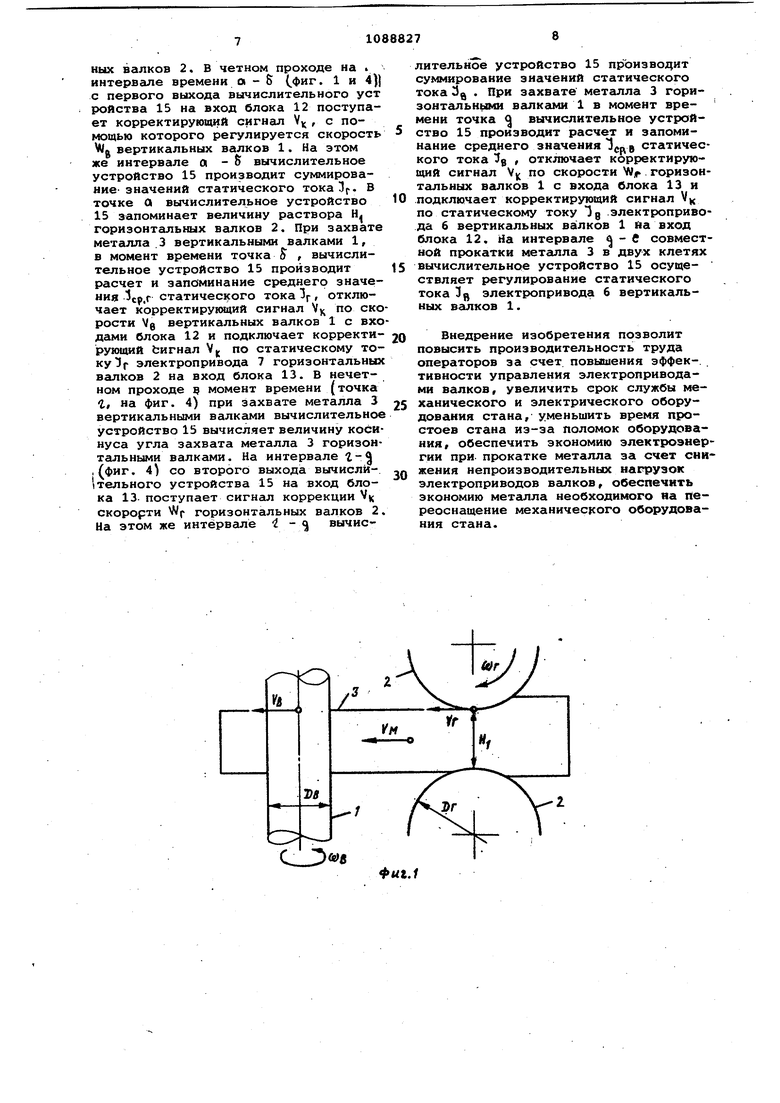
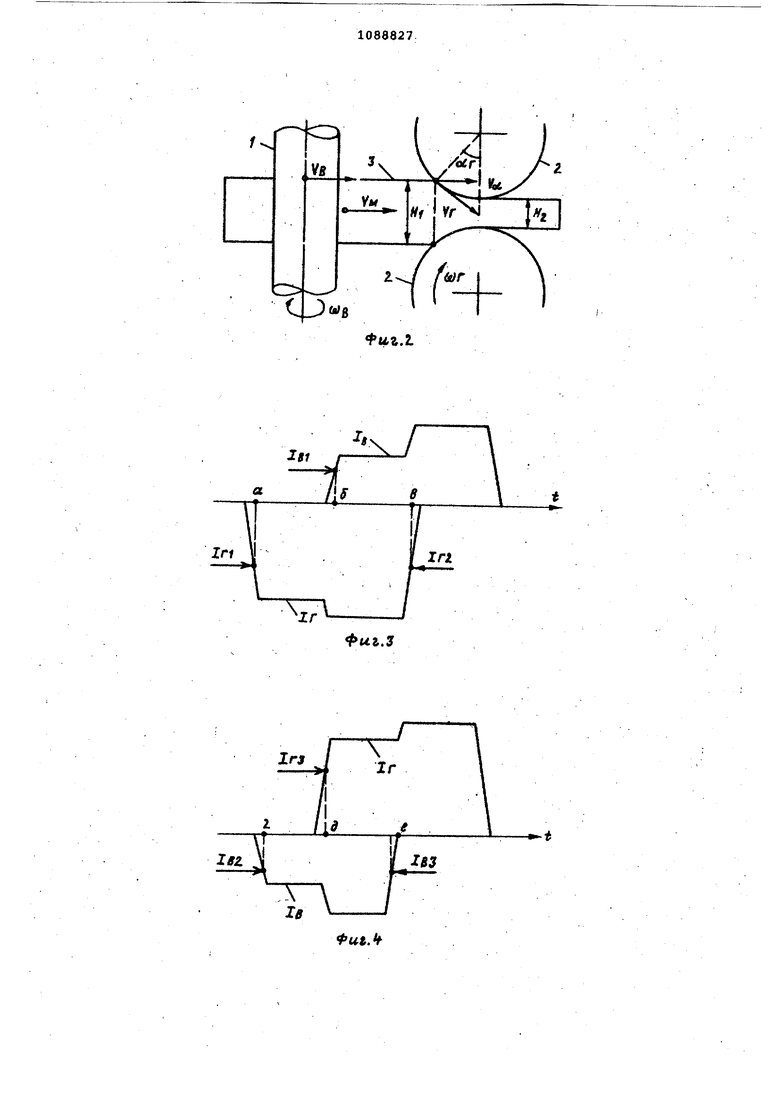
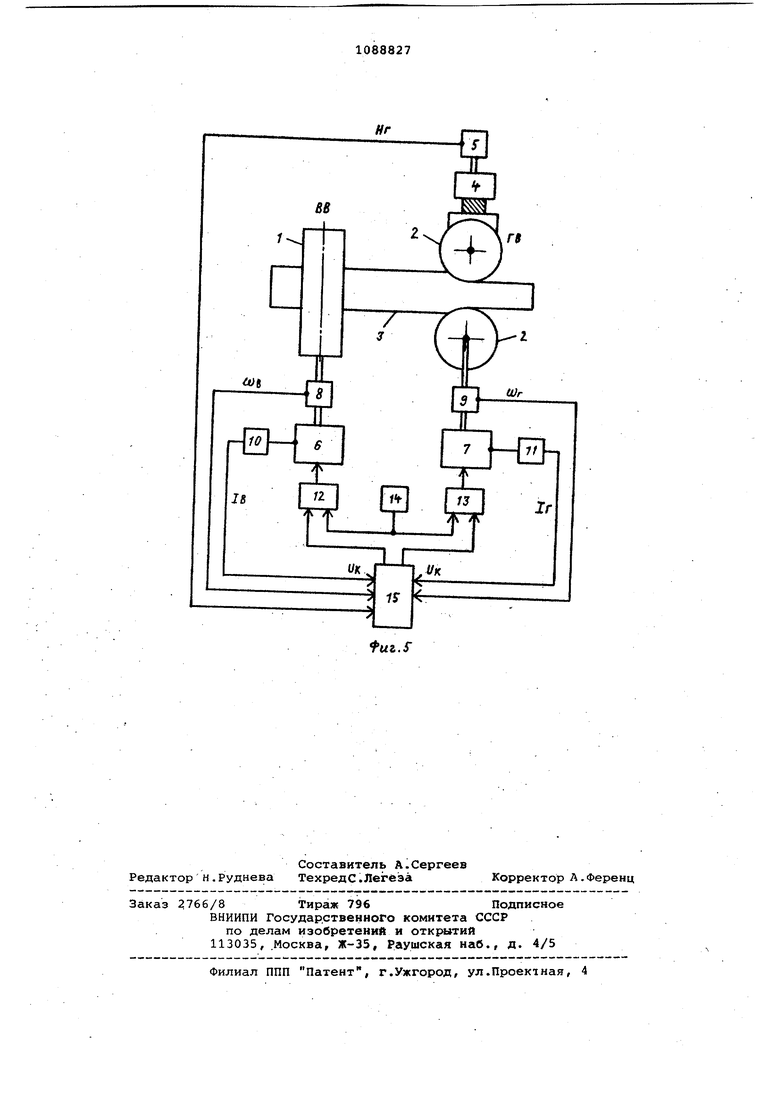
Изобретение относится к автоматизации обжимных станов, в частности слябингов, и может быть использованс в системах, автоматического управления электроприводами горизонтальных и вертикальных валков прокатных станов. Известен способ регулирования уси лия растяжения-сжатия между клетями при совместной прокатке металла, который характеризуется тем, что при захвате металла валками первой клети измеряют и интегрируют скорость этих валков, в процессе раздельной прокат ки металла в валках первой клети при достижении величины интеграла заданного значения.запоминают мгновенное, значение тока электропривода этих валков, а при металла в.-алками последующей клети корректируют скорость, причем величину коррекции определяют как разность между запомненными и текущими значеиияи|и тока электропривода первой клети Ij . Однако в данном способе согласование скоростей валков двух клетей не осуществляется до захвата металла валками второй клети« В условиях режимов работы слябинга при совместной прокатке металла в двух клетях известный способ не позволяет обеспе чить свободную прокатку без подпора или натяжения.Это вызвано тем,что при раздельной прокатке ток электропривода валкоз из-за неровностей на поверхностях слитка, наличия окалины и пробуксовок изменяется и его мгновенное значение не характеризует дей ствительный уровень нагрузки электропривода . Наиболее близким к изобретению пс технической сущности и достигнутому результату является пособ автоматической компенсации обжатия металла в горизонтальных валках для привода реверсивных валков, который заключается в том, что в четных проходах (прокатка металла от горизонтальных валкой к вертикальным) корректируют скорость вертикальных валков пропорционально произведению скорости горизонтальных вешков на отношение диаметров горизонтальных и вертикаль ных валков, в нечетных проходах (про катка металла от вертикальных валков к горизонтальным) корректируют скорость вертикальных валков пропррционально скорости горизонтальных валков , отношению диаметров валков и вытяжки металла в горизонтальных вал ках 2 . бднако в данном способе не учитывается величина статической просадки .скорости электрюпривода вертикаль1ных валков, в результате чего к моменту захвата металла валками после дующей клети появляется рассогласование скоростей горизонтальных и вертикальных вгшков. При этом в процессе захвата слитка валопроводы стана нагружаются большими упругими моментами. Захват в условиях рассогласования скоростей валков сопровождается ударом слитка о валки, что приводит к раскрытию