Изобретение относится к станкостроению, а более конкретно к устроствам для закрепления и поворота деталей на шпинделях станков токарно- го типа.
Целью изобретения является повышение производительности путем сокращения времени на переналадку.
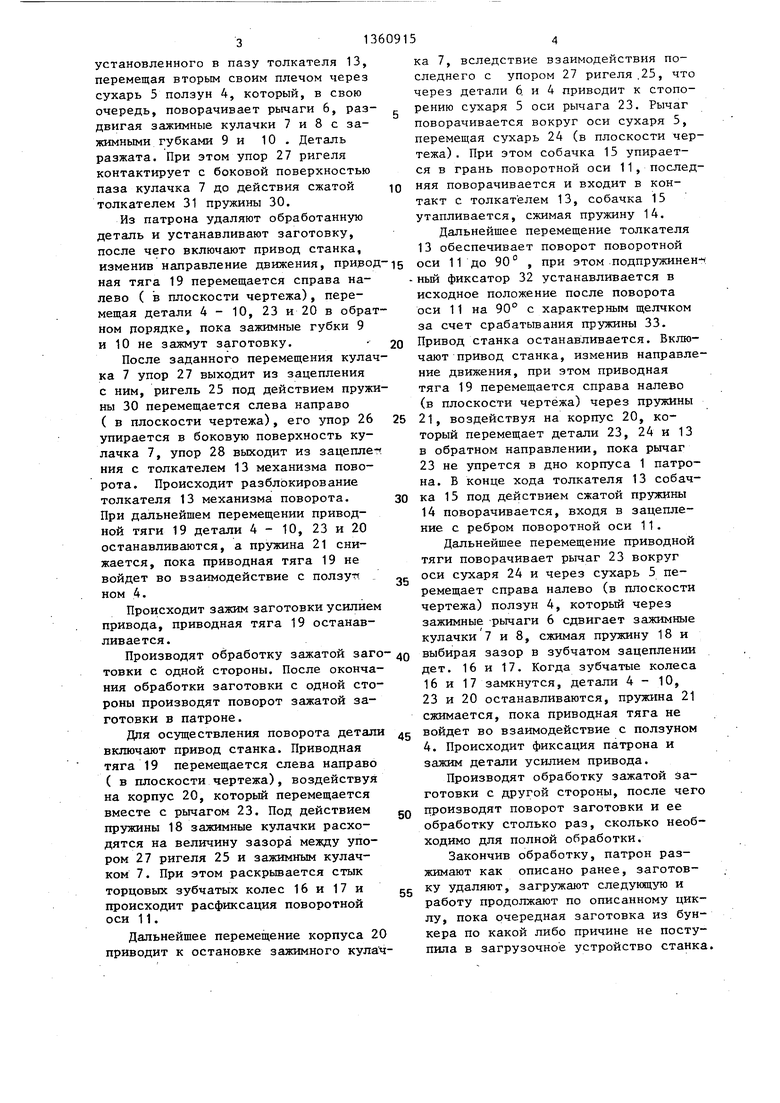
На фиг, 1 изображен предлагаемый патрон, осевой разрез; на фиг. 2 - разрез А-А на фиг. 1; на фиг. 3 - разрез Б-Б на фиг. 1; на фиг. 4 - разрез В-В на фиг. 2; на фиг. 5 - разрез Г-Г на фиг. 2.
Зажимной механизм осуществляет центрирование и зажим обрабатываемого изделия зажимными кулачками. Он размещен в корпусе 1 с крышками 2 и 3 и состоит из ползуна; 4, сухаря 5, рычагов 6 и зажимных кулачков 7 и 8 с зажимными губками 9 и 10.
Механизм поворота расположен в зажимных кулачках, осуществляет поворот обрабатываемой детали и состоит из поворотных осей 11 и 12, расположенных в зажимных кулачках, на которых установлены зажимные губки 9 и 10, толкателя 13 поворота с подпружиненной посредством пружины 14 собачкой 15, расположенного в отверстии зажимного кулачка 7 тангенциально поворотной оси 11. На последней закреплено зубчатое колесо 16 с торцовыми зубьями, зацепленными с ответными зубьями колеса 17, закрепленного на зажимном кулачке 7 В отверстии оси 11 расположена пружина 18 для осевого перемещения поворотной оси 11 и вьгаода из зацепления зубчатых колес 16 и 17.
