Изобретение относится к пайке, в частности к способам капиллярной пайки металлов и сплавов с нагревом зоны соединения проходящим током, и. может быть использовано в различных отраслях машиностроения.
Целью изобретения является повышение качеств а паяных соединений и упрощение технологического процесса.
На фиг. 1 показаны собранные внахлестку детали, приготовленные к пайке; на фиг. 2 многосекционное соединение, паяемое за один технологический цикл.
Способ осуществляется следующим образом.
а равномерный нагрев деталей ведет к снижению дефектов типа пор, непропаев, позволяет точно регулировать параметры процесса пайки. Размещение припоя у входа в паяный зазор исключает дефекты сварной
Тонколистовые детали 1 и 2 собирают точки и способствует образованию качественвнахлестку и прихватывают точечной сваркой. Припой 3 располагают у входа в паяльный зазор. Производят нагрев, для чего к свободным концам собранных деталей 1 и 2 подводят напряжение с помощью контактных устройств. При прохождении электрического тока через изделие выделяется тепло. Поскольку в сварных точках 4 происходит резкое уменьшение проходного сечения, то с ростом электросопротивления именно на сварных точках выделяется основная тепловая энергия, что ведет к более быстрому нагреву деталей в области нахлестки, обеспечивающей плавление припоя, его затекание в зазор и формиров.ание паяного соединения.
Способ позволяет паять многосекционные изделия (фиг. 2), в которых даже при неравномерном распределении тепла между
20
25
30
ного паяного шва. Создание регулируемой системы позволяет паять многосекционные изделия, значительно сократив цикл пайки.
Формула изобретения
Способ пайки изделий проходящим током, преимущественно тонколистовых деталей, при котором детали в зоне пайки приводят в электрический контакт, размещают рядом с зазором припой и пропускают через детали ток, подключая источник питания к свободным концам деталей, отличающийся тем, что, с целью повышения качества паяных соединений и упрощения технологического процесса, электрическое кон- тактирование деталей обеспечивают предварительным образованием точечных сварных соединений в зоне пайки.
сварными соединениями различных секции, за счет самопроизвольного уменьщения тепловыделения при заполнении припоем зазора в одних секциях происходит нагрев сварных
точек в других секциях, что обеспчивает формирование качественного паяного многосекционного соединения. Это ускоряет технологический процесс и расширяет возможности его применения, позволяет паять детали с различными теплофизическими свойствами,
а равномерный нагрев деталей ведет к снижению дефектов типа пор, непропаев, позволяет точно регулировать параметры процесса пайки. Размещение припоя у входа в паяный зазор исключает дефекты сварной
точки и способствует образованию качественточки и способствует образованию качествен0
5
0
ного паяного шва. Создание регулируемой системы позволяет паять многосекционные изделия, значительно сократив цикл пайки.
Формула изобретения
Способ пайки изделий проходящим током, преимущественно тонколистовых деталей, при котором детали в зоне пайки приводят в электрический контакт, размещают рядом с зазором припой и пропускают через детали ток, подключая источник питания к свободным концам деталей, отличающийся тем, что, с целью повышения качества паяных соединений и упрощения технологического процесса, электрическое кон- тактирование деталей обеспечивают предварительным образованием точечных сварных соединений в зоне пайки.
