Изобретение относится к пайке, в частности к линии для пайки разъемов кабелей и к подготовке проводов к пайке.
Цель изобретений - автоматизация процесса пайки с разъемов кабелей.
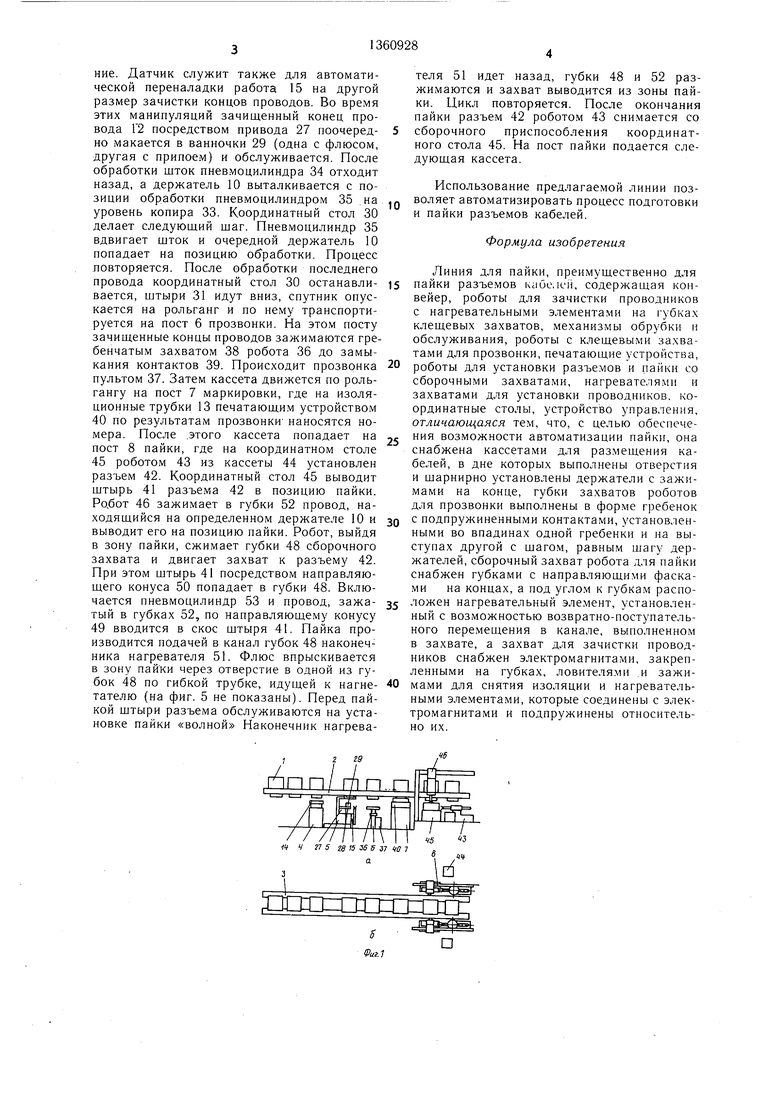
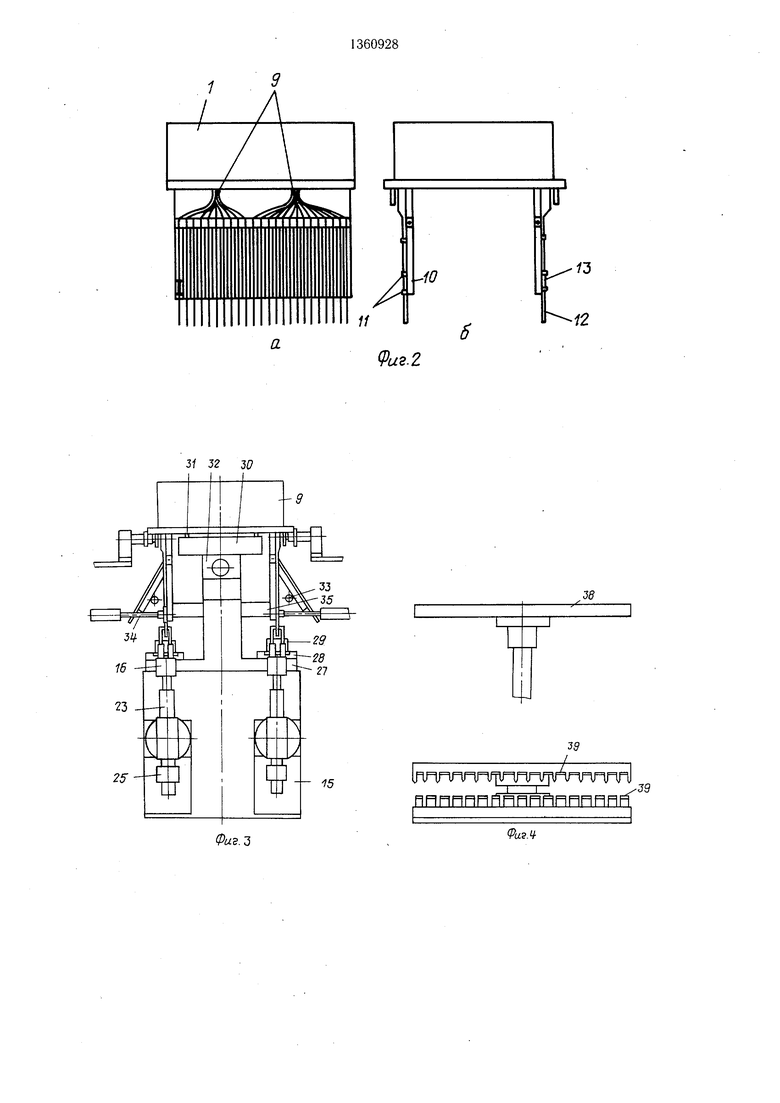
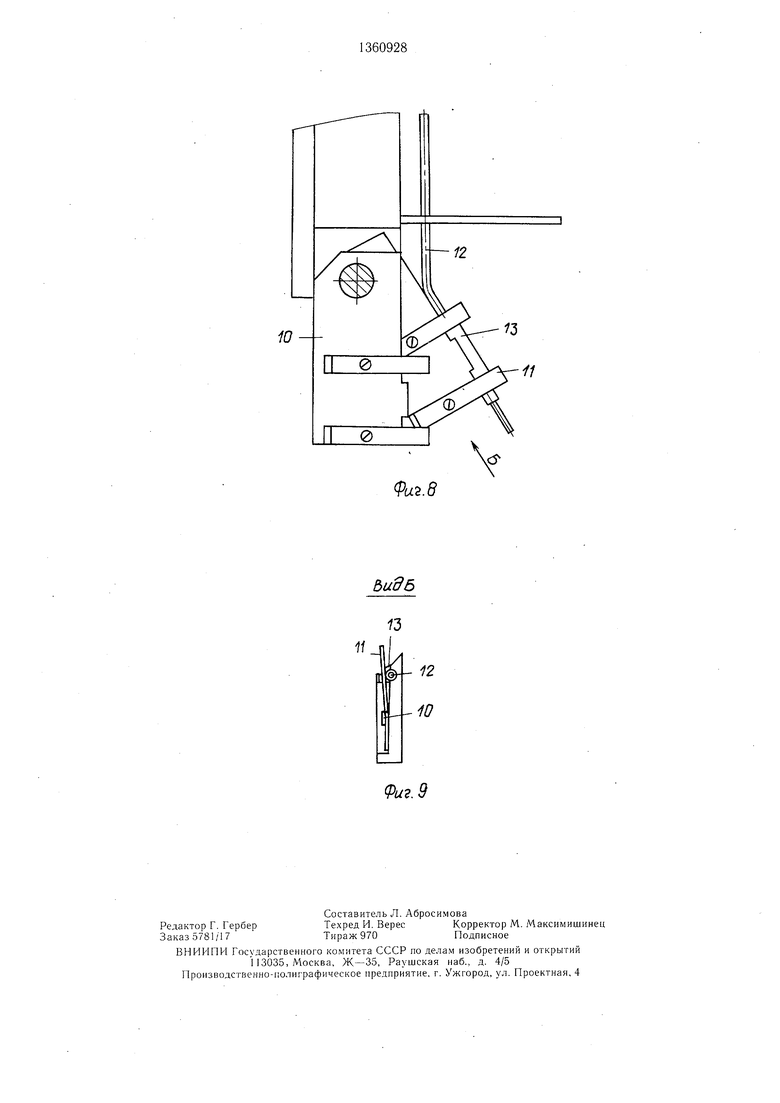
На фиг. 1 (а, б) схематично изображена линия для пайки разъемов кабелей; на фиг. 2 (а, б) - кассета для размещения кабелей; на фиг. 3 - пост зачистки и обслуживания; на фиг. 4 - гребенчатый захват робота для прозвонки; на фиг. 5 - захват робота для пайки (момент стыковки со штырем разъема); на фиг. 6 - рука робота для зачистки; на фиг. 7 - вид А на фиг. 6; на фиг. 8 - держатели кассеты для размещения кабелей; на фиг..9 - вид Б на фиг. 8.