Механизм привода состоит из приводной тяги 19, поджатой к корпусу 20 пружиной 21.
В корпусе 20 на оси 22 установлен двуплечий рычаг 23, взаимодействующий своими плечами через сухари 5 и 24, соответственно с ползуном 4, расположенным в отверстии корпуса 20 , и толкателем 13.
Приводная тяга 19 имеет Т - обраный паз, в который входят с зазором выстзшы ползуна 4.
Механизм стопорения обеспечивает требуемую последовательность работы деталей патрона в целом, управляя механизмом привода, и поворот либо зажим - разжим изделия, а также блокировку всех механизмов патрона в случае отсутствия в патроне изделия.
Он содержит расположенный в корпусе патрона ригель 25, имеющий упоры 26-29, предназначенные для взаимодействия соответственно упоров 26 и 27 - с зажимным кулачком 7 и 28 - с толкателем 13 и 29 - с корпусом
Q 20 привода.
На одной из поверхности ригеля 25 выполнены косые зубья. В расточке корпуса патрона вблизи от ригеля 25 расположен, подпруткиненный с помощью
5 пружины 30, приводной толкатель 31, имеющий также косые зубья, зацепляющиеся с зубьями ригеля 25.
В одном из зажимных кулачков установлен фиксатор 32 с пружиной 33.
0 На поворотной оси 12 установлено кольцо 34 с выступами, число которых кратно числу обрабатьгоаемых сторон детали. Поворотная ось 12 установлена в зажимном кулачке В во втулке
5 35, на торцевой поверхности последней выполнены пазы, ответные выступам кольца 3. Поворотная ось 12 подпружинена пружиной 36.
Патрон работает следующим обра0 зом.
Рассмотрим работу предлагаемого поворотного зажимного патрона на токарном многошпиндельном автомате при обработке, например крестовины карданного вала.
Исходное положение - деталь зажата. Для раскрытия патрона воздействуют на приводной толкатель 31,утапливая его до дна расточки и сжимая
0 пружину 30. За счет зубчатого зацепления толкателя 31 с ригелем 25, последний перемещается справа налево (в плоскости чертежа). При зтом I упор 26 выходит из контакта с зажим- ным кулачком 7, а упор 27 устанавливается против ответного паза в кулачке 7 и не ограничивает его перемещения,при этом упор входит в зацепле- кие с пазом толкателя 13 поворота,
g блокируя его перемещение и, следовательно, работу механизма поворота. Затем включают привод станка, приводная тяга 19 перемещается слева направо (в плоскости чертежа), воз действуя на корпус 20, который перемещается вместе с рычагом 23.
Так как перемещение толкателя 13 заблокировано ригелем, то рычаг 23 поворачивается вокруг оси сухаря 24,
установленного в пазу толкателя 13, перемещая вторым своим плечом через сухарь 5 ползун 4, который, в свою очередь, поворачивает рычаги 6, раздвигая зажимные кулачки 7 и 8 с зажимными губками 9 и 10 . Деталь разжата. При этом упор 27 ригеля контактирует с боковой поверхностью паза кулачка 7 до действия сжатой толкателем 31 пружины 30.
Из патрона удаляют обработанную деталь и устанавливают заготовку, после чего включают привод станка, изменив направление движения, привод ная тяга 19 перемещается справа налево ( в плоскости чертежа), перемещая детали А - 10, 23 и 20 в обратном порядке, пока зажимные губки 9 и 10 не зажмут заготовку.
