1
Изобретение относите к обработке металлов давлением, а именно к автоматизироваиньм комплексам для многономенклатурной штамповки деталей из штучных заготовок.
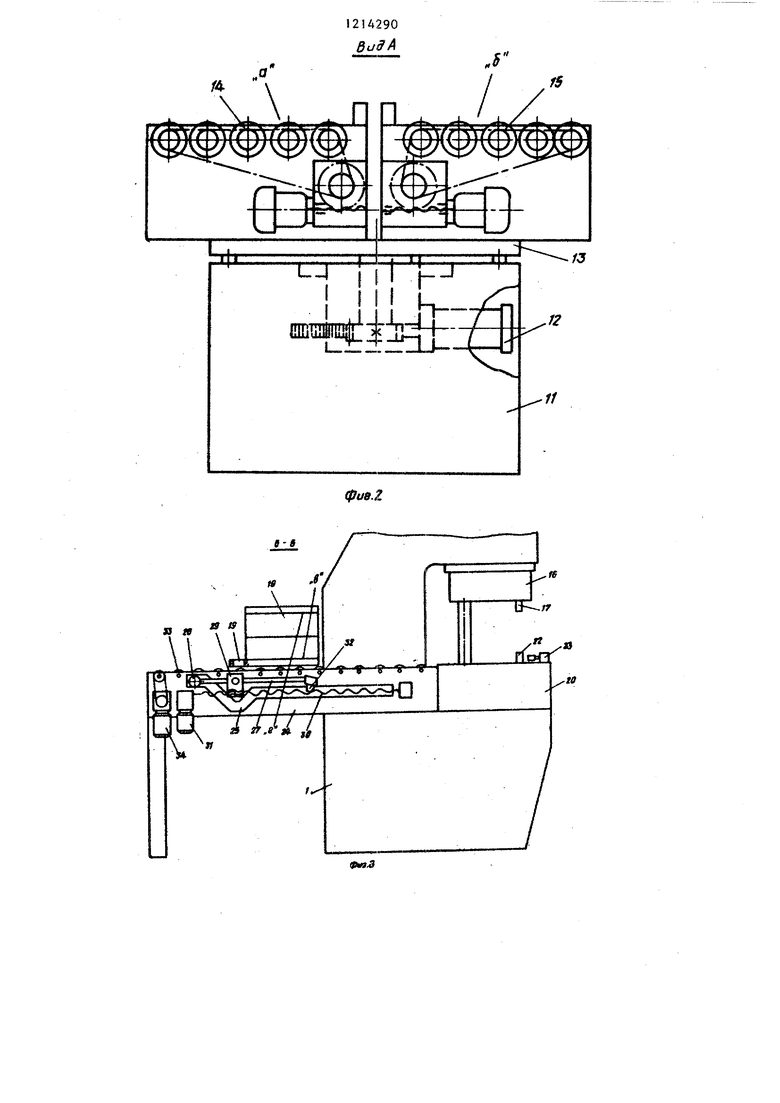
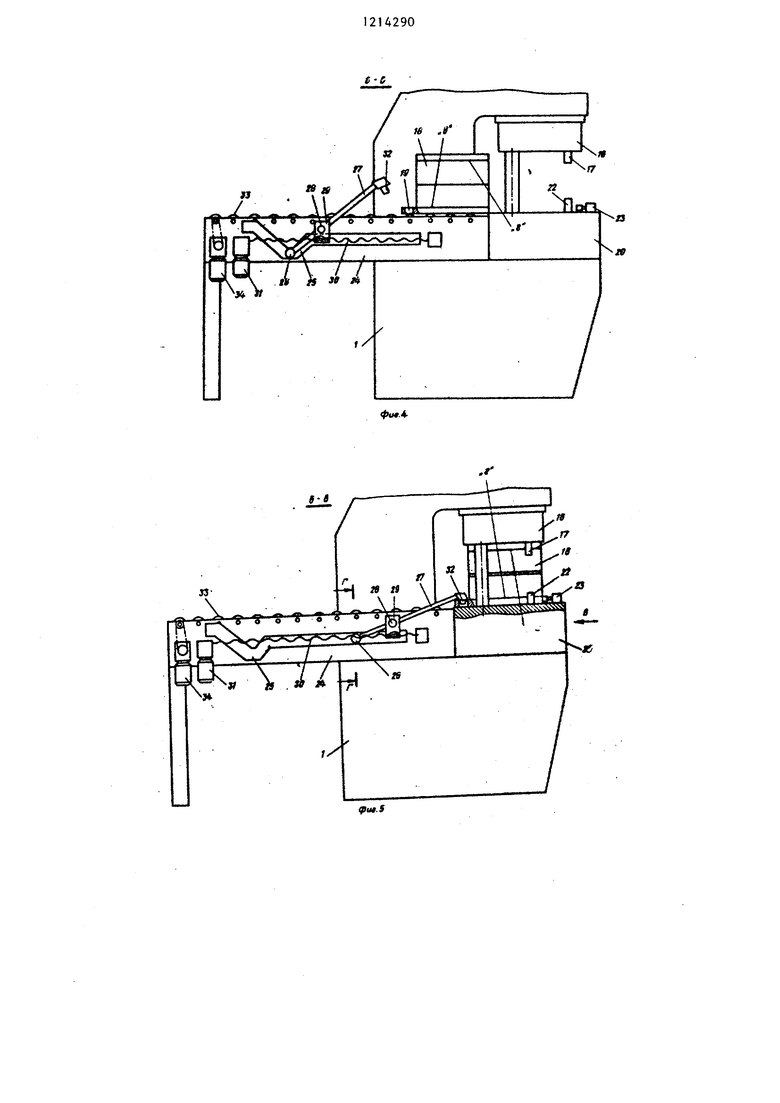
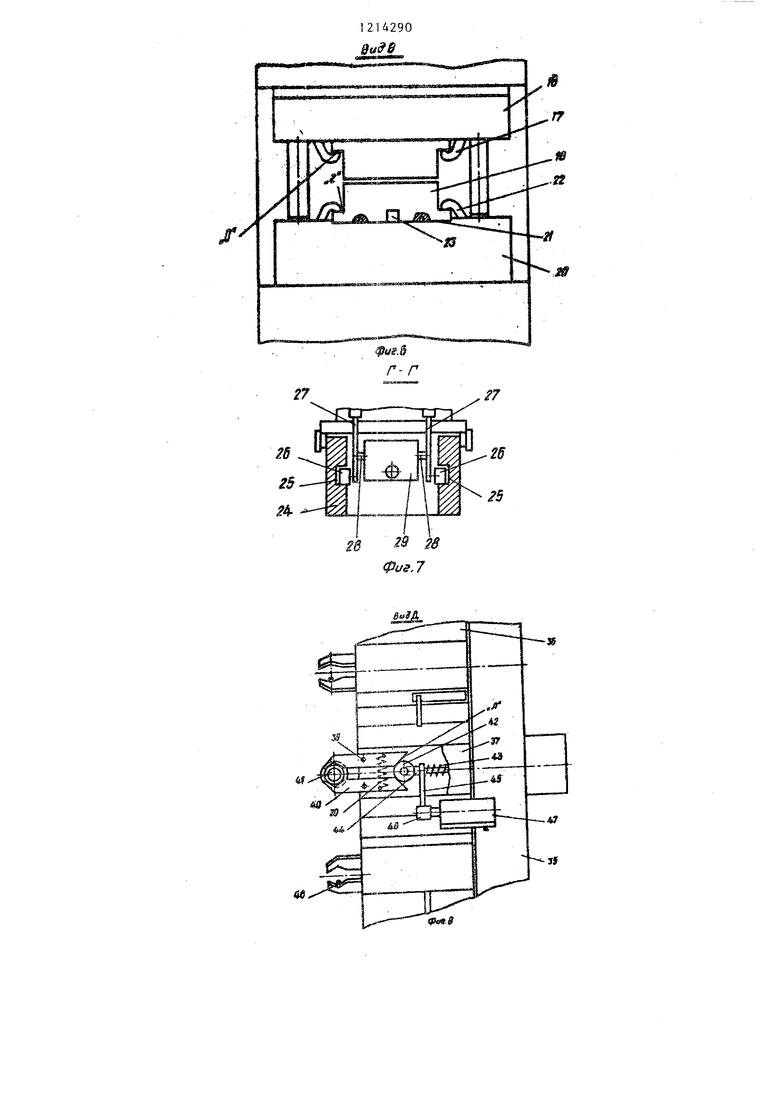
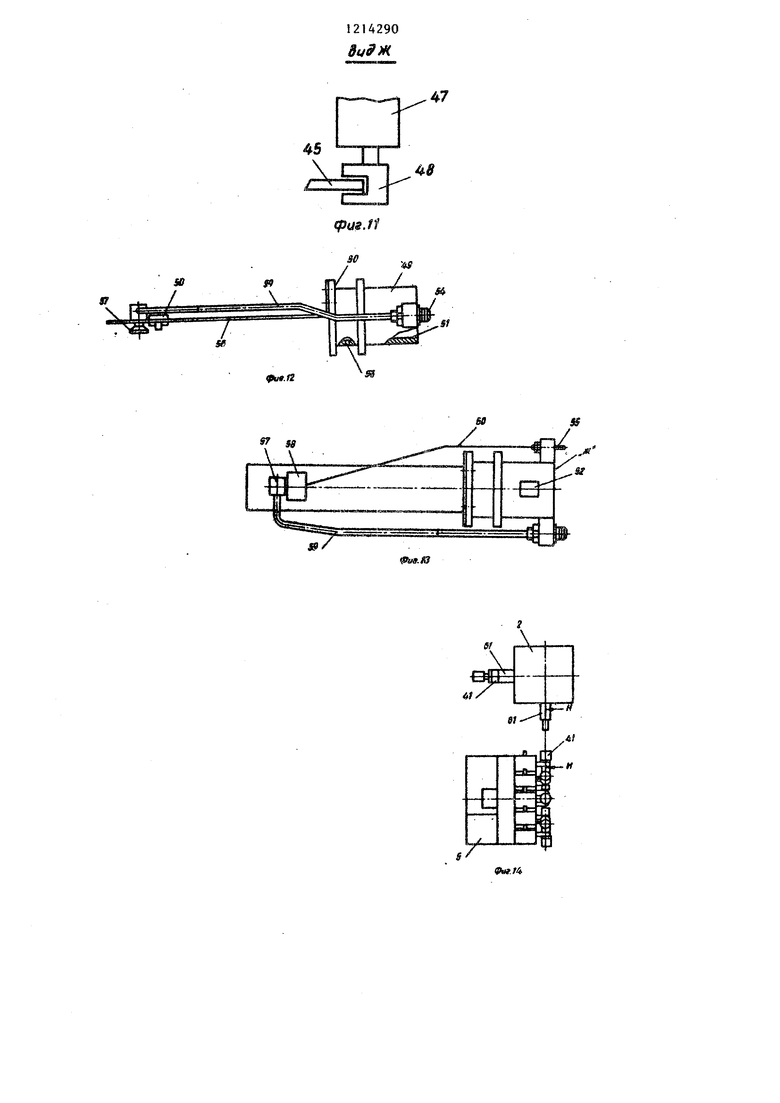