зазоров Б узлах сочленения валопроводов с последующим динамическим ударом при их замыкании. Таким образом, возникающие значительные динамические нагрузки разрушают механическое оборудование стана, снижают его надежность и долговечность работы. При совместной прокатке металла на слябинге не происходит пластической Деформации металла в межклетьевом промежутке под действием усилий сжатий или растежения. В этом слумае горизонтальные и вертикальные валки оказываются жестко связанными через прокатываемый, металл, их линейные ; скорости выравниваются прйнудительно, а корректирующие связи по линейным скоростям валков размыкаются. Предлагаемая в данном способе коррекция скорости вертикальных валков при совместной прокатке металла в двух клетях перестаетдействовать. Прокат ка сопробождается усилиями подпора или натяжения между клетями через металл, происходит неравномерная загрузка электроприводов клетей, разрушаются механические узлы крепления вертикальной станины к горизонтальной . Цель изобретения - снижение динамических нагрузок в механическом оборудовании стана при захвате металла валками последующей клети и межклетьевых усилий через металл при совместной прокатке в двух клетях. Поставленная цель достигается тем, что в способе согласования режимов работы электроприводов горизонтальных и вертикальных валков слябинга, согласно которому при раздельной и совместной прокатке металла в вертикальных и горизонтальных валках воздействуют на скорость вертикальных валков, пропорционально произведению скорости горизонтальных валков на отношение Диаметров горизонтальных и вертикальных валков с учетом вытяжки метг1лла в горизонтальных валках, дополнительно в нечетных проходах до захвата металла валками последующей (горизонтальной) клети скорость электропривода горизонтальных валков поддерживают равной r NWe§; - где Wj. , Vi/j - скорости горизонтальных и верIиклльных валков ; -диаметры горизонтальных и вертикальных вал ков j -угол захвата металла горизонтальными валками, а в четных проходах до захвата метал ла валками последукмдей (верти; альной) клети скорость электропривода вертикальных валков поддерживают рав ной Dr .во всех , проходах за время раздельной прокатки металла в валках предыдощей клети из меряют, вычисляют и запоминают среднее значение статического тока электропривода валков этой клети, после захвата металла- валками последующей клети переходят с режима стабилизации скорости электропривода алков последующей клети на режим стабилизации статического тока элект ропривода валков предьщущей клети, 9 процессе совместной прокатки метал ла в двух клетях стабилизируют стати ческий ток электропривода валков пре дыдущей клети