После заданного перемещения кулачка 7 упор 27 выходит из зацепления с ним, ригель 25 под действием пружины 30 перемещается слева направо ( в плоскости чертежа), его упор 26 упирается в боковую поверхность кулачка 7, упор 28 выходит из зацепления с толкателем 13 механизма поворота. Происходит разблокирование толкателя 13 механизма поворота. При дальнейшем перемещении приводной тяги 19 детали 4 - 10, 23 и 20 останавливаются, а пружина 21 снижается, пока приводная тяга 19 не войдет во взаимодействие с ползу-я ном 4.
Происходит зажим заготовки усилием привода, приводная тяга 19 останавливается.
Производят обработку зажатой заго- о выбирая зазор в зубчатом зацеплении
товки с одной стороны. После окончания обработки заготовки с одной стороны производят поворот зажатой заготовки в патроне.
Дпя осуществления поворота детали включают привод станка. Приводная тяга 19 перемещается слева направо ( в плоскости чертежа), воздействуя на корпус 20, который перемещается вместе с рычагом 23. Под действием пружины 18 зажимные кулачки расходятся на величину зазора между упором 27 ригеля 25 и зажимным кулачком 7. При этом раскрывается стык торцовых зубчатых колес 16 и 17 и происходит расфиксация поворотной оси 11.
Дальнейщее перемещение корпуса 20 приводит к остановке зажимного кула ч45
50
55
дет. 16 и 17. Когда зубчатые колеса 16 и 17 замкнутся, детали 4 - 10, 23 и 20 останавливаются, пружина 21 сжимается, пока приводная тяга не войдет во взаимодействие с ползуном 4. Происходит фиксация патрона и зажим детали усилием привода.
Производят обработку зажатой заготовки с другой стороны, после чего производят поворот заготовки и ее обработку столько раз, сколько необходимо для полной обработки.
Закончив обработку, патрон разжимают как описано ранее, заготовку удаляют, загружают следукщую и работу продолжают по описанному циклу, пока очередная заготовка из бункера по какой либо причине не поступила в загрузочное устройство станка
0
5 0
5
0
5
ка 7, вследствие взаимодействия последнего с упором 27 ригеля.25, что через детали 6. и 4 приводит к стопо- рению сухаря 5 оси рычага 23, Рычаг поворачивается вокруг оси сухаря 5, перемещая сухарь 24 (в плоскости чертежа) . При этом собачка 15 упирается в грань поворотной оси 11, последняя поворачивается и входит в контакт с толкателем 13, собачка 15 утапливается, сжимая пружину 14. Дальнейшее перемещение толкателя
13обеспечивает поворот поворотной оси 11 до 90° , при этом подпружинен- :
ный фиксатор 32 устанавливается в исходное положение после поворота оси 11 на 90° с характерным щелчком за счет срабатьшания пружины 33. Привод станка останавливается. Включают привод станка, изменив направление движения, при этом приводная тяга 19 перемещается справа налево (в плоскости чертежа) через пружины 21, воздействуя на корпус 20, который перемещает детали 23, 24 и 13 в обратном направлении, пока рычаг 23 не упрется в дно корпуса 1 патро на. В конце хода толкателя 13 собачка 15 под действием сжатой пружины
14поворачивается, входя в зацепление с ребром поворотной оси 11.
Дальнейшее перемещение приводной тяги поворачивает рычаг 23 вокруг оси сухаря 24 и через сухарь 5 перемещает справа налево (в плоскости чертежа) ползун 4, который через зажимные рычаги 6 сдвигает зажимные кулачки 7 и 8, сжимая пружину 18 и
5
0
5
дет. 16 и 17. Когда зубчатые колеса 16 и 17 замкнутся, детали 4 - 10, 23 и 20 останавливаются, пружина 21 сжимается, пока приводная тяга не войдет во взаимодействие с ползуном 4. Происходит фиксация патрона и зажим детали усилием привода.
Производят обработку зажатой заготовки с другой стороны, после чего производят поворот заготовки и ее обработку столько раз, сколько необходимо для полной обработки.
Закончив обработку, патрон разжимают как описано ранее, заготовку удаляют, загружают следукщую и работу продолжают по описанному циклу, пока очередная заготовка из бункера по какой либо причине не поступила в загрузочное устройство станка.