Линия для пайки разъемов кабелей содержит кассеты 1 для кабелей, рольганг 2 с накопителем 3, пост 4 обрубки, пост 5 зачистки и обслуживания, пост 6 прозвонки, пост 7 маркировки, пост 8 пайки.
Кассета 1 имеет отверстия 9 в дне и два ряда щарнирно установленных держателей 10. На конце каждого держателя имеются пружинные зажимы 11, в которые устанавливаются провода 12 с одетыми на них изоляционными трубками 13.
Рольганг 2 предназначен для транспортировки кассет 1 по постам обработки.
Пост 4 обрубки предназначен для ровной обрезки концов проводов гильотиной 14.
Пост 5 зачистки и обслуживания предназначен для зачистки и обслуживания концов проводов. На нем установлены два робота 15 для зачистки, снабженные захватами 16. На губках 17 захватов 16 установлены зажимы 18 и нагревательные элементы 19, соединенные с подпружиненными сердечниками электромагнитов 20. Одна из губок имеет вильчатый ловитель 21. Захват 16 каждого робота 15 винтовой парой 22 присоединен к руке 23, а подвижным шли- цевым соединением 24 к реверсивному приводу 25 вращения, имеющему кодовый датчик 26. Пост 5 имеет также механизм об- служивания, состоящий из привода 27, нагревательного устройства 28 и двух ванночек 29 с флюсом и припоем. На посту установлен однокобрдинатный стол 30 с выдвиж- ными щтырями 31 и приводом 32. Пост снабжен копирами 33 и пневмоцилиндрами фиксации 34 и выталкивания 35.
Пост 6 прозвонки предназначен для прозвонки кабелей и оснащен роботами 36 и пультом 37 прозвонки. Роботы 36 снабжены гребенчатыми захватами 38 с контактами 39 во впадинах одной гребенки и на выступах другой.
Пост 7 маркировки предназначен для маркировки изоляционных трубок 13 и снабжен печатающим устройством 40.
Пост 8 пайки предназначен для пайки проводов 12 к штырям 41 разъемов 42 и содержит роботы 43 для установки разъемов 42 из кассет 44 на двухкоординатные столы 45, роботы для пайки 46, снабженные механизмом 47, имеющи.м сборочные захваты с губками 48, образующими при сжатии канал с направляющими конусами 49 и 50. нагреватель 51 и захват с губками 52 установки провода, соединенный с пневмоци- линдром 53, поджимающим его к сборочному.
Линия для пайки разъемов кабелей работает следующим образом.