.///7// /7/Z
Фиг,
1
I
V ф
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПАЙКИ ТЕЛЕСКОПИЧЕСКИХ КОНСТРУКЦИЙ | 1998 |
|
RU2156182C2 |
| СПОСОБ ПАЙКИ СЕТОК С ФОЛЬГОЙ | 1996 |
|
RU2096144C1 |
| Способ прессовой пайки деталей | 1987 |
|
SU1546219A1 |
| Способ пайки электросопротивлением | 1988 |
|
SU1558588A1 |
| Способ капиллярной пайки | 1980 |
|
SU941038A1 |
| Способ печной пайки в вакууме под давлением | 1990 |
|
SU1821302A1 |
| ПРИПОЙ ДЛЯ ПАЙКИ ИЗДЕЛИЙ И СПОСОБ ИХ ПАЙКИ | 1994 |
|
RU2104850C1 |
| СПОСОБ НИЗКОТЕМПЕРАТУРНОЙ ПАЙКИ ТОНКОСТЕННЫХ ЦИЛИНДРИЧЕСКИХ ДЕТАЛЕЙ ИЗ ТИТАНА И СТАЛИ | 2010 |
|
RU2443521C1 |
| Способ автоматического управления процессом пайки | 1988 |
|
SU1611621A1 |
| Способ автовакуумной пайки | 1984 |
|
SU1668063A1 |
Изобретение касается пайки и относится к способам капиллярной пайки металлов и сплавов с нагревом зоны соединения проходящим током и может быть использовано в различных отраслях машиностроения. Для повышения качества паяных соединений и упроцления технологического процесса тонколистовые детали собирают внахлестку. Прихватывают точечной сваркой, размещают рядом с зазором припой и пропускают через сварные соединения электриче- - ский ток, подключая источник питания к свободным концам деталей. Выделение тепла концентрируется в точечных сварных соединениях, и припой затекает в паяемый зазор Б благоприятных условиях. 2 ил. SS сл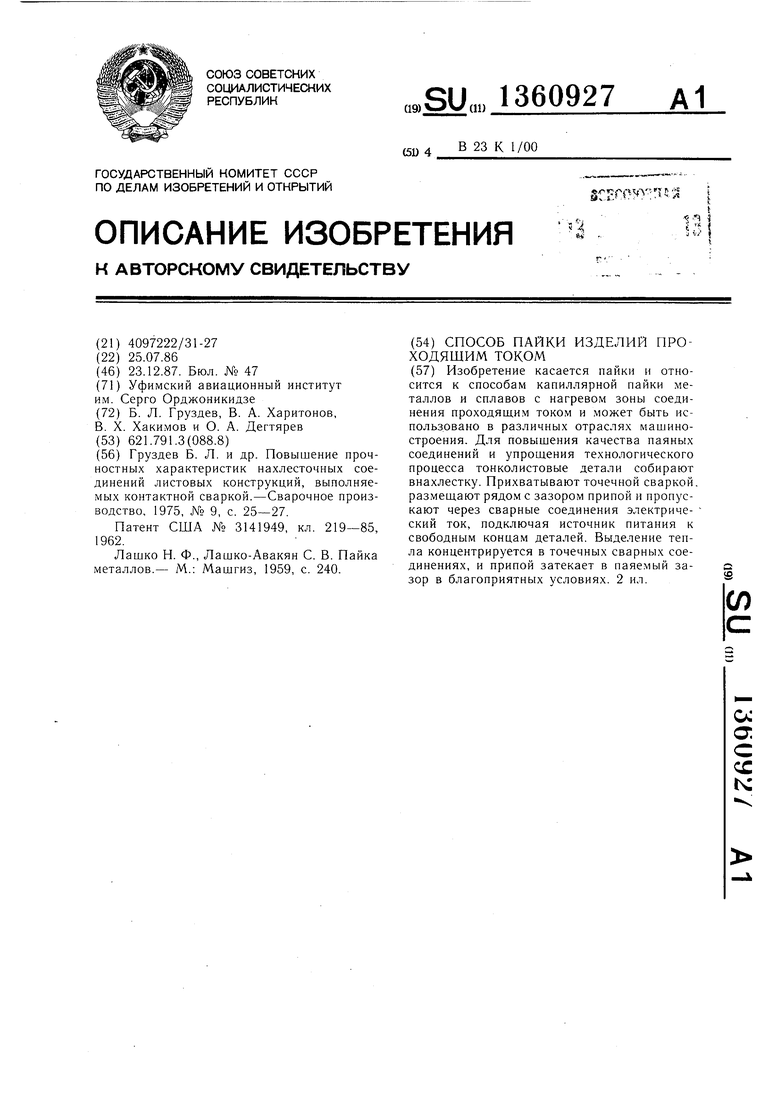
Составитель Л. Абросимова
Редактор Г. ГерберТехред И. ВересКорректор М. Максимишинеи
Заказ 5781/17Тираж 970Подписное
ВНИИПИ Государственного комитета СССР по делам изобретений и открытий
I 13035, Москва, Ж-35, Раушская наб., д. 4/5 Производственно-полиграфическое предприятие, г. Ужгород, ул. Проектная, 4
| Груздев Б | |||
| Л | |||
| и др | |||
| Повышение прочностных характеристик нахлесточных соединений листовых конструкций, выполняемых контактной сваркой.-Сварочное производство, 1975, № 9, с | |||
| Видоизменение пишущей машины для тюркско-арабского шрифта | 1923 |
|
SU25A1 |
| Патент США № 3141949, кл | |||
| Прибор для записи звуковых волн | 1920 |
|
SU219A1 |
| Лашко И | |||
| Ф., Лашко-Авакян С | |||
| В | |||
| Пайка металлов.- М.: Машгиз, 1959, с | |||
| Русская печь | 1919 |
|
SU240A1 |