пропорционально разнос ти между текущим и запомненным средним значениями статического тока это го электропривода. Регулирование скорости валков последующей клети в функции указанных параметров позволяет в четных проходах к моменту захвата металла валками выровнять линейные скорости вертикальных валков и металла, Е1ЫХОДЯщего из горизонтальных валков. В нечетных проходах предлагаемый способ позволяет линейную скорость горизонтальных валков в момент захвата ме- , талла валками сделать равной линейной скорости металла, выходящего из вертикальных валков. При этом происходит безударный захват металла валками последующей клети с минимальным значением упругого динамического момента в валопроводах, исключается возможность раскрытия зазоров в соединительных звеньях валопроводов. При совместной прокатке металла В горизонт альных и вертикальных валках коррекция скорости отсутствует, так как линейные скорости валков выравниваются, принудительно за счет жесткой их связи через прокатываемый металл. Переход с регулирования скорости на регулирование статического тока электропривода валков с момента начала устойчивого сцепления валков доследующей клети с металлом позволяет осуществить дальнейшее согласование режимов работы электроприводов вёшков при совместной прокатке и . тем самым исключить появление усилий подбора или натяжения через прокатываемый металл. Использование при регулировании тока среднего значения статического тока, рассчитанного за время раздельной прокатки металла, позволяет точнее определить действительную загрузку электропривода валков предыдущей клети и тем самым точнее согласовывать электроприводы валков при совместной прокатке металла. Йа фиг. 1 и 2 представлены схемы соответственно четных и нечетных проходов при прокатке; на фиг.. 3 и 4 показат кривые изменения токов двигателей соответственно в четных и нечетных проходах} на фиг. 5 - представлена блок-схема устройства, pea- лиэум1 аего предлагаеьсый способ. На фиг. 1 и 2 представлены вертикаяьтле 1 и горизонтальные 2 валки, прокатывае(«М металл 3, Способ осу 4ествляют следующим образом. В четных проходах (фиг. 1) при захвате металла 3 горизонтальными валками 2, когда статический ток г электропривода гьриэонталынес валков 2 фнг.1 3 достигает предварительно заданной величины точкаа) t измеряйот и эгтоминают величину раствора Н, горизонталышх валков 2, суммируют значения статического тока Tf и считгют количество спа.. HI в су)а«(е. На интервале времени d8 Сфиг. 3) при раздельной npokaTKe металла 3 е горизонтальных валках 2 регулируют скорость W0 вертикальных валков 2 в функции ,,.N, .XNe.N, При этом к мо внту (точка S) захвата металла 3 вертикальными валками 1 линейная скорость Уц металла 3, выходшаего из горизонтальных валков 2 (принимают VM Vf), становится равной линейной скорости Vg вертикальных валков 1. При эахв.