Кабель с надетой оплеткой укладывается в кассету 1. Ответвления кабеля выпускаются в о1всрстия 9 в дне кассеты. Затем согласно карте раскладки провода 12 каждого ответвления произвольно раскладываются по держателям 10. Предварительно на провод надевается изоляционная трубка 13. Провода закрепляются в зажимах 11 держателей 10, так, что изоляционные трубки оказываются между двумя зажимами. После укладки кабеля кассеты 1 устанавливаются на накопитель 3. По рольгангу 2 кассеты по одной трлиспортируются на посты обработки. На посту 4 гильотиной 14 производится равно.мерная обрубка концов проводов. Затем кассета по рольгангу 2 посредством систе.мы автоматического адресования попадает на пост 5 и останавливается. При этом движении держатели 1и, наезжая на копиры 33, переходят за счет шарнира в наклонное положение. Штыри 31 с конусом на конце, поднимаясь, точно позиционируют кассету и приподнимают ее над рольгангом. Однокоординатный стол 30 продвигает кассету дальще на позицию обработки. В копирах 33 на этой позиции сделан вырез, щириной достаточной для прохождения одного держателя 10. Первый в ряду держатель 10 подходит к этому пазу, под действием собственного веса проваливается в него и поджимается пневмоцилиндром 34. Робот 15 выдвигает руку 23 и его захват 16 сжимает губки 17. При этом провод позиционируется ловителем 21. Нагревательные эле.- менты 19 пережигают изоляцию провода. Включается привод 25 вращения и за счет винтовой пары 22 и подвижного шлицевого соединения 24 захват с вращением идет вниз, снимая изоляцию с провода и одновременно подкручивая его, чтобы избежать распуше- ния. Для уменьшения износа нагревательных элементов 19 из-за трения по проводникам эти эле.менты соединены с подпружиненными сердечниками электромагнитов 20, которые после поворота захвата на 90°, регистрируемого кодовым датчиком 26, включаются и отводят нагревательные элементы от провода. Дальнейшее снятие изоляции осуществляется одними зажимами 18. После снятия изоляции привод 25 отключается, рука 23 отводится вниз, захват 16 раз- жи.мается, электромагниты 20 отключаются. Для возвращения захвата в первоначальное положение реверсивно включается привод 25. Кодовый датчик 26 регистрирует перемещение. Датчик служит также для автомати ческой переналадки работа 15 на другой размер зачистки концов проводов. Во время этих манипуляций зачищенный конец провода Г2 посредством привода 27 поочеред- но макается в ванночки 29 (одна с флюсом, другая с припоем) и обслуживается. После обработки шток пневмоцилиндра 34 отходит назад, а держатель 10 выталкивается с позиции обработки пневмоцилиндром 35 на уровень копира 33. Координатный стол 30 делает следующий щаг. Пневмоцилиндр 35 вдвигает щток и очередной держатель 10 попадает на позицию обработки. Процесс повторяется. После обработки последнего провода координатный стол 30 останавли- вается, штыри 31 идут вниз, спутник опускается на рольганг и по нему транспортируется на пост 6 прозвонки. На этом посту зачищенные концы проводов зажимаются гребенчатым захватом 38 робота 36 до замыкания контактов 39. Происходит прозвонка пультом 37. Затем кассета движется по рольгангу на пост 7 маркировки, где на изоляционные трубки 13 печатающим устройством 40 по результатам прозвонки- наносятся номера. После .этого кассета попадает на пост 8 пайки, где на координатном столе 45 роботом 43 из кассеты 44 установлен разъем 42. Координатный стол 45 выводит штырь 41 разъема 42 в позицию пайки. Работ 46 зажимает в губки 52 провод, находящийся на определенном держателе 10 и выводит его на позицию пайки. Робот, выйдя в зону пайки, сжимает губки 48 сборочного захвата и двигает захват к разъему 42. При этом щтырь 41 посредством направляющего конуса 50 попадает в губки 48. Включается Пневмоцилиндр 53 и провод, зажа- тый в губках 52, по направляющему конусу 49 вводится в скос щтыря 41. Пайка производится подачей в канал губок 48 наконечника нагревателя 51. Флюс впрыскивается в зону пайки через отверстие в одной из губок 48 по гибкой трубке, идущей к нагне тателю (на фиг. 5 не показаны). Перед пайкой штыри разъема обслуживаются на установке пайки «волной Наконечник нагревателя 51 идет назад, губки 48 и 52 разжимаются и захват выводится из зоны пайки Цикл повторяется. После окончания пайки разъем 42 роботом 43 снимается со сборочного приспособления координатного стола 45. На пост пайки подается следующая кассета.
Использование предлагаемой линии позволяет автоматизировать процесс подготовки и пайки разъемов кабелей.
