Изобретение относится к металлургии, конкретнее к автоматизации прокатных станов, преимущественно об- жимньк, содержащих вертикальные и горизонтальные валки, и может использоваться в системах управления электроприводами слябингов и универсальных клетей прокатных станов.
Целью изобретения является уменьше-10 Дом ключа 20, информационный вход ко- ние поломок оборудования вертикаль- торого соединен с выходом сумматора ной клети и сокращение простоев ста- 22, первый вход которого соединен е на.
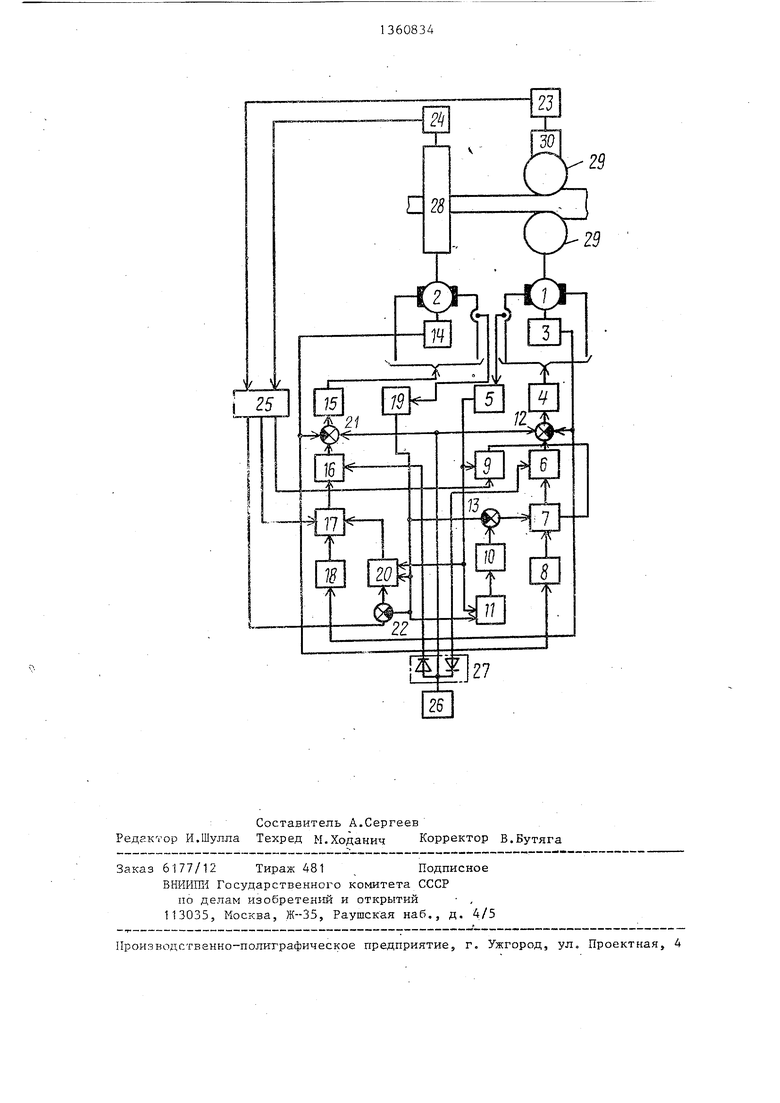
На чертеже представлена блок-схетретьим выходом вьхчислительного блока 25, а второй его вход - с выходом
ма устройства, реализующего предлагае-15 датчика 19 статического тока и управмый способ.