ате металла 3 вертикальными валками 1, когда статичес кий ток ц электропривода вертикальных валков 1 достигает предварительно заданной величины Зд (.точкаБ), рассчитывают и запоминают среднеё значение 1(п г статического тока ч Vf iF и переходят с регулирования скорости Wg вертикальных валков 1 на регулирование статического тока Т|- электропривода горизонтсшьных валков 2. Величину уставки ц, подбирают экспериментально из условия начала устойчивого сцепления металла 3 с вертикальными валками 1. При совместной прокатке металла 3 в вертикальных 1 и горизонтальных 2 валках (интервал В -I) регулируют статический ток г электропривода горизонтальных валков. При этом величину корректирующего сигнала Vs рассчитывают по формуле V.XnUr- cp.r), где К - коэффициент пропорционгшь ности; Ij. - текущее значение статическ го тока электропривода горизонтальных валков 2 на и тервале S - 6 . При выбросе металла 3 из горизон тальных валков 2, когда статический ток Зг достигает предварительно заданной величины 1|-2 переходят с регулирования статического тока Tf на регулирование скорости Wj. Если про .катка двухслитковая, то для второго слитка способ осуществляют аналогич но. В нечетных проходах (фиг. 2) при захвате металла 3 вертикальными валками 1, кргда статический ток д достигает {фиг. 4) предварительно заданной величины 62 осуществляют следующие операции: измеряют величину раствора К горизонтальных валков 2} рассчитывают косинус угла захвата созегметалла 3 горизонтальными валками 2 . Н,-И2 C05CCr-1--qr- J суммируют значения статического тока 8 и считают количество слагаемых Hj в сумме. На интерв.але времени I - при раздельной прокатке металла 3 в вертикальных валках регулируют скорость Wf горизонтальных валков 2 в функции rt-Ne,V -Vr;co5o(f, где V горизонтальная составляющая линейной скорости V горизонтальных валков 2 в точке захвата металла 3; VN.V.De J, DT Coso6r При этом к моменту (точка J , фиг. захвата металла 3 горизонтальньми валками 2 линейная скорость VM металла 3, выходящего из вертикальных вал ков 1 (принимают Vg) , становится равной горизонтальной составляющей V линейной скорости V горизонтальных валков 2. При захвате металла 3 горизонтальными валками 2, когда ста тический ток If достигает предварител но заданной величины - (точкаЭ), . рассчитывают и запоминают среднее значение ЗсрсВ статического тока Ig и переходят с регулирования скорости V/f горизонтальных валков 2 на регулирование статического тока Og электропривода вертикальных валков 1. Beличину