Формула изобретения
Линия для пайки, преимущественно для пайки разъемов Kiiue,leii, содержащая конвейер, роботы для зачистки проводников с нагревательными элементами на |-убках клещевых захватов, механизмы обрубки и обслуживания, роботы с клещевыми захватами для прозвонки, печатающие устройства, роботы для установки разъемов и пайки со сборочными захватами, нагревателями и захватами для установки проводников, координатные столы, устройство управления, отличающаяся тем, что, с целью обеспечения возможности автоматизации пайки, она снабжена кассетами для размещения кабелей, в дне которых выполнены отверстия и щарнирно установлены держатели с зажимами на конце, губки захватов роботов для прозвонки выполнены в форме гребенок с подпружиненными контактами, установленными во впадинах одной гребенки и на выступах другой с шагом, равным щагу держателей, сборочный захват робота для пайки снабжен губками с направляющими фасками на концах, а под углом к губкам расположен нагревательный элемент, установленный с возможностью возвратно-поступательного перемещения в канале, выполненном в захвате, а захват для зачистки проводников снабжен электромагнитами, закрепленными на губках, ловителями .и зажимами для снятия изоляции и нагревательными элементами, которые соединены с электромагнитами и подпружинены относительно их.
П
-12
а
3i 52 30
(Pus. 2
15
38
39
IjnfTinnnj nnnQvnnnnm
nnnnnnnnnnnnnnHRF
39
Фиэ.:5
Pa.V
5Z
Фи.
| название | год | авторы | номер документа |
|---|---|---|---|
| Установка для автоматизированной укладки и пайки микросхем | 1986 |
|
SU1315187A1 |
| Автоматизированный комплекс для многономенклатурной штамповки деталей из штучных заготовок | 1984 |
|
SU1214290A1 |
| Автомат для подготовки электрическихпРОВОдОВ K МОНТАжу | 1978 |
|
SU845207A1 |
| РОБОТИЗИРОВАННЫЙ КОМПЛЕКС ДЛЯ МНОГОПЕРЕХОДНОЙ ШТАМПОВКИ | 1993 |
|
RU2082527C1 |
| Устройство для соединения проводов кабеля с контактами соединителя | 1987 |
|
SU1497674A1 |
| Многопозиционный сборочный автомат | 1981 |
|
SU1009692A1 |
| Поточная линия для производства эмалированных труб | 1981 |
|
SU989900A1 |
| Устройство для разделения жил ленточных кабелей | 1987 |
|
SU1603469A2 |
| Автоматическая линия для изготовления топливных элементов | 1988 |
|
SU1576945A1 |
| Полуавтомат для лужения деталей | 1984 |
|
SU1194617A1 |

Изобретение относится к пайке, в частности к линди для пайки разъемов кабелей. Целью изобретения является автоматизация процесса пайки разъемов кабелей. Линия для пайки содержит кассету с отверстиями в дне и двумя рядами шарнирно установленных держателей с пружинными зажимами. В линии пайки робот для прозвон- ки кабелей имеет захват, губки которого выполнены в форме гребенок с подпружиненными контактами, установленными во впадинах одной гребенки и на выступах другой с шагом, равным шагу держателе . Захват робота для пайки снабжен губками с направляюшими фасками на концах, а под углом к губкам расположен нагревательный элемент, установленный с возможностью возвратно-поступательного перемещения в канале захвата. В роботе для зачистки проводников захват содержит закрепленные на губках электромагниты, ловители и зажимы для снятия изоляции. Нагревательные элементы в захвате соединены с электромагнитами и подпружинены относительно их. Все операции подготовки под пайку и сам процесс пайки после установки разъемов кабелей в кассеты автоматизированы при пе- ремешении по рольгангу. 9 ил. (€ (Л со о о со ьо оо
,20
18 Л
-гз
ВидА
-25
2S
Фиг.б
21 19 (ри.1
Фи-.е
&uff6
Фи.9
| Роботизированные установки для подачи соединителей на сборку и сборки.- Электроника, 1986, № 4, с | |||
| ПО, 111, 116, рис | |||
| Разборный с внутренней печью кипятильник | 1922 |
|
SU9A1 |