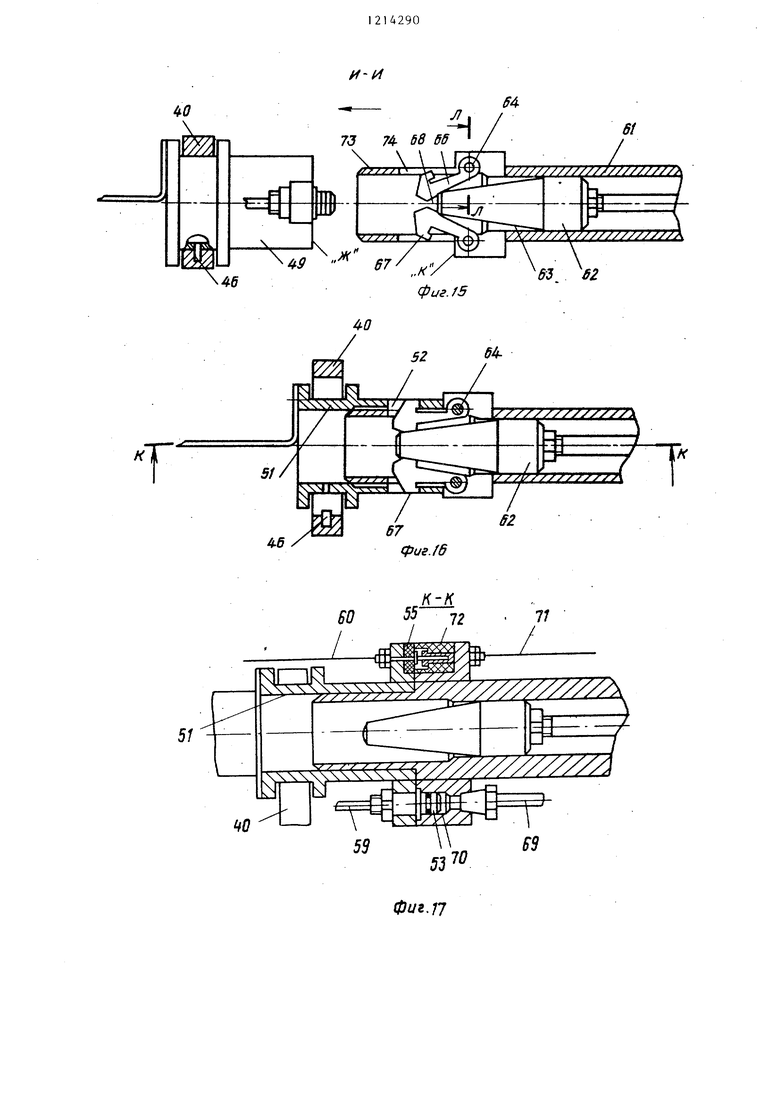
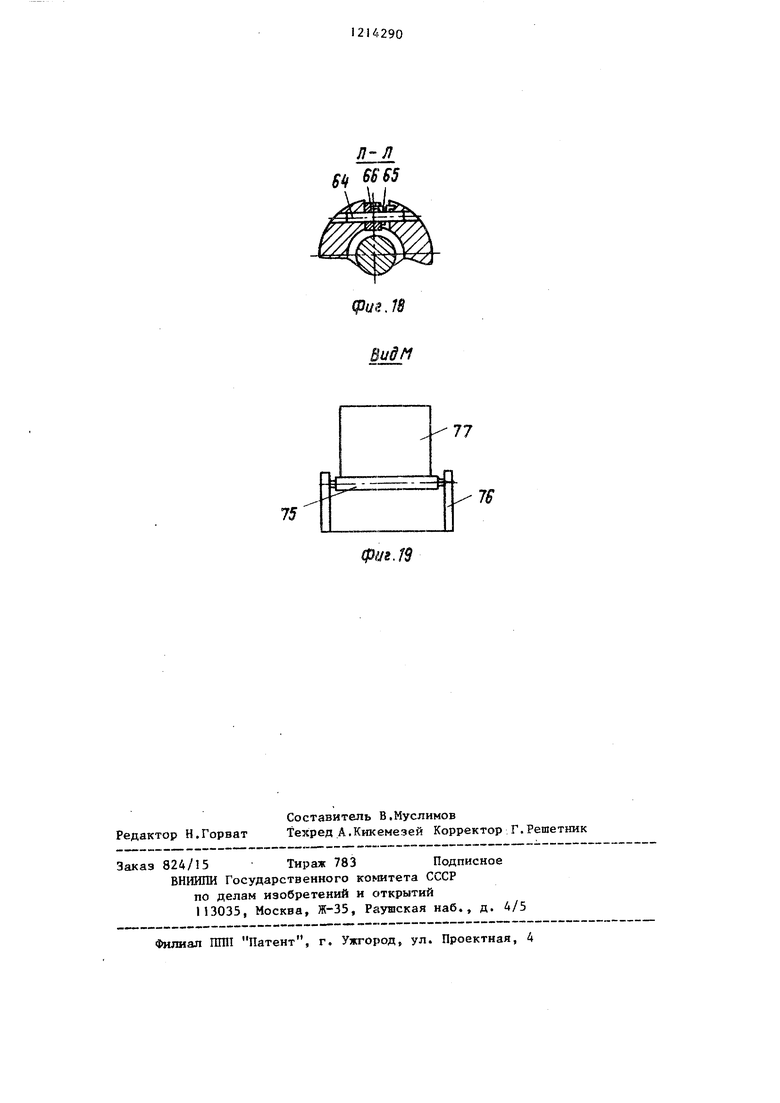
На фиг.1 изображен комплекс, вид в плане; на фиг.2 - вид А на фиг.1 (стол поворотный); на фиг.З - разрез Б-Б на фиг.1, штамп на рольганге; на фиг.4 - то же, штамп на рольганге перед подштамповой плитой; на фиг.З - то же, штамп на рабочем месте закреплен; на фиг.6 - В на фиГоЗ; на фиг.7 - разрез Г-Г на фигоЗ; на фиг.8 - вид Д на фиг.1, схват закреплен в магазине схватов; на фиг.9 - то же, схват освобожден; на фиг.10 - вид Е на фиг.; на фиг.11 - вид Ж на фиг.10; на фиг.12 - схват робота, вид сбоку; на фиг.13 - то же, вид сверху; на фиг.14 - вид в плане на робот и магазин схватов, робот повернут в положение смены схватов; на фиг.13 - разрез И-И на фиг,14, схват расположен в магазине схватов, рука робота без схвата; на фиг.16 - схват состыкован с рукой робота и освобожден в магазине схватов; на фиг.17 - разрез К-К на фиго16; на фиг.18 - разрез Л-Л на фиго13; на фиг.19 - вид М на фиг.1. I..