При этом необходимо продолжать работу станка с незагруженными патронами .
Патрон разжимают, его детали занимают положение, описанное ранее, и удаляют обработанную деталь. После удаления обработанной детали включают привод станка для зажима патро- на. Приводная тяга 19 перемещается справа налево ( в плоскости чертежа) перемещая детали 4 - 10, 23 и 20. После заданногб перемещения кулачка 7 упор 27 ригеля 25 выходит из зацеп ления с ответным пазом кулачка и упирается в боковую поверхность последнего упором 26. Дальнейшее перемещение зажимного кулачка 7, обу- словденроё отсутствием заготовки, приводит к тому, что упор 26 ригеля 25 тоже выходит из зацепления с зажиным кулачком 7 и ригель 25 перемещается поц действием пружины 30 слева направо ( в плоскости чертежа), упор. 29 ригеля 25 входит в пространство между торцом корпуса 20 и крьш- кой 2 корпуса 1 патрона. Формула изобретения
Поворотный зажимной патрон, в корпусе -которого расположены зажимные кулачки, механизм зажима с рычагами зажима и ползуном, механизм поворота с толкателем, механизм стопо- рения и тяга привода, отличающийся тем, что , с целью повышения производительности путем сокращения времени на переналадку, он снабжен дополнительным рычагом, предназначенным для взаимодействия одним концом с ползуном механизма зажима, а другим - с толкателем механизма поворота, при этом механизм стопо- рения выполнен в виде установленного в корпусе с возможностью поступательного перемещения подпружиненного в сторону кулачков ригеля с упорами, предназначенными для взаимодействия с толкателем механизма поворота, одним из зажимных кулачков и тягой привода патрона.
27
26
А-А
25 2« /J
wfcx Жх
Фиг.2
23
20
Фиг.д
в-в
Фиг,
г-г
Фиг, 5

| название | год | авторы | номер документа |
|---|---|---|---|
| Поводковый патрон | 1983 |
|
SU1110556A1 |
| Автоматический поводковый патрон | 1972 |
|
SU550243A1 |
| Самоцентрирующий зажимной патрон | 1981 |
|
SU992129A1 |
| Многопозиционный станок | 1987 |
|
SU1454652A1 |
| Поворотный патрон | 1979 |
|
SU812438A1 |
| Четырехкулачковый самоцентрирующий патрон | 1985 |
|
SU1268302A1 |
| Токарный патрон | 1988 |
|
SU1569093A1 |
| Токарный патрон | 1987 |
|
SU1569090A1 |
| САМОЦЕНТРИРУЮЩИЙ ЗАЖИМНОЙ ПАТРОН ДЛЯ МНОГОСТОРОННЕЙ ОБРАБОТКИ | 1972 |
|
SU352715A1 |
| Поворотный зажимной патрон | 1988 |
|
SU1569094A1 |
Изобретение относится к устройствам для закрепления заготовок на шпинделе стойки при многосторонней обработке. Целью изобретения является повышение производительности путем сокращения времени на переналадку. В корпусе 1 размещен зажимной механизм, содержащий ползун 4, сухари 5, рычаги 6 и зажимные кулачки 7 и 8 с зажимными губками 9 и 10. Механизм поворота осуществляет поворот осей 11 и 12. В патрон введен рычаг 23, взаимодействующий с ползуном 4 и толкателем механизма поворота. Патрон снабжен ригелем, взаимодействующим своими упорами с толкателем механизма поворота, одним из зажимных кулачков и тягой 19 привода патрона. 5 ил. о (Л с П 00 о: о со сд U-.
Редактор Г.Гербер
Составитель А. Гаврюшин Техред М.Ходанич
Заказ 6181/16
Тираж 970Подписное
ВНИШШ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб., д. 4/5
Производственно-полиграфическое предприятие, г. Ужгород, ул.Проектная, 4
Корректор М.Шароши
| Самоцентрирующий зажимной патрон | 1976 |
|
SU694291A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