Устройство содержит электроприводы 1 и 2 соответственно горизонтальных и вертикальных валков, датчик 3 частоты вращения горизонтальных валков, блок 4 управления электроприводами горизонтальных валков, датчик 5 статического тока, ключ 6, множительно-делительньй блок 7, блок 8 установки соотношения диаметров валков, ключ 9, блок 10 памяти,ключ 11, сумматоры 12 и 13, датчик 14 частоты вращения вертикальных валков, блок 15 управления электроприводами вертикальных валков, ключ 1б миожительно-делительный блок 17,блок 18 установки соотношения диаметров валков, датчик 19 статического тока, ключ 20, сумматоры 21 и 22, датчики 23 и 24 раствора горизонтальных и вертикальных ваЛков соответственно, вычислительный блок 25, блок 26 задания, блок 27 выделения четности прохода,вертикальные 28 и горизонталные 29 валки и нажимное устройство 30. Электроприводы горизонтальных 1 и вертикальных 2 валков,механически соединены с прокатными валками 28 и 29.
Выход датчика 3 частоты вращения горизонтальных валков 29 соединен с первым входом сумматора 12 и входо блока 18 установки соотношения диа метров валков, выход которого соединен с первым входом множительно-делительного блока 17, второй вход которого, соединен с первым выходом вычислительного блока 25, второй выход которого соединен с информационным входом ключа 9, выход которого соединен с одним из входов множительно- дели- ельного блока 7, второй выход которого соединен с выходом блока 8 установки соотношения диаметров валков, вход которого соединен с вькодом датчика 14 частоты вращения вертикальных валков и первым входом, сумматора 21, второй вход которого соединен с выходом ключа 16, информа/ и- онный вход которого соединен с выходом множительно-делительного блока 17, третий вход которого соединен с выхоДом ключа 20, информационный вход которого соединен с выходом сумматора 22, первый вход которого соединен е
третьим выходом вьхчислительного блока 25, а второй его вход - с выходом
ляющими входами ключей 20 и 11, другие входы которых соединены с выходом датчика 5 статического тока и уп- - равляющим входом ключа 9, выход клю0 ча 11 соединен с входом блока 10 па- ьщти, выход которого соединен с первым входом сумматора 13, второй вход которого соединен с выходом датчика 19 стат1-7ческого тока, а выход - с
25 третьим входом множительно-делительного блока 7, выход которого соединен с nepBbEvi входом ключа 6 второй вход которого соединен с первь1м выходом блока 27 вьщеления четности
30 прохода, в -лход ключа б соединен с вторым входом сумматора 12, третий .вход которого соединен с вторь1м выходом, блока 27 вьщеления четностл прохода и третьим входом cyiviMaTopa 21; зыхо3g ды сумматоров 12 и 21 соединены с входами блоков 4 и 15 управления электроприводами горизонтальных и вертикальных валков соответственно, третий выход блока 27 выделения чет40 ности прохода соединен с.входом ключа 16, вход блока 27 выделения четности проката соединен с выходом блока 26 задания.
Устройство работает следующим, об45 разом,
В печатном проходе скорость металла, выходящего из вертикальных валкоз, равна окружной скорости вертикальных валков, так как величина опережения
gg металла в вертикальных валках пренег брежимо мала, а для обеспечения безударного захвата металла горизонталь- . ными валками необходимо,чтобы окружная скорость.Горизонтальных валков
gg равнялась скорости металла.
Для обеспечения безударного захвата металла валками вертикаль,ной клети в четном проходе необходимо, чтобы окружная скорость вертикальных
валков равнялась скорости металла, выходящего из горизонтальных валков, заметно зависящего от величины оперелсения.
В процессе одновременной прокатки металла в горизонтальных и вертикальных валках усилие совместной прокатки регулируется воздействием на электропривод вертикальных валков в функции разности между текущим и прогнозированным значениями статического тока этого электропривода.
В нечетном проходе до захвата металла горизонтальными валками 29 сиг нал с выхода блока 26 поступает на вход блока 27 вьщеления четности прохода и через сумматоры 12 и 21 на входы блоков 4 и 15 управления элект роприводами валков. Сигнал с выхода блока 27 открывает ключ 6 и закрывает ключ 16, обеспечивая равенство окружных скоростей валков, так как на вход блока 4 управления электроприводами горизонтальных валков поступа- ет сигнал с датчика 14 частоты вращения вертикальньк валков через блок 8 установки соотношения диаметров валков, множительно-делительный блок 7, кпюц., 6 и сумматор 12. В блок 10 памяти через ключ 11 заносится среднее значение статического тока раздельной прокатки электропривода 2 вертикальньсх валков. После захвата металла горизонтальными валками по сигналу датчика 5 статического тока электропривода 2 1 оризонтальных валков открывается ключ 9 и закрывается ключ 11. .
