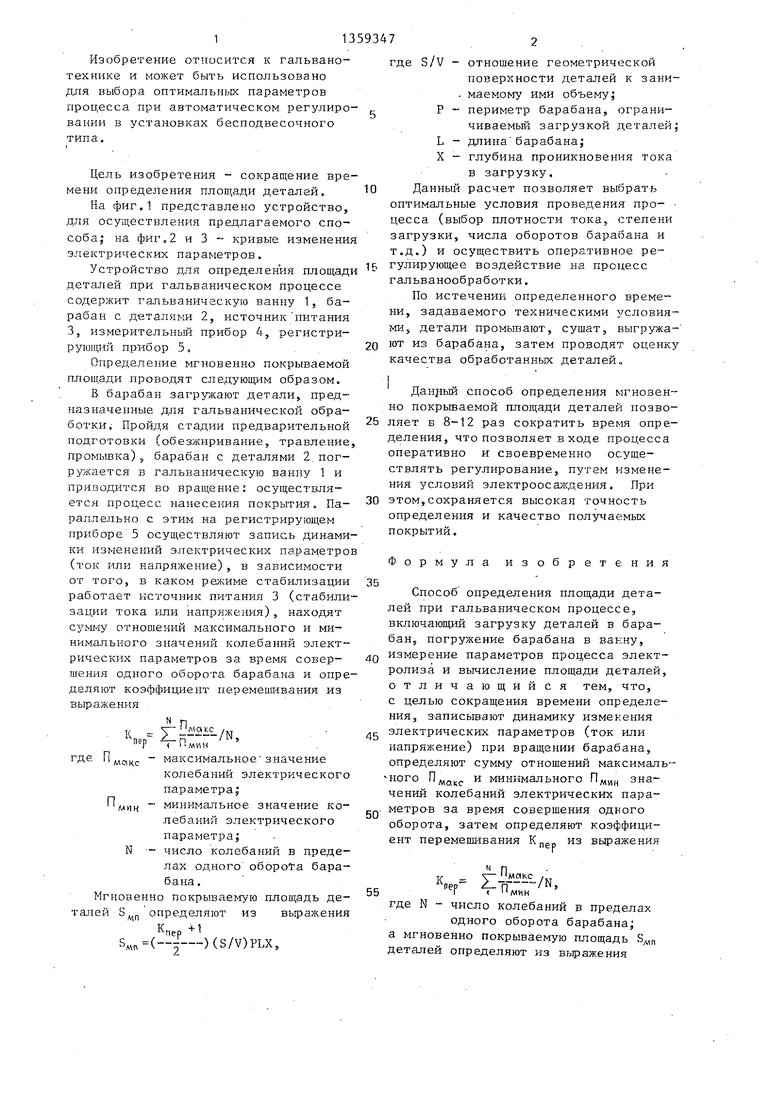
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ определения площади деталей при гальваническом процессе | 1983 |
|
SU1177403A1 |
| Устройство для нанесения гальваническихпОКРыТий HA МЕлКиЕ дЕТАли | 1980 |
|
SU846608A1 |
| УСТРОЙСТВО ДЛЯ ГАЛЬВАНИЧЕСКОЙ ОБРАБОТКИ МЕЛКИХ ДЕТАЛЕЙ | 1990 |
|
RU2006533C1 |
| Устройство для измерения площади детали в гальванической ванне | 1987 |
|
SU1458446A1 |
| Устройство для автоматического измерения и регулирования плотности тока в гальванической ванне | 1986 |
|
SU1353842A1 |
| Способ определения площади деталей в гальванической ванне | 1986 |
|
SU1414879A1 |
| Способ измерения поверхности де-ТАли | 1979 |
|
SU808564A1 |
| ЛИНИЯ НАНЕСЕНИЯ ГАЛЬВАНОХИМИЧЕСКИХ ПОКРЫТИЙ НА МЕЛКИЕ ДЕТАЛИ | 2013 |
|
RU2552806C2 |
| Способ определения площади поверхностидЕТАли пРи гАльВАНООСАждЕНии | 1979 |
|
SU846610A1 |
| ГАЛЬВАНИЧЕСКИЙ БАРАБАН ДЛЯ ОБРАБОТКИ КРУПНЫХ И МЕЛКИХ ДЕТАЛЕЙ И ПАРТИЙ | 1990 |
|
RU2029800C1 |

Изобретение относится к области гальванотехники и может быть использовано при нанесении покрытий на мелкие детали насьшью для выбора оптимальных параметров процесса. Целью изобретения является сокращение-времени определения. В процессе проведения нанесения покрьп-ий записьшают динамику изменения электрических параметров при вращении барабана, определяют сумму отношений максимального и минимального значений колебаний электрических параметрог за время совершения одного оборо т а, затем определяют коэффр циент П(:реме Ш1ваии нз П „ 11 макс /,.п выражения Апро 2 ;г/N, гдеИ,, пер ( П,„„и Л. 1,1 КС максимальное значение кслеба1шй электрического параметра; .я минимальное значение колебаниГ; электрического параметра; N число колебаний в пределах одного оборота олря- бана, а мгновенно покрыв ему10 и.-оаиядь загрузки определяют из выражсчия Кпер+1 . (----) (S/V)P-L-X, где S/V - ношение геометр лческой поверхности деталей к занимаемому ими объему; Р - периметр барабана, ограничиваемый уровнем загрузки дс чалей; L - длина барабана; X - глубина проникновени.я тока в загрузку деталей. Определение мгновенно покрываемой площади по данному способу в 5-12 раз сокрап1ает время определения с сохранением высокой точ ности определения и равномерности распределения толщз1ны покрытия. 3 ил. G Р Ьо Сл со -vj
|Ч1-.пня. f
W 4- .
Деида-мх даю&дю j;
(puB.i
fpc/aZ
7О 7, се/г.
и.з
46
/o Oftofn
фиаЗ
Редактор И.Сегляник
Составитель Л.Груднева Техред М.Ходанич
Заказ 6118/28Тираж 613Подписное
ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб., д, 4/5
Производственно-полиграфическое предприятие, г.Ужгород, ул.Проектная,4
8
70 t.cM.
Корректор Л.Патай
| Способ определения площади деталей при гальваническом процессе | 1983 |
|
SU1082871A1 |
| Видоизменение пишущей машины для тюркско-арабского шрифта | 1923 |
|
SU25A1 |
| Способ определения площади деталей при гальваническом процессе | 1983 |
|
SU1177403A1 |
| Видоизменение пишущей машины для тюркско-арабского шрифта | 1923 |
|
SU25A1 |
