При протягивании заготовки 7 через игроку ток доводится до безопасного напряжения с помощью трансформатора 11. С помощью скользящих контактов ток подводится к заготовке. Выполнение скользящего контакта 3 в виде трубки из материала, обладающего вы- соким оптическим сопротивлением, например вольфрама, обеспечивает повышенную степень прогрева заготовки. Это повьшает ее пластичность. Кроме того, наличие электроизоляции vid.
1
Изобретение относится к обработке металла давлением, а именно к волочению металла.Цель изобретения - увеличение производительности путем повышения плас- тичности металла.
На чертеже изображено предлагаеь. устройство, общий вид.
Устройство для волочения металла
состоит из волоки 1, скользящих контактов 2-4. Контакты 2 и 3 расположены до волоки 1, а контакт 4 - после нее. Скользящие контакты 2 и 3 подключены с одной стороны к источни- ку 5 питания безопасного напряжения через переключатель 6, а с другой - к обрабатываемой заготовке 7. Контакт 3 выполнен в виде трубки с электроизолированной внутренней поверхностью установленной соосно с волокой 1 с возможностью скольжения относительно него заготовки 7, Трубка - контакт 3 может быть выполнена из высокоомно- го материала, например из нержавеющей стали, снабжена с торцов- входной 8 и выходной 9 клеммами. Скользящий контакт 4, расположенный после волоки 1, подсоединен перемычкой 10 с выходной клеммой 9 скользящего контакта 3, входная клемма 8 которого подсоединена к источнику 5 питания. Безопасность напряжения создается с помощью подключения источника 5 питания через понижающий трансформатор j11. Такая схема подсоединения скользящих контактов 2-4 между собой и с источником 5 питания и обрабатываемой проволокой 7 позволяет пред
внутренней поверхности трубки обеспечивает протекание в ней тока лишь в одном направлении, а в заготовке - в противоположном. В этом случае магнитные поля вокруг них вытесняет ток на поверхность обрабатываемой заготовки, увеличивая плотность протекае- мого в ней тока. Это способствует удалению дефектов кристаллической решетки из поверхностного слоя заготовки 7, повышая его прочность. 2 з.п, ф-лы, 1 ил.
0
5 5
0
варительно до волоки 1 нагревать не все сечение заготовки 7, а только ее поверхностные слои. Последнее связано с тем, что в трубке - контакте 3, электроизолированной изнутри, ток идет в одном направлении, а в заготовке 7, скользящей внутри нее, ток идет в другом направлении. Магнитные же поля вокруг них, накладываясь,вытесняют ток на поверхность обрабатываемой заготовки 7, увеличивая плотность тока, протекающего rf поверхностном слое заготовки 7.
Кроме т.ого, наличие скользящего контакта 4 после волоки 1 позволяет пропускать ток через заготовку 7 вплоть до ее выхода после волоки 1. Это значит, что в момент появления пластической деформации н наличия вы- сокой температуры при обжатии заготовки 7 в волоке 1 дополнительно подводится джоулево тепло ,-1 а также осуществляется интенсивное электронное воздействие на процесс упорядоченного расположения ионов в кристаллической решетке, расположенных в поверхностном слое обрабатываемой заготовки 7. Это способствует удалению дефектов кристаллической решетки (вакансии, дислокации) из поверхностного слоя заготовки 7.
Устройство для волочения металла работает сле дующим образом.
При протягивании обрабатываемой заготовки 7 через волоку 1 при включенном переключателе 6 переменный ток от источника 5 питания с помощью понижающего трансформатора 11 доводится до безопасного напряжения. Далее с помощью скользящих контактов 2 и 3 переменный ток подводится к обрабатываемой заготовке 7. В результате ток проходит через заготовку 7 до волоки 1, заготовку 7 после обработки в волоке 1 и через контакт 4. Затем переменный ток проходит через перемычку 10 на выходную клемму 9 скользящего контакта 3. А с входной клеммы 8 контакта 3 ток далее поступает через понижающий трансформатор 11 к источнику 5 питания. При выполнении скользящего контакта - трубки 3 из материала, обладающего высоким омическим Сопротивлением (вольфрам, нержавеющая сталь), нагреватель,состоящий из скользящего контакта - трубки 3 и обрабатываемой заготовки 7, находящейся внутри него, нагревается с большей степенью прогрева. Это повышает пластичность заго - товки , прочность ее поверхностного слоя.
Изобретение позволяет повысить .производительность в 1,5 раза и прочность поверхностного слоя заготовки на 50%
Редактор И. Шулла Заказ 6176/12
Составитель А. Морозов Техред М.Ходанич
Корректор
Тираж 731Подписное
ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб., д.. 4/5
Производственно-полиграфическое предприятие, г. Ужгород, ул. Проектная,. 4
10
608364
.Формула изобретения
1. Устройство для волочения металла, содержащее волоку, средства нагрева металла в виде скользящих контактов, подсоединенных к источнику питания и установленных до и после волоки,о тличающееся тем, 4Td, с целью увеличения производи- тельньсти путем повышения пластичности металла, устройство снабжено дополнительным скользящим контактом, расположенным непосредственно перед волокой, и выполненным в виде уста- 15 новленной сорсно с волокой трубки с электроизолированной внутренней поверхностью и входной и выходной клеммами, расположенными по ее торцам в соответствии с напряжением волочения, причем скользящий контакт после волоки подсоединен перемычкой к выходной клемме трубки, а входная ее клемма подаоединена к источнику питания.
2,5 стройство ПОП.1, о т л к 4 а- ю щ е е с я тем, что .трубка выполнена из материала с высоким омическим сопротивлением.
3.Устройство по ПП.1 и 2, отличающееся тем, что трубка выполнена из вольфрама.
