Изобретение относится к обработке металлов давлением и касается волочения профилей.
Известно устройство для волочения профилей, принятое за прототип и содержащее волокодержатель с зубчатым венцом, несущий волоку, взаимодействующие с венцом цилиндрическое зубчатое колесо, тяговый орган, расположенный за волокой, и зубчатый редуктор.
Недостаток известного устройства состоит в том, что кинематическая связь между вращением волоки и перемещением через нее обрабатываемой заготовки оказывается нежесткой. В момент проскальзывания осевое перемещение заготовки чеpез волоку замедляется или прекращается вообще. Пробуксовка может носить кратковременный или длительный характер. Движение заготовки становится импульсным, вызывающим переменные нагрузки. В момент разгона затормозившегося профиля имеют место ускорения, вызывающие появление нагрузок, превышающих по своему значению средние нагрузки при равномерном волочении. Воздействующие в результате этого на элементарные площадки рабочей поверхности волоки циклические нагрузки достигают пиковых значений, что приводит к повышенному износу волочильного канала. Начало износа на одном участке рабочей поверхности волоки инициирует дальнейшее развитие процесса. Это нарушает геометрию волочильного канала и чистоту его поверхности, а так как протягиваемая через волоку заготовка копирует форму и поверхность волочильного канала, то сказывается на качестве и точности продуктов волочения. Повышение нагрузки вызывает появление налипания материала заготовки на рабочую поверхность волоки. Следствием этого служит образование задиров на поверхности обрабатываемого профиля. На возникшем первом очаге налипания при последующих нагрузках происходит быстрый рост (более быстрый, чем при равномерной нагрузке) объема налипшего металла, что совершенно неприемлемо при волочении, например, точных изделий.
Цель изобретения - увеличение долговечности волоки и повышение точности геометрической формы профиля.
Поставленная цель достигается в предложенном устройстве за счет наличия пары винт-гайка, винт которой жестко связан одним концом с цилиндрическим зубчатым колесом, а другим - с выходным валом редуктора, входной вал которого подсоединен к валу главного двигателя, а гайка жестко связана с тяговым органом, выполненным в виде установленного по оси волочения захвата. Это обеспечивает равномерность движения заготовки через волочильный канал. Исключаются ускорения и замедления движения металла через волоку, вызывающие появление переменных нагрузок, превышающих средние значения нагрузок при равномерном волочении. Тем самым облегчаются условия работы материала волоки и уменьшается износ волочильного канала, следствием чего являются продление срока службы инструмента, а также повышение качества поверхности и точности геометрической формы продуктов волочения. При равномерной нагрузке процесс налипания материала заготовки на рабочую поверхность волоки идет менее интенсивно, чем при неравномерной. Это так же положительно влияет на качество получаемой продукции, в частности позволяет обрабатывать точные изделия. Кроме того, в предложенном устройстве оси волоки и винта могут быть расположены вертикально. В этом случае волочение профиля осуществляется в вертикальной плоскости и смазка, находящаяся в объеме волочильного канала, равномерно распределяется по всему объему, а не концентрируется в низшей его точке, как при горизонтальном расположении оси волочения. Такое решение позволяет существенно улучшить подвод смазки к зоне пластической деформации, добиться реализации в ней режима жидкостного трения и избежать необходимости применения для этой цели специальных приспособлений, что упрощает конструкцию инструмента. При режиме жидкостного трения взаимодействующие поверхности экранируются толстым промежуточным слоем смазки. Это позволяет снизить силы трения на контакте, а, следовательно, и усилие волочения; обеспечить равномерность распределения деформации по объему деформируемого тела, уменьшить износ инструмента, воспрепятствовать образованию задиров на поверхности изделия, обеспечить чистоту и оптимальную шероховатость его поверхности. В конечном итоге перечисленное способствует повышению точности продуктов волочения. Кроме того, в предложенном устройстве зубчатые шестерни могут быть смежными. Это позволяет выбрать оптимальную частоту вращения, что важно из-за широкой номенклатуры обрабатываемых материалов, смазок, материала волок, состояния поверхности заготовки и т.д.
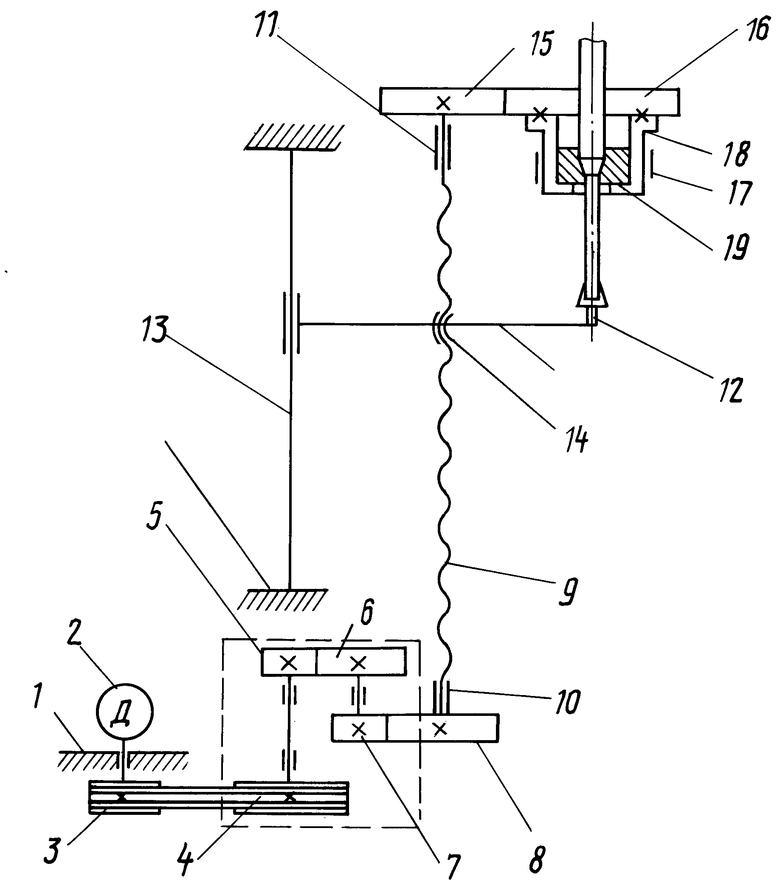
На чертеже показано предлагаемое устройство.