В вычислительном блоке 25 вычисляются опережения металла в горизонтальных валках 29, статический ток электропривода 2 вертикальных валков по экспериментальным зависимостям, полученным на стане с учетом величины раствора вертикальных и горизонтальных валков, поступающих в вычис- лительньй блок 25 с выходов датчиков Z3 и 24 растворов валков, установленных на нажимных устройствах 30
50 ческого тока электропривода 2 вертикальных валкоз, с выхода вычислительного блока 25 - сигнал, пропорциональный предварительно рассчитанному значению статического тока раздельной
После закрытия ключа 11 в сумматоре 13 начинается сравнение запомненного значения статического тока электропривода верткальных валков, поступающего на вход сумматора 13 с выхода 55 прокатки электропривода вертикальных блока 10 памяти и тек ущего, поступаю- валков. Таким образом, происходит щего на вход сумматора 13 от датчика регулирование усилий между клетями 19. Б функции разности между текущим . через металл в процессе совместной и з&помненным значениями статическо- установившейся прокатки.
го тока корректируется коэффициент передачи множительно-делительного блока 7 и происходит регулирование усилий между клетями через металл в процессе совместной установившейся прокатки.
После выброса металла из вертикальных валков сравнение токов прекращается и дальнейшая прокатка происходит в горизонтальных валках. В четных проходах до захвата металла валками вертикальной клети происходит согласование скорости металла и вертикальных валков. Сигнал с выхода блока 26 задания поступает на вход блока 27 выделения четности прохода через сумматоры 12 и 21 на входы блоков 4 и 15 управления электроприводами валков. Сигнал с рыхода блока 27 открывает ключ 16 и закрывает ключ 6, кроме того, на вход блока
15управления электроприводами вертикальных валков поступает сигнал с датчика 3 частоты вращения горизонтальных валков через блок 18 установки соотношения диаметров валков, множительно-делительный блок 17, ключ
16и сумматор 21.
Коэффициент передачи множительно- делительного блока 17 корректируется в зависимости от величины опережения металла в горизонтальных валках, сигнал, пропорциональный опережению ме 15 , 20 25 30
35
талла, поступает на вход множительно делительного блока 17 с выхода вычислительного блока 25 и тем самым учитывается опережение металла.
После захвата металла вертикальны40 .ми валками по сигналу с датчика 19 статического тока электропривода 2 вертикальных валков открьтается ключ 20 и на вход множительно-делительног блока 17 поступает сигнал с выхода
45 сумматора 22, в зависимости от которого корректируется коэффициент передачи множительно-делительного блока 17. На вход сумматора 22 поступает сигнал с выхода датчика 19 стати50 ческого тока электропривода 2 вертикальных валкоз, с выхода вычислительного блока 25 - сигнал, пропорциональный предварительно рассчитанному значению статического тока раздельной
55 прокатки электропривода вертикальных валков. Таким образом, происходит регулирование усилий между клетями через металл в процессе совместной установившейся прокатки.
513
После выброса металла из горизонтальных валков коррекция скорости вертикальных валков в функции разности токов прекращается, так как закрывается ключ 20 и дальнейшая прокатка производится в вертикальных валках.
Регулирование скорости электроприводов вертикальных и горизонтальных валков по предлагаемому способу позволяет сократить нагрузки ударно- го характера на оборудование вертикальной клети и уменьшить его поломки.
Внедрение изобретения позволя,ет скратить простои стана за согласо вания скорости металла и валков последующей клети перед переключением Hai режим стабилизации статического тока с учетом опережения металла в предыдущих валках.