Комплекс (фиг.1) содержит пресс
с программируемой закрытой высо-сой, двурукий промышленный робот 2, магазин 3 заготовок с кассетами 4, магазин 3 схватов робота, механизм 6 удаления деталей, транспортер 7 штампов, поворотный стол 8 с позици- а и б, автоматизированный склад штампов с краном-штабелером и систему 10 программного управления.
На основании 11 поворотного стола 8 фиг,2 } с приводом 12 поворота установлена планшайба 3 с двумя приводными реверсивными рольгангами 14 и 3.
На ползуне (не показан пресса (фиг.З - 6 смонтирована плита 16 с приводными рычагами 17 зажима верхней части штампа 8 с отверстиями 9, полками в и г и базовыми отверстиями в основании, а на станине подштамповая плита 20 с приводными фиксирующими штырями 21, рычагами 22 и упором 23, рама 24 транспортера 7 с двумя копирными пазами 23, по которым могут перемещаться ролики 26 двуплечих рычагов 27, сидящих на
02
осях 28 гайки 29, перемещаемой в направляющих /Гне показаны винтом 30 от привода 31 и несущих на другом толкателе 32. На раме 24 смонтирован реверсивный рольганг 33 с приводом 34,
На станине 33 магазина 3 схватов (фиг.8 - 1) смонтирована приводная поворотная призматическая планшайба
36, по контуру которой в корпусах 37 на осях 38 установлены подпружиненные пружинами 39 рычаги 40, передними призматическими концами контактирующие со схватом 41, а задними
скосами (Д) - с роликом 42, подпружиненным пружиной 43, толкателем 44 с зубом 45. На переднем конце рычага 40 установлен штифт 46. Пружина 43 сильнее пружины 39. На станине 33
установлен пневмоцилиндр 47, шток которого оканчивается вилкой 48, ох- ватывамцей зуб 43.
Схват 41 робота 2 (фиг.12 и 13) состоит из втулки 49 с кольцевым буртом 30, отверстием 3, двумя окнами 32, отверстием 33 и торцом Ж, пневматическим 34 с уплотнительным кольцом и электрическим 33 разъемами, пластины 36, пневмоприсоски 57, датчика 38, пневматического 39 и электрического 60 подводов.
В руке 61 (фиг,4 - 8) промышленного робота 2 смонтирован с возможностью прямолинейного перемещения приводной шток 62 с конической самотормозящей поверхностью 63, на осях 64 - два подпружиненных пружинами 63 рычага 66 с зубом 67 и поверхностью 68, пневматический канал 69 с отверстием 70 и электрический канал 71 с разъемом 72. Цилиндрическая поверхность 73 руки 61 выполнена с двумя окнами 74 и оканчивается торцом К.
Механизм 6 удаления деталей (фиг.19) состоит из приводного рольганга 73, смонтированного на раме 76, на котором установлена тара 77.
Комплекс работает следуюпщм образом.