20
25
Корректор С. Шекмар
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для волочения изделий | 1987 |
|
SU1444016A1 |
| Способ изготовления проволоки с покрытием | 1991 |
|
SU1801644A1 |
| Способ многократного волочения изделий с электроконтактным нагревом и изделие, изготовленное таким способом | 2019 |
|
RU2707054C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЭЛЕКТРИЧЕСКИ ИЗОЛИРОВАННОЙ МЕТАЛЛИЧЕСКОЙ ЛЕНТЫ И ЛИНИЯ ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2010 |
|
RU2463121C2 |
| СПОСОБ ОБРАБОТКИ МЕТАЛЛОВ ДАВЛЕНИЕМ | 2005 |
|
RU2321469C2 |
| СПОСОБ МИКРОДУГОВОГО ОКСИДИРОВАНИЯ ГРУППЫ ДЕТАЛЕЙ ИЗ ВЕНТИЛЬНЫХ МЕТАЛЛОВ И ИХ СПЛАВОВ | 1992 |
|
RU2019582C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТОНКОЙ НИКЕЛИД-ТИТАНОВОЙ ПРОВОЛОКИ | 2012 |
|
RU2502823C1 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ МЕТАЛЛИЧЕСКОЙ ПРОВОЛОКИ | 1993 |
|
RU2098206C1 |
| СПОСОБ ПОДГОТОВКИ ПОВЕРХНОСТИ ЗАГОТОВКИ К ВОЛОЧЕНИЮ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1996 |
|
RU2118212C1 |
| УСТРОЙСТВО ДЛЯ ВОЛОЧЕНИЯ ПРОФИЛЕЙ | 1991 |
|
RU2030237C1 |
Изобретение относится к обработке металлов давлением и может быть исиспользовано при волочении металлов. Цель изобретения - увеличение производительности путем повьшенйя пластичности металла. Устройство содержит волоку 1, подключенные к источнику 5 питания скользящие контакты 2,3,4 для нагрева заготовки 7. Контакты 2 и 3 расположены до волоки, а контакт 4 - после нее. Контакт 3 выполнен в виде .трубки с электроизолированной внутренней поверхностью, установлен соос- но с волокой 1. Через него проходит заготовка 7. Контакт 4 снабжен с торцов входной 8 и вьЕходной 9 клеммами. Контакт 4 соединен перемычкой 10 с выходной клеммой 9, а входная клемма 8 подсоединена к источнику 5 питания. о (О сл П7/ VW оэ о: о 00 со О5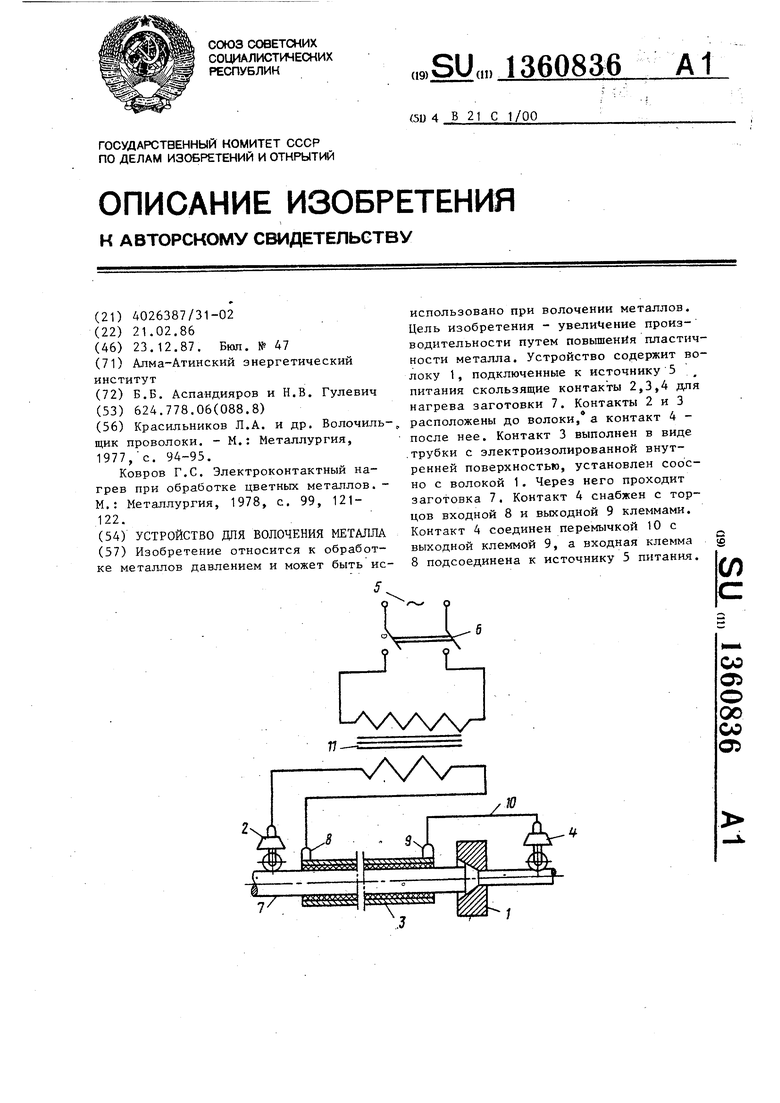
| Красильников Л.А | |||
| и др | |||
| Волочиль-, щик проволоки | |||
| - М.: Металлургия, 1977, с | |||
| Экономайзер | 0 |
|
SU94A1 |
| Ковров Г.С | |||
| Электроконтактный нагрев при обработке цветных металлов | |||
| - М.: Металлургия, 1978, с | |||
| Прибор, замыкающий сигнальную цепь при повышении температуры | 1918 |
|
SU99A1 |