уставки Jp, подбирают экспериментально из условия начала устойчивого сцепления металла 3 с горизонтальными валками 2. При совместной прокатке металла 3 в вертикальных 1 и горизонтальных 2 валках /интервал q - е, фиг 4) регулируют статический ток IP электропривода вертикальных валков 1, при этом величину корректирующего сигнала V) рассчитывают по формуле , KklnUeVe), где Ig- текущее значение статического тока электропривода вертикальных валков 1 интервале 5 -е . При выбросе металла 3 из вертикальных валков 1, когда статический ток g достигает предварительно заданной величины 1вэ переходят с регулирования статического тока З на регулирование скорости . Если прокатксг,; двухслитковая, то для второго слигла способ осуществляют аналогично. -4 Устройство, реализующее предлагае мын способ, представлено на фиг. 4 и содержит вертикальные 1 и горизонтальные 2 валки, в которых осуществляют прокатку металла 3, нажимное устройство 4 горизонтальных валков 2, на котором установлен датчик 5 раствора горизонтальных валков 2, электроприводы 6 и 7 вертикальных 1 и горизонтальных 2 валков соответ ственно, датчики 8 и 9 скоростей Соответственно вертикальных 1 и горизонтальных 2 валков, датчики 10 и 11 статических токов, блоки 12 и 13 управления, блок 14 задания, вычислительное устройство 15, входы которого соединены соответственно с выходами датчика 9 скорости и датчика 5 раствора горизонтальных валков 2, датчика 8 скорости вертикальных вгшков 1, датчиков 10 и 11 статических токов электроприводов 6 и 7, первый выход вычислительного устройства 15 соединен с корректирующим входом блока 12 управления электроприводом 6 вертикальных валков 1, второй выход вычислительного устройства 15 соединен с корректирующим входом блошка 13 управления электроприводом 7, к другим входам блоков 12 и 13 соединен выход блока 14 задания. Устройство работает следующим образом. В вычислительное устройство 15 предварительно вводят уставки токов: мг г2 82 -вэ соответствующие входы вычислительного устройства 15 непрерывно поступают сигналы с выходов датчика 8 и 9 скорости, датчиков 10 и 11 статических токов, датчика 5 раствора горизонтальт ных валков 2. В четном проходе на интервале времени а - S . 1 и 4)) с первого выхода вычислительного уст ройства 15 на вход блока 12 поступает корректирующий сигнал V, с помощью которого регулируется скорость вертикальных валков 1. На этом же интервале а - вычислительное устройство 15 производит суммирование-значений статического тока(.. В точке а вычислительное устройство 15 запоминает величину раствора Н горизонтсшьных валков 2. При захвате металла .3 вертикальными валками 1, в момент времени точка S , вычислительное устройство 15 производит расчет и запоминание среднего значение -Чср.