Перед началом работы на магазин заготовок устанавливаются кассеты 4 с заготовками (не показаны) на магазин 3 схватов 42 - схваты 41, на склад 9 штампов 18 - штампы 18, на механизм 6 удаления деталей - пустая тара 77, в систему 0 управления вводится программа работы, при этом положение кассет 4 в магазине 3 заготовок схватов 41, в магазине 5 схватов 41, штампов 18 в складе 9 записано в программе.
Комплекс имеет 4 режима работы:
наладочный, когда все управление исполнительными механизмами производится кнопками с пульта системь программного управления;
подготовки к работе, когда автоматически по командам системы управления производится поиск и установка нужной кассеты с заготовками в позицию д, их выдача робо у 2, штампа из склада 9 на подштамповую плиту 20 пресса, схватов из магазина 5 схватов на руки 61 робота 2, тары 77 в позицию загрузки
рабочий режим, когда робот 2 за- хватьтает рукой 61 заготовку из кассеты 4 магазина 3 заготовок, устанавливает ее в штамп 19 пресса 1, пресс 1 штампует деталь (не показана , после чего робот 2 второй рукой 61 захватывает готовую деталь из штампа 19 пресса 1 и переносит ее в тару 77;
режим переналадки, когда при смене типоразмера обрабатываемой детали меняются кассета 4 с заго,товками схваты 41 на руках 61 робота 2, штамп 18 в прессе 1 и тара 11 на механизме 6 удаления деталей.
В режиме подготовки к работе комплекс работает следующим образом.
По команде .системы 10 управления на магазине 3-заготовок производится поиск нужной кассеты 4 и поворот магазина 3 нужной кассетой 4 в позицию д.Одновременно на механизме 6 удаления деталей рольганг 75 перемещает пустую тару 77 Ro датчика (не показан) в позицию е,
В то же время рука 61 робота 2 поворачивается к магазину 5 схватов 41 /фиг.14). На магазине 5 схватов 41 производится поиск нужного схва- та 41 и поворот планшайбы 36 нужным схватом 41 против руки 61 робота 2 (фиг.15), при этом зуб 45 толкателя 44 входит в вилку 48 штока цилиндра 47 (фиг.10 и 11). Рука 61 робота 2 выдвигается, входит поверхностью 73 в отверстие 51 схвата 41 (фиг.16 и 17, пневматический разъем 53 схвата 41 входит в отверстие 70 руки 61, а электрический разъем 55 схвата 41 - в разъем 72 руки 61, шток 62 выдвигается, воздействует
25
14290
конической поверхностью 63 на поверхности 68 рычагов 66, которые поворачиваются относительно осей 64 , зубьями 67 через окна 74 входят в
5 окна 52 втулки 49 схвата 41 и поджимают его торец ж к торцу к руки 61. Самотормозящая поверхность 63 штока 62 обеспечивает надежное закрепление схвата 41 на руке 61.
10 После этого пнев оцилиндр 47 (фиг.8), пружину 43, перемещает вилку 48, а вместе с ней зуб 45, шток 44 и ролик 42 вправо, освобождает поверхности л рычагов 40, пружина 39
15 поворачивает рычаги 40 на осях 38, схват 4 освобождается (фиг.9) и рука 6 робота 2, возвращаясь назад, выходит вместе со схватом 41 из магазина 5 схватов 41.
Цилиндр 47 магазина 5 схватов возвращается, перемещает зуб 45 в первоначальное положение, рычаги 40 смыкаются. Робот 2 поворачивается второй рукой 61 к магазину схватов 41,- на магазине 5 производится поиск схвата 41 и установка планшайбы 36 в нужное положение, после чего на второй руке 61 робота 2 устанавливается схват 41 аналогично тому, как на первой руке 61. Затем робот 2 поворачивается в исходное положение, как показано на фиг.1.