Формула изобретения
Способ регулирования скорости электроприводов реверсивного прокат- кого стана с вертикальными и горизонтальными валками, включающий поддержание равенства окружных скоростей горизонтальных и вертикальных валков измерение и вычисление среднего значения статического тока электропривода вертикальных валков в нечетных проходах до захвата металла валками последующей горизонтальной клети, подержание статического тока электро- привода вертикальных валков на уров- не вычисленного среднего значения по5
50
5
0
35
сле захвата металла валками горизонтальной клети, отличающий- с я тем, что, с целью уменьше.ния поломок оборудования вертикальной, клети и сокращения простоев стана, окружную скорость вертикальных валков до захвата ими металла в четных проходах поддерживают равной скорости металла, измеряют раствор горизонтальных валков, оржатия во всех проходах, прогнозируют величину статического тока электропривода вертикальных валков 1с по формуле
1с . ), А где Н, - высота раската в четном проходе, Mj
суммарное обжатие в горизонтальных валках за не- четньш и четный проходы, м; изменение раствора вертикальных валков, м коэффициенты, полученные методом регрессивного анализа при обработке экспериментальных данных, адаптируемые методами математической статистики и удовлетворяющие условию
К е (190-210), К е (0,17-0,22),
и после захвата металла валками вертикальной клети поддерживают статический ток электропривода-валков этой клети на прогнозированном не.,
Ah.. 4В К
S
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для регулирования скорости реверсивного прокатного стана с вертикальными и горизонтальными валками | 1980 |
|
SU956082A1 |
| Способ согласования режимов работы электроприводов горизонтальных и вертикальных валков слябинга | 1983 |
|
SU1088827A1 |
| Устройство для регулирования межклетевых натяжений | 1984 |
|
SU1174112A1 |
| Способ управления частотой вращения наклонных валков кольцепрокатного стана | 1990 |
|
SU1734904A1 |
| Способ согласования скоростей вертикальных и горизонтальных валков универсальной клети прокатного стана | 2018 |
|
RU2687354C1 |
| Устройство управления скоростным режимом группы клетей непрерывного прокатного стана | 1986 |
|
SU1397111A1 |
| Устройство для определения скоростиВХОдА МЕТАллА B КлЕТь пРи пРО-KATKE | 1979 |
|
SU831252A1 |
| Способ регулирования скоростей главных электроприводов реверсивной универсальной клети и устройство для его осуществления | 1985 |
|
SU1310053A1 |
| Устройство для настройки скоростей валков непрерывного стана горячей прокатки | 1981 |
|
SU995940A1 |
| Система автоматического управления реверсивным прокатным станом | 1985 |
|
SU1268233A1 |
Изобретение относится к автома- тизации прокатных станов и может быть иснользовано при построении систем автоматического регулирования электроприводами слябинга и универсальных клетей прокатных станов. Цель изобретения - уменьшение поломок оборудования вертикальной клети и сокращение простоев.стана. Для этого выравнивают окружные скорости -валков по- . следующей клети со скоростью металла, выходящего из валщэв предьщущей клети до захвата металла валками по следующей клети, и воздействуют на электропривод вертикальных валков: при прокатке от вертикальной клети к горизонтальной в функции разности текущего значения статического тока электропривода вертикальных валков и среднего его значения за время раздельной прокатки при прокатке от горизонтальной клети к вертикальной в функции разности текущего значения статического тока электропривода вертикальных валков и- прогнозированного. 1 ил. (Л со СУ5 о 00 оо 4
Составитель А.Сергеев Редактор И.Шулла Техред М.Ходанич Корректор В.Бутяга
Заказ 6177/12 Тираж 481Подписное
BHHUffli Государственного комитета СССР
по делам изобретений и открытий , 113035, Москва, Ж--35, Раушская наб,, д. 4/5
Производственно-полиграфическое предприятие, г. Ужгород, ул. Проектная, 4
| Патент США № 3739613, кл | |||
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