г- статического тока , отключает корректирующий сигнал V) по ско рости Vg вертикальных валков 1 с вхо дами блока 12 и подключает корректирующий Ьигнал V,, по статическому току Т электропривода 7 горизонтальных валков 2 на вход блока 13. В нечетном проходе э момент времени (точка 1, на фиг. 4) при захвате металла 3 вертикальными валками вычислительное устройство 15 вычисляет величину косинуса угла захвата металла 3 горизонтальными валками. На интервале 1,(фиг. 4) со второго выхода вычислйIтельного устройства 15 на вход блока 13. поступает сигнгш коррекции V скорорти горизонтальных валков 2. На этом же интервале Z - вычислительн е устройство 15 производит суммирование значений статического тока . При захвате метгшла 3 горизонтальными Всшками 1 в момент времени точка вычислительное устройство 15 производит расчет и запоминание среднего значения („ в статического тока 9 , отключает корректирующий сигнал Vy- по скорости ц. горизонтальных вгипков 1 с входа блока 13 и подключает корректирующий сигнал V по статическому току Тд .электропривода 6 вертикальных валков 1 йа вход блока 12. На интервале - С совместной прокатки металла 3 в двух клетях вычислительное устройство 15 осуществляет регулирование статического тока электропривода б вертикальных валков 1. Внедрение изобретения позволит повысить производительность труда операторов за счет повышения эффек-. тивиости управления электроприводами валков, увеличить срок службы механического и электрического оборудования стана, уменьшить время простоев стана из-за поломок оборудования, обеспечить экономию электроэнергии при прокатке металла за счет сни жения непроизводительных нагрузок электроприводов валков, обеспечить экономию металла необходимого на переоснащение механического оборудования стана.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ регулирования скорости электроприводов реверсивного прокатного стана с вертикальными и горизонтальными валками | 1986 |
|
SU1360834A1 |
| СПОСОБ АВТОМАТИЧЕСКОГО РЕГУЛИРОВАНИЯ НАТЯЖЕНИЯ ПОЛОСЫ В ЧЕРНОВОЙ ГРУППЕ КЛЕТЕЙ НЕПРЕРЫВНОГО ПРОКАТНОГО СТАНА | 2012 |
|
RU2494828C1 |
| Способ автоматического регулирования скорости горизонтальных и вертикальных валков универсальной клети стана горячей прокатки | 2015 |
|
RU2620424C2 |
| Способ автоматического управления процессом прокатки в черновой группе клетей непрерывного прокатного стана | 2022 |
|
RU2787290C1 |
| Способ согласования скоростей вертикальных и горизонтальных валков универсальной клети прокатного стана | 2018 |
|
RU2687354C1 |
| Система автоматического управления реверсивным прокатным станом | 1985 |
|