Одновременно с установкой схватов 41 кассет 4 на магазине 3 заготовок,
35 тары 77 на механизме 6 удаления деталей ползун пресса 1 опускается вниз до положения, программируемого в зависимости от известной заранее высоты штампа 18, штабелер склада 9 штам 0 пов 18 находит и устанавливает на позицию а поворотного стола 8 штамп 18 Стол 8 поворачивается на 180, вк.пючается рольганг 14 стола 8 и рольганг 33 транспортера 7 штампов
45 18 перемещается с поворотного стола 8 на транспортер 7 (фиг.З), доходит до подштамповой плиты 20 (фиг.4) и рольганга 14 и 33 выключаются. После этого включается привод 31 винта 30,
50 гайка 29 перемещается вправо в }есте с рычагами 27, ролик 26 движется по копирному пазу 25 и другой конец рычагов 27 с толкателями 32 перемещается вправо и сначала вверх, а затем
55 вниз, толкатели 32 попадают в отверстия 19 штампа 18 и перемещают его до упора 23 подштамповой плиты 20. После зтого привод 31 выключается, вклкг30
чаются приводы не показаны фиксирующих штырей 21, которые входят в базовые отверстия в основании штампа ISj и рычаги 17 и 22 эажимают штамп за полки в и г. Ползун пресса 1 поднимается. После этого комплекс находится в исходном положении и готов к работе.
В режиме работы робот 2 по командам системы 10 управления захватывает одной рукой 61 заготовки из кассет 4 магазина 3 заготовок и устанавливает их в штамп 18 пресса 1, после этого пресс } штампует деталь, которая второй рукой 61 робота 2 захваты вается из штампа 18 и переносится в тару 77. Захват деталей и заготовок осуществляется пневмоприсосками 57, контроль захвата и опускания осуществляется датчиками 58.
Во время работы комплекса в соответствии с программой крашйтабелер склада 9 штампов устанавливает на позицию а стола 8 новый штамп для обработки следующего наименования детали.
Если заготовки одного наименова НИН занимают несколько кассет 4 в магазине 3 заготовок, то после опустошения кассеты 4 (по количеству, заложенному в программе и по показаниям датчика 38) работа комплекса прерывается,, на nosHipno выдачи д устанавливается следуняцая кассета 4 с этими заготовками, и работа продолжается.
Если во время работы тара 77 заполнилась {по количеству, заложенному в программе), а заготовки этого наименования не кончились, то работа комплекса прерывается, рольганг 75 механизма 6 удаления деталей перемещает заполненную тару 77 по стрелке (фиг.1), а на ее место устанавливает пустую тару 77, после чего работа продолжается.
Во время работы комплекса может прбизводиться загрузка и смена штампов 18 в складе 9 штампов 18, загрузка и смена схватов 41 в магазине 5 схватов 41, смена кассет 4 в магазине 3 заготовок, удаление заполненной тары 77 и установка пустой тары 77 на механизм 6 удаления деталей, ввод программы на обработку после- дукяцнх наименований деталей в систему программного управления.
fi
0
5
После обработки всех деталей одного наименования происходит переналадка комплекса. По команде системы ,; 10 управления на магазине 3 заготовок производится поиск нужной кассеты 4 и поворот магазина нужной кассетой в позицию д. Одновременно с этим на механизме 6 удаления дета- 0 лей рольганг 75 перемещает заполненную тару 77 по стрелке (фиг.1), а на ее место устанавливает пустую тару 77 в позицию е. i
Одновременно с этим рука 61 робота 2 с отработавршм схватом 4I поворачивается к магазину 5 схватов 41, на магазине 5 производится поиск пустой ячейки и поворот планшайбы 36 пустой ячейки против руки 61 робота 2, при этом зуб 45 толкателя 44 входит в вилку 48 пневмоцилиндра 47 (фиг,11), который перемещается вправо, ролик 42 освобождает поверхности л рычагов 40, под воздействием пружины 39 они поворачиваются относительно осей 38 (фиг,9) и расходятся призматическими концами. После этого рука 61 робота 2 вьздвигается, пневмоцилиндр 47 магазина 3 схватов перемещает влево вилку 48, зуб 45, толкатель 44 и ролик 42: рычаги 40 поворачиваются относительно осей 38, сходятся призматическими концами, зажинают схват 41 за кольцевой бурт 