На основании 1 размещен электродвигатель 2 вертикального типа, на валу которого закреплен шкив 3, предназначенный для передачи вращения от электродвигателя через ответный шкив 4 на входной вал регулируемого одноступенчатого редуктора. Его сменные зубчатые колеса 5 и 6 через пару постоянных зубчатых колес 7 и 8, из которых колесо 8 закреплено на нижнем конце вертикального ходового винта 9, вращающегося в подшипниковых опорах 10 и 11, позволяют изменять скорость перемещения тягового органа 12 в виде захвата вдоль направляющих 13. С тяговым органом связана гайка 14. На верхнем хвостовике ходового винта закреплена сменная зубчатая шестерня 15, предназначенная для передачи вращения на сменный зубчатый венец 16, крепящийся к имеющей возможность вращаться в подшипниковой опоре 17 обойме 18 с размещенной в ней волокой 19.
Устройство работает следующим образом.
Тяговый орган 12 в виде захвата находится в верхнем исходном положении. Через отверстие в волоке 19 вводится хвостовик обрабатываемого профиля, диаметр которого меньше диаметра калибрующего пояска волоки. Хвостовик прутка фиксируется тяговым органом. После включения электродвигателя 2 ходовой винт 9 и обойма 18 с волокой 19 приходят во вращение. Вращение ходового винта вызывает перемещение по направлению к основанию 1 вдоль направляющих 13 тягового органа с гайкой 14. Обрабатываемый пруток протягивается через волоку. Кроме выполнения основной функции, тяговый орган препятствует провороту прутка вместе с вращающейся волокой.
Достигая своего низшего положения, соответствующего окончанию процесса волочения профиля и определяемого конструктивными соображениями, тяговый орган останавливается, например, отключением электродвигателя нажатием на концевой выключатель, которым устройство может быть оснащено. Обработанный профиль высвобождается из тягового органа, который перемещается вращением ходового винта в обратном направлении в исходное положение. Устройство готово для обработки нового профиля.
Заявленное устройство посредством жесткой кинематической связи между механизмами перемещения тягового органа и вращения волоки позволяет обеспечить равномерность движения заготовки через волочильный канал, исключить ускорения и замедления металла, вызывающие появление переменных нагрузок. Таким образом, облегчаются условия работы материала волоки и уменьшается износ ее канала. Этому способствует также вертикальное расположение оси волочения. При этом отпадает необходимость в размещении специальных приспособлений для подвода смазки, а она сама равномерно распределяется в объеме между поверхностями обрабатываемой заготовки и волочильного канала, надежно их разделяя. Равномерности распределения смазки способствует вращение волоки. Все это препятствует образованию задиров на поверхности изделия и тем самым повышает его точность. Привод механизмов перемещения тягового органа и вращения волоки от одного электродвигателя позволяет снизить энергетические расходы в процессе работы устройства.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для волочения круглых профилей с кручением | 1979 |
|
SU863047A2 |
| Устройство для волочения круглых профилей с кручением | 1976 |
|
SU663462A1 |
| МНОГОКРАТНЫЙ ПРЯМОТОЧНЫЙ ВОЛОЧИЛЬНЫЙ СТАН ДЛЯ КАЛИБРОВКИ ЗАГОТОВОК | 2012 |
|
RU2539520C2 |
| Клеть роликовой волоки | 1978 |
|
SU776689A1 |
| СТАН НЕПРЕРЫВНОГО ХОЛОДНОГО ВОЛОЧЕНИЯ-ПРОКАТКИ ТРУБ | 2003 |
|
RU2236919C1 |
| Привод волочильного барабана | 1982 |
|
SU1072944A1 |
| Устройство для волочения | 1983 |
|
SU1068197A1 |
| Барабанный волочильный стан | 1989 |
|
SU1741946A1 |
| ВОЛОЧИЛЬНЫЙ СТАН | 1994 |
|
RU2090280C1 |
| Устройство для гидроабразивной ОбРАбОТКи НАРужНОй пОВЕРХНОСТидЕТАлЕй | 1976 |
|
SU804410A1 |
Изобретение относится к обработке металлов давлением и касается включения профилей. Сущность изобретения: устройство содержит волокодержатель с зубчатым венцом, взаимодействующее с венцом цилиндрическое зубчатое колесо, тяговый орган, зубчатый редуктор, главный двигатель и пару винт-гайка. Винт жестко связан одним концом с цилиндрическим зубчатым колесом, а другим - с выходным валом редуктора, входной вал которого подсоединен к валу главного двигателя. Гайка жестко связана с тяговым органом в виде установленного по оси волочения захвата. Дополнительно оси волоки и винт расположены вертикально. Дополнительно зубчатые шестерни выполнены сменными. 2 з.п. ф-лы, 1 ил.
| Устройство для волочения профилей с кручением | 1989 |
|
SU1655588A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