SU1268233A1 |
| Способ прокатки на реверсивном стане с горизонтальными и вертикальными валками | 1976 |
|
SU659217A1 |
| Устройство для регулирования скорости реверсивного прокатного стана с вертикальными и горизонтальными валками | 1980 |
|
SU956082A1 |
| Устройство для определения скорости входа металла в клеть при прокатке | 1981 |
|
SU939149A1 |
| Устройство для измерения скорости входа металла в клеть при прокатке | 1972 |
|
SU438460A1 |
СПОСОБ СОГЛАСОВАНИЯ РЕЖИМОВ . РАБОТЫ ЭЛЕКТРОПРИВОДОВ ГОРИЗОНТАЛЬНЫХ И ВЕРТИКАЛЬНЫХ ВАЛКОВ СЛЯБИНГА, согласно которому при раздельной и совместной прокатке металла в вертикальных и горизонтальных валках воздействуют на скорость вертикальных валков, пропорционально произведению скорости гори зон тсшьных валков ,на отношение диаметров горизонтальных и вертикальных валков с учетом вытяжки металла в горизонтальных валках, отличающийся тем, что с целью снижения динамических нагрузок, в механическом оборудовании стана при захвате металла валками последующей клети и межклетьевых усилий через металл при совместной прокатке, дополнительно в нечетных проходах до захвата металла вгшками последующей (горизонтальной) клети скорость электропривода горизонтальных валков поддерживают равной DB 1 , 0г CuSotr где Wf , Wg скорости горизонтальных и вертикальных валков; DB О диаметры горизонтальг ных и вертикальных валков; т угол захвата металла горизонтальными валками, а в четных- проходах до захвата металла валками последующей (.вертикальной) клети скорость электропривода верти-.. кальных валков по.эдерживают равной. , i , в (Л во всех проходах за время раздельной Прокатки металла в валках предыдущей клети измеряют, вычисляют и запоминают среднее значение статического тока электропривода валков этой. клети, после захвата металла валками; последующей клети переходят с режима стабилизации скорости электропривоЭО да валков последующей клети на режим эо X) стабилизации статического тока электропривода валков предыдущей клети, в процессе совместной прокатки металю ла в двух клетях стабилизируют статический ток электропривода веткой предыдущей клети пропорционально раз. ности между текущим и запомненньвл средним значениями статического -тока этого электропривода. 
1Я
Ve
о
Hf Уг
CJ)B
2ti
8
In
ЛгА
Jrj
/1
Д
lez
ГЛ
-
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| КОСМЕТИЧЕСКИЙ ПРЕПАРАТ ДЛЯ ЗАЩИТЫ КОЖИ И ВОЛОС ЧЕЛОВЕКА И ЖИВОТНЫХ ОТ ВРЕДНЫХ ВОЗДЕЙСТВИЙ УЛЬТРАФИОЛЕТОВОГО ИЗЛУЧЕНИЯ, СПОСОБ ЗАЩИТЫ ВОЛОС ЧЕЛОВЕКА, А ТАКЖЕ НОВЫЕ СОЕДИНЕНИЯ БЕНЗОТРИАЗОЛА | 1997 |
|
RU2194493C2 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Патент США № 3739613, кл | |||
| Термосно-паровая кухня | 1921 |
|
SU72A1 |