50, при этом штифт 46 входит в отверстие 53 схвата 41 и предохраняет его от проворачивания в рычагах 40 (фиг.8), приводной шток 62 в руке 61 робота 2 перемещается вправо и коническая поверхность 63 освобождает рычаги 66, которые пружинами 65 .18) поворачиваются относительно осей 64 внутрь руки 61 робота 2 в окна 74, рука 61 робота 2 втягивается, оставляя схват 41 в магазине 5 схватов 41 (фиг.15). После этого в магазине схватов 41 производится поиск нужного схвата 41, поворот планшайбы 36 нужным схватом 41 в позицию против руки 61 робота 2, которая вьщвигается и захватьтает схват 41 аналогично захвату схвата 41 в режиме подготовки к работе. Затем цилиндр 47 магазина 5 схватов 41 возвращается, перемещает зуб 45 в первоначальное положение, рычаги 40 смыкаются. После этого робот 2 поворачивается к магазину 5 схватов 41
0
5
0
5
5
7
второй рукой 61 и происходит аналогичная смена схвата 41 на ней. Одновременно с этим ползун пресса 1 опускается вниз (фиг.5 и 6), включаются приводы /не показаны) рычагов 17 в плите 16, фиксирующих штырей 21 и рычаг 22 подштамповой плиты 20, штамп 18 освобождается, включается привод 31 винта 30, который, перемещая влево гайку 29, толкателями 32 рычагов 27 стаскивает штамп 18с подшипниковой плиты 20, толкатели 32 вследствие движения роликов 26 по копирным пазам 25 выходят из отверстий 19 штампа 18 фиг.А), при дальнейшем движении гайки 29 рычаги 27 уходят вниз, включается привод ЗА рольганга 33 и штамп 18 начинает перемещаться к поворотному столу 8, включается рольганг 15 и штамп 18 перемещается с транспортера 7 штампов в позицию б поворотного стола который поворачивается на 180 и за142908
ранее установленный в позицию а штамп 18 перемещается на рабочее место аналогично тому, как в режиме подготовки к работе.
5 После этого комплекс готов к работе и начинает обрабатывать следукг- шую деталь.
Во время рабочего режима кран- штабелер склада забирает с пози10 ции а поворотного стола 8 штамп 18, перемещает его на склад 9, затем производит поиск на складе 9 и установку на позицию а поворотного стола 8 штамп 18 для обработки
15 детали следующего наименования.
Автоматический штамповочный комплекс вследствие быстрой автоматической переналадки позволяет обрабатывать малые партии деталей, повысить
20 производительность труда и расширить область применения автоматической штамповки в мелкосерийном производстве .
| название | год | авторы | номер документа |
|---|---|---|---|
| Автоматизированный комплекс для многономенклатурной штамповки деталей из штучных заготовок | 1986 |
|
SU1637909A1 |
| Автоматизированный комплекс для многономенклатурной штамповки деталей из штучных заготовок | 1986 |
|
SU1532149A1 |
| РОБОТИЗИРОВАННЫЙ КОМПЛЕКС ДЛЯ МНОГОПЕРЕХОДНОЙ ШТАМПОВКИ | 1993 |
|
RU2082527C1 |
| Автоматизированный комплекс для многопереходной штамповки | 1986 |
|
SU1349851A1 |
| Гибкий производственный модуль для листовой штамповки | 1988 |
|
SU1667994A1 |
| Автоматизированный комплекс для штамповки | 1985 |
|
SU1291253A1 |
| Автоматизированный комплекс для штамповки | 1987 |
|
SU1549649A1 |
| Устройство для подачи заготовок и удаления изделий из штампа | 1989 |
|
SU1738440A1 |
| Автоматизированный комплекс для штамповки | 1986 |
|
SU1530305A1 |
| Робототехнический комплекс | 1987 |
|
SU1416244A1 |

Ю
1214290 Buff А
IS
11
9-в
а
.17
а
tfai.S
1214290
3
lfta«.9
4/
дид
36
37
(риг. 10
1214290
дч§)К
фив.Л
ы
фиг. /5
фиг./6
60
НО
11
ФигЛ7
75
Редактор Н.Горват
Составитель В,Муслинов
Техред А.Кикемезей Корректор Г.Решетник
Заказ 824/15 Тираж 783 Подписное ВНИИПИ Государственного KONOiTeTa СССР по делам изобретений и открытий П3035, Москва, Ж-35, Раушская наб., д. 4/5
Филиал ППП Патент, г, Ужгород, ул. Проектная, 4
us. IS ВидМ
7f
фй/г./5
| Роботизированные комплексы оборудование - робот | |||
| Каталог НИИМАШ М., 1983, с | |||
| Способ использования делительного аппарата ровничных (чесальных) машин, предназначенных для мериносовой шерсти, с целью переработки на них грубых шерстей | 1921 |
|
SU18